Вам также может понравиться
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- Materials Processing Technology Elsevier: Journal ofДокумент6 страницMaterials Processing Technology Elsevier: Journal ofVikram BalajiОценок пока нет
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (400)
- B.Tech ME 2016 v2Документ123 страницыB.Tech ME 2016 v2hakeemniyasОценок пока нет
- The Hindu Confrontation With The Jaina and The Buddhist: Saint Tiruñãnacampantar's Polemical WritingsДокумент30 страницThe Hindu Confrontation With The Jaina and The Buddhist: Saint Tiruñãnacampantar's Polemical Writingsjagdish cbeОценок пока нет
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- Detailed ResultsДокумент133 страницыDetailed ResultsVikram BalajiОценок пока нет
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- Manual de Autocad BasicoДокумент17 страницManual de Autocad Basicoinfected521Оценок пока нет
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- CS101 LabprogramsДокумент8 страницCS101 LabprogramsVikram BalajiОценок пока нет
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
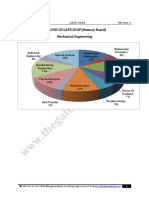
- ANALYSIS OF GATE 2018 (Memory Based) Mechanical EngineeringДокумент25 страницANALYSIS OF GATE 2018 (Memory Based) Mechanical EngineeringVikram BalajiОценок пока нет
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- Manufacturing Engineering and Technology: October 2013Документ2 страницыManufacturing Engineering and Technology: October 2013Vikram BalajiОценок пока нет
- Piping Drawings Basics: N.P.TodkarДокумент37 страницPiping Drawings Basics: N.P.Todkaredgar_glezav100% (2)
- Piping Isometric TutorialДокумент45 страницPiping Isometric Tutorialcepong89100% (1)
- UG Syllabus 2010 11 NITtДокумент33 страницыUG Syllabus 2010 11 NITtNitin VarmanОценок пока нет
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- Mechanical-Engineering Gate2016.InfoДокумент3 страницыMechanical-Engineering Gate2016.InfoHenryОценок пока нет
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- Transcript Academic DocumentsДокумент4 страницыTranscript Academic DocumentsVikram BalajiОценок пока нет
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- National Institute of Technology: Tiruchirappalli - 620 015: B.Arch. / B.Tech. / M.Tech./ MCA / MBA / M.SC./ MS / PH.DДокумент2 страницыNational Institute of Technology: Tiruchirappalli - 620 015: B.Arch. / B.Tech. / M.Tech./ MCA / MBA / M.SC./ MS / PH.DVikram BalajiОценок пока нет
- ME 1-AnsKeyДокумент2 страницыME 1-AnsKeyVikram BalajiОценок пока нет
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- National Institute of Technology: Tiruchirappalli - 620 015Документ2 страницыNational Institute of Technology: Tiruchirappalli - 620 015Vikram BalajiОценок пока нет
- Wse2011 P12Документ3 страницыWse2011 P12Vikram BalajiОценок пока нет
- Schedul Overall MAY 2015Документ1 страницаSchedul Overall MAY 2015Charan KilariОценок пока нет
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- Gate 2016 QPДокумент13 страницGate 2016 QPVikram BalajiОценок пока нет
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- Latest Mechanical Interview QuestionsДокумент2 страницыLatest Mechanical Interview Questionsashokallu16Оценок пока нет
- General ChemistryДокумент239 страницGeneral Chemistrylaode100% (1)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (344)
- Fees Even Sem 2015Документ3 страницыFees Even Sem 2015Vikram BalajiОценок пока нет
- 1345106736152-MRTS Week PDFДокумент6 страниц1345106736152-MRTS Week PDFpanjumuttaiОценок пока нет
- Laser and Its ApplicationsДокумент50 страницLaser and Its ApplicationsmadangkОценок пока нет
- CREO 2-0 Projects DownloadДокумент98 страницCREO 2-0 Projects DownloadJosephi_abbas100% (2)
- Operations Research P Rama Murthy PDFДокумент716 страницOperations Research P Rama Murthy PDFPaban Raj LohaniОценок пока нет
- NC ManufacturingДокумент23 страницыNC ManufacturingVikram BalajiОценок пока нет
- A-TIG WeldingДокумент6 страницA-TIG WeldingVikram BalajiОценок пока нет
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
- CREO 2-0 Projects DownloadДокумент98 страницCREO 2-0 Projects DownloadJosephi_abbas100% (2)
- Gcse Basics 1: © WWW - CHEMSHEETS.co - Uk 09-March-2020 Chemsheets AS 1225 1Документ4 страницыGcse Basics 1: © WWW - CHEMSHEETS.co - Uk 09-March-2020 Chemsheets AS 1225 1Ahmad RazaОценок пока нет
- First Transition Series: D and F - Block Elements IntroductionДокумент4 страницыFirst Transition Series: D and F - Block Elements IntroductionAbdul QayyumОценок пока нет
- Chemistry Paper 1Документ17 страницChemistry Paper 1printdaddyОценок пока нет
- Ionic CompoundsДокумент49 страницIonic CompoundsShamel CurrayОценок пока нет
- Experiment 2: Redox Reactions: Activity Series of Metals and NonmetalsДокумент27 страницExperiment 2: Redox Reactions: Activity Series of Metals and NonmetalsJoanna Angela LeeОценок пока нет
- PQR - 152Документ3 страницыPQR - 152MAT-LIONОценок пока нет
- Chemistry Chapter 1Документ31 страницаChemistry Chapter 1Ace Buo AcejoОценок пока нет
- ISRI Scrap Specifications CircularДокумент61 страницаISRI Scrap Specifications CircularParaag AgrawalОценок пока нет
- Basic Welding Filler Metal Technology: Lesson Ix Estimating and Comparing Weld Metal CostsДокумент1 страницаBasic Welding Filler Metal Technology: Lesson Ix Estimating and Comparing Weld Metal CostsRené Andrade MuñozОценок пока нет
- 6f1 Aluminum Production & PropДокумент17 страниц6f1 Aluminum Production & PropYudhaPrawiraОценок пока нет
- Cold Weld Cracking Susceptibility of High Strength Low Alloyed (Hsla) Steel Nionikral 70 - MET - 53 - 4 - 624 - 626 - Tawengi PDFДокумент3 страницыCold Weld Cracking Susceptibility of High Strength Low Alloyed (Hsla) Steel Nionikral 70 - MET - 53 - 4 - 624 - 626 - Tawengi PDFarjun prajapatiОценок пока нет
- AS Level Qualitative AnalysisДокумент8 страницAS Level Qualitative AnalysismahahajОценок пока нет
- Paper - 1 (Aluminum, Low Temperatures, Hydrogen Energy, 2016)Документ8 страницPaper - 1 (Aluminum, Low Temperatures, Hydrogen Energy, 2016)Lesya B-yaОценок пока нет
- ASTM Method NameДокумент12 страницASTM Method Namesatya100% (1)
- Sample Paper Science - 6 GurukulДокумент8 страницSample Paper Science - 6 GurukulGurukul PatnaОценок пока нет
- Standards Handbook Copper and Copper AlloyДокумент36 страницStandards Handbook Copper and Copper AlloyMuthuswamyОценок пока нет
- CH 1. Matter and MeasurementДокумент10 страницCH 1. Matter and Measurementewewwe weweweweОценок пока нет
- Past Paper Electrochemistry LQДокумент15 страницPast Paper Electrochemistry LQapi-3739994100% (1)
- CH 14 CarbonandAlloySteelsДокумент42 страницыCH 14 CarbonandAlloySteelsdarwin_hua100% (1)
- Daily Welding Checklist (Sample)Документ7 страницDaily Welding Checklist (Sample)Siddiqui Abdul KhaliqОценок пока нет
- Indiko Nortrol L680Документ3 страницыIndiko Nortrol L680Nur CholisОценок пока нет
- Ore Genesis: From Wikipedia, The Free EncyclopediaДокумент10 страницOre Genesis: From Wikipedia, The Free EncyclopediaJoseph MofatОценок пока нет
- General Chemistry IV 177 PtsДокумент17 страницGeneral Chemistry IV 177 PtsXyleen GregolaОценок пока нет
- Updates On PNP RegulationsДокумент56 страницUpdates On PNP Regulationssprikit100% (2)
- Formation of The Light Elements in The Big Bang Theory: Explanation and EvidencesДокумент16 страницFormation of The Light Elements in The Big Bang Theory: Explanation and EvidencesNYL BRIAN BUISERОценок пока нет
- Parison of Dia para FerroДокумент4 страницыParison of Dia para FerroMUNAZIRR FATHIMA F100% (1)
- Revision L 2 ChemistryДокумент1 страницаRevision L 2 Chemistryimme928Оценок пока нет
- Electrode SsДокумент29 страницElectrode SsEbrahim Abdelhady ElmekaweyОценок пока нет
- Dehydration of AlcoholsДокумент6 страницDehydration of Alcoholsعبدالله هنيةОценок пока нет
- Aalco Metals LTD Stainless Steel ASTM A815 S31803 261Документ2 страницыAalco Metals LTD Stainless Steel ASTM A815 S31803 261Irvin PajueloОценок пока нет
- Analog Design and Simulation Using OrCAD Capture and PSpiceОт EverandAnalog Design and Simulation Using OrCAD Capture and PSpiceОценок пока нет
- Electrical Engineering 101: Everything You Should Have Learned in School...but Probably Didn'tОт EverandElectrical Engineering 101: Everything You Should Have Learned in School...but Probably Didn'tРейтинг: 4.5 из 5 звезд4.5/5 (27)
- Articulating Design Decisions: Communicate with Stakeholders, Keep Your Sanity, and Deliver the Best User ExperienceОт EverandArticulating Design Decisions: Communicate with Stakeholders, Keep Your Sanity, and Deliver the Best User ExperienceРейтинг: 4 из 5 звезд4/5 (19)
- Artificial Intelligence Revolution: How AI Will Change our Society, Economy, and CultureОт EverandArtificial Intelligence Revolution: How AI Will Change our Society, Economy, and CultureРейтинг: 4.5 из 5 звезд4.5/5 (2)
- The Jobs To Be Done Playbook: Align Your Markets, Organization, and Strategy Around Customer NeedsОт EverandThe Jobs To Be Done Playbook: Align Your Markets, Organization, and Strategy Around Customer NeedsРейтинг: 5 из 5 звезд5/5 (1)