Вам также может понравиться
- Sud Chemie CatalystsДокумент142 страницыSud Chemie CatalystsBo Gray100% (4)
- HPV02 Installation and Start-Up Instructions PDFДокумент7 страницHPV02 Installation and Start-Up Instructions PDFxxshОценок пока нет
- New Technologies for Emission Control in Marine Diesel EnginesОт EverandNew Technologies for Emission Control in Marine Diesel EnginesОценок пока нет
- Completed Internship ReportДокумент35 страницCompleted Internship Reportdinesh93Оценок пока нет
- Okpako Ejiroghene Proj ProposalДокумент15 страницOkpako Ejiroghene Proj Proposalokpako ejiroОценок пока нет
- C1 L2Документ25 страницC1 L2dinesh93Оценок пока нет
- Hydraulics Drivelinedatabook PDFДокумент52 страницыHydraulics Drivelinedatabook PDFViji SvrОценок пока нет
- Manual Skoda Octavia 2.0 85kW AEG APK AQY AZH AZJДокумент118 страницManual Skoda Octavia 2.0 85kW AEG APK AQY AZH AZJCornea Horatiu Sebastian100% (4)
- Flameless CombustionДокумент8 страницFlameless CombustionHasan Kayhan KayadelenОценок пока нет
- DC Meeting AVДокумент26 страницDC Meeting AVSakthi RoyalhunterОценок пока нет
- Dedi Jurnal16Документ6 страницDedi Jurnal16herirezaОценок пока нет
- 2019 Catalytic Hydrodeoxygenation of Jojoba Oil To The Green-Fuel Application On Ni-MoSMesoporous Zirconia-Silica CatalystsДокумент13 страниц2019 Catalytic Hydrodeoxygenation of Jojoba Oil To The Green-Fuel Application On Ni-MoSMesoporous Zirconia-Silica CatalystsmaiquynhchauОценок пока нет
- ReportДокумент41 страницаReportGaurav ChawdaОценок пока нет
- IRJET Biodiesel Production Mediated by EДокумент6 страницIRJET Biodiesel Production Mediated by Eباقر صباح نوري-صباحيОценок пока нет
- Catalytic Cracking of Palm Oil For The P PDFДокумент9 страницCatalytic Cracking of Palm Oil For The P PDFIkmahMaghfiraОценок пока нет
- Fabrication of Oil SkimmerДокумент6 страницFabrication of Oil SkimmerGokulОценок пока нет
- Applied Energy: Orhan Arpa, Recep Yumrutas, Ayhan DemirbasДокумент6 страницApplied Energy: Orhan Arpa, Recep Yumrutas, Ayhan DemirbasKanthan DevanОценок пока нет
- Lca For Palm BiodieselДокумент7 страницLca For Palm BiodieselLai Mei EeОценок пока нет
- Biodiesel From Palmoil - An Analysis of Its Properties and PotentialДокумент10 страницBiodiesel From Palmoil - An Analysis of Its Properties and PotentialM Asrar SidonОценок пока нет
- Canola OilДокумент9 страницCanola OilAnonymous JMuM0E5YOОценок пока нет
- Khalid 2017 IOP Conf. Ser.: Mater. Sci. Eng. 226 012005Документ9 страницKhalid 2017 IOP Conf. Ser.: Mater. Sci. Eng. 226 012005Suresh GuluwadiОценок пока нет
- Research Paper PetroleumДокумент5 страницResearch Paper Petroleumpvjxekhkf100% (1)
- Design and Fabrication of A Drum Type Oil Skimmer Machine Powered by Solar EnergyДокумент27 страницDesign and Fabrication of A Drum Type Oil Skimmer Machine Powered by Solar EnergyMark Andrew CabaleОценок пока нет
- Performance of Palm Shell Activated Carbon As An Alternative Adsorbent For Reclamation of Used Transformer OilДокумент7 страницPerformance of Palm Shell Activated Carbon As An Alternative Adsorbent For Reclamation of Used Transformer OilSharin Bin Ab GhaniОценок пока нет
- Enhanced Oil Recovery Using NanoparticlesДокумент9 страницEnhanced Oil Recovery Using NanoparticlesAbdul Sattar Al-MalikiОценок пока нет
- Synthesis of Waste Cooking Oil-Based Biodiesel Via Effectual RecyclableДокумент8 страницSynthesis of Waste Cooking Oil-Based Biodiesel Via Effectual RecyclableDiko FernandoОценок пока нет
- We Are Intechopen, The World'S Leading Publisher of Open Access Books Built by Scientists, For ScientistsДокумент21 страницаWe Are Intechopen, The World'S Leading Publisher of Open Access Books Built by Scientists, For ScientistsMayurkumar patilОценок пока нет
- A Catalytic ConДокумент3 страницыA Catalytic ConMoti LemiОценок пока нет
- Production and Characterization of Biodiesel-Ethanol-Diesel Blend As Fuel in Compression-Ignition EngineДокумент11 страницProduction and Characterization of Biodiesel-Ethanol-Diesel Blend As Fuel in Compression-Ignition EnginerezaОценок пока нет
- SPE-169715-MS Chemical EOR For Heavy Oil The Canadian Experience - Heavy OilДокумент31 страницаSPE-169715-MS Chemical EOR For Heavy Oil The Canadian Experience - Heavy OilGilbert OmittaОценок пока нет
- Energy Optimization and Performance Improvement For Crude Distillation Unit Using Pre Flash SystemДокумент13 страницEnergy Optimization and Performance Improvement For Crude Distillation Unit Using Pre Flash SystemVAIBHAV FACHARAОценок пока нет
- Bambang Veriansyah, Jae Young Han, Seok Ki Kim, Seung-Ah Hong, Young Jun Kim, Jong Sung Lim, Young-Wong Shu, Seong-Geun Oh, Jaehoon KimДокумент8 страницBambang Veriansyah, Jae Young Han, Seok Ki Kim, Seung-Ah Hong, Young Jun Kim, Jong Sung Lim, Young-Wong Shu, Seong-Geun Oh, Jaehoon Kimscorpion2001glaОценок пока нет
- LCA Engine Oil SummaryДокумент12 страницLCA Engine Oil Summarysimaproindia100% (1)
- Experimental Investigations of Diesel Emulsions As Fuel in Small Direct Injection Compression Ignition EnginesДокумент6 страницExperimental Investigations of Diesel Emulsions As Fuel in Small Direct Injection Compression Ignition Enginesdipali2229Оценок пока нет
- Recycling Waste Automotive Engine Oil As Alternative Fuel For Diesel EngineДокумент5 страницRecycling Waste Automotive Engine Oil As Alternative Fuel For Diesel EngineblaОценок пока нет
- IOCL Intern ReportДокумент10 страницIOCL Intern ReportAbhishek GautamОценок пока нет
- Fertilizer: Nitric Acid Ostwald Process Oxidation Platinum Nitric Oxide Fertilizers ExplosivesДокумент19 страницFertilizer: Nitric Acid Ostwald Process Oxidation Platinum Nitric Oxide Fertilizers ExplosivesAmirul AffandiОценок пока нет
- Heavy Oil Recovery: Environmental Implications and Mitigation Measures Heavy Oil Recovery: Environmental Implications and Mitigation MeasuresДокумент6 страницHeavy Oil Recovery: Environmental Implications and Mitigation Measures Heavy Oil Recovery: Environmental Implications and Mitigation MeasuresdanoskiОценок пока нет
- Research 2Документ12 страницResearch 2Gelo LunarioОценок пока нет
- Energy Conversion and Management: Seik Lih Lee, Yong Chen Wong, Yen Ping Tan, Sook Yan YewДокумент7 страницEnergy Conversion and Management: Seik Lih Lee, Yong Chen Wong, Yen Ping Tan, Sook Yan YewRonaldo CMОценок пока нет
- 1 s2.0 S1876610214011266 MainДокумент10 страниц1 s2.0 S1876610214011266 MainHendriyana StОценок пока нет
- Engineering Journal Biodiesel Production by Using CaO-Al2O3 Nano CatalystДокумент7 страницEngineering Journal Biodiesel Production by Using CaO-Al2O3 Nano CatalystEngineering JournalОценок пока нет
- BioazДокумент5 страницBioazWowo AcerОценок пока нет
- Ijmet: ©iaemeДокумент11 страницIjmet: ©iaemeIAEME PublicationОценок пока нет
- Desulfurization of Diesel Like Fuel Produced From Waste Lubrication OilДокумент8 страницDesulfurization of Diesel Like Fuel Produced From Waste Lubrication OilSanchez Martinez Hugo De DiosОценок пока нет
- Biodiesel Production From Tall Oil Synthesized MN and Ni Based Additives Effect of The Additives On Fuel Consumption and EmissonДокумент5 страницBiodiesel Production From Tall Oil Synthesized MN and Ni Based Additives Effect of The Additives On Fuel Consumption and EmissonAnisSajid SaudОценок пока нет
- Energy: 2 3 Aminul Islam, Yun Hin Tau Fiq-Yap, Pogaku Ravindra, Siow Hwa Teo, S. Sivasangar, Eng-Seng ChanДокумент9 страницEnergy: 2 3 Aminul Islam, Yun Hin Tau Fiq-Yap, Pogaku Ravindra, Siow Hwa Teo, S. Sivasangar, Eng-Seng ChanMaria SiahaanОценок пока нет
- SPE-178300-MS Formulation of Local Alkaline-Surfactant-Polymer (Asp) For Enhanced Oil Recovery in Niger Delta: A ReviewДокумент16 страницSPE-178300-MS Formulation of Local Alkaline-Surfactant-Polymer (Asp) For Enhanced Oil Recovery in Niger Delta: A ReviewOSAKWE KELVINОценок пока нет
- Energy Conversion and Management: A. Alahmer, J. Yamin, A. Sakhrieh, M.A. HamdanДокумент6 страницEnergy Conversion and Management: A. Alahmer, J. Yamin, A. Sakhrieh, M.A. Hamdandipali2229Оценок пока нет
- C ProfileДокумент16 страницC ProfileResky Ervaldi SaputraОценок пока нет
- Talha Dan Sulaiman 2016Документ10 страницTalha Dan Sulaiman 2016Alexander LiangОценок пока нет
- 7-Ijser (2017)Документ6 страниц7-Ijser (2017)ramachandran KОценок пока нет
- Oyekoloa (P) I. T.OДокумент54 страницыOyekoloa (P) I. T.Ooyekola titusОценок пока нет
- Vocational Training Project Report: Indian Oil Corporation LimitedДокумент39 страницVocational Training Project Report: Indian Oil Corporation LimitedRahul AnandОценок пока нет
- Calcium Oxide Catalyst Based On Quail Eggshell For Biodiesel Synthesis From Waste Palm OilДокумент10 страницCalcium Oxide Catalyst Based On Quail Eggshell For Biodiesel Synthesis From Waste Palm OilrisfiОценок пока нет
- Aloe VeraДокумент6 страницAloe VeraTechnos_IncОценок пока нет
- Performance & Emissionanalysis of Pungamia Oil Blends With Diesel by Using Single Cylinder Diesel EngineДокумент12 страницPerformance & Emissionanalysis of Pungamia Oil Blends With Diesel by Using Single Cylinder Diesel EnginePundaleek KalloliОценок пока нет
- Abed 2019 IOP Conf. Ser. Mater. Sci. Eng. 702 012060Документ14 страницAbed 2019 IOP Conf. Ser. Mater. Sci. Eng. 702 012060edahgabriel123Оценок пока нет
- B. TranestrificationДокумент24 страницыB. TranestrificationAbreham BekeleОценок пока нет
- Simulation of Crude Distillation Unit ofДокумент6 страницSimulation of Crude Distillation Unit ofSiddharth SharmaОценок пока нет
- SPE 160847 Enhanced Oil Recovery Using NanoparticlesДокумент24 страницыSPE 160847 Enhanced Oil Recovery Using NanoparticlesRoberto G. SilvaОценок пока нет
- Proposal FypДокумент5 страницProposal Fypnaien89100% (1)
- CPE639 Mini Project - Production of Acetonitrile Using Fluidized Bed Reactor PDFДокумент41 страницаCPE639 Mini Project - Production of Acetonitrile Using Fluidized Bed Reactor PDFnoorОценок пока нет
- Project ReportДокумент12 страницProject ReportRabia SabirОценок пока нет
- Summer Vocational Training: Gujarat Refinery, Indian Oil Corporation Ltd. Duration:15/05/2022-14/06/2022Документ76 страницSummer Vocational Training: Gujarat Refinery, Indian Oil Corporation Ltd. Duration:15/05/2022-14/06/2022Akash YadavОценок пока нет
- ND STДокумент3 страницыND STdinesh93Оценок пока нет
- Ce Coursework MarksДокумент12 страницCe Coursework Marksdinesh93Оценок пока нет
- PCS Task SheetДокумент5 страницPCS Task Sheetdinesh93Оценок пока нет
- Roots of Equations - Bisection MethodДокумент21 страницаRoots of Equations - Bisection Methoddinesh93Оценок пока нет
- C2 - L2 - Open MethodsДокумент22 страницыC2 - L2 - Open Methodsdinesh93Оценок пока нет
- Setting Up The Linear Programming ProblemДокумент12 страницSetting Up The Linear Programming Problemdinesh93Оценок пока нет
- C1 L3Документ30 страницC1 L3dinesh93Оценок пока нет
- Name:: November Test-Chemistry Form 5Документ3 страницыName:: November Test-Chemistry Form 5dinesh93Оценок пока нет
- Log Book LatestДокумент221 страницаLog Book Latestdinesh93Оценок пока нет
- Stu DocumentДокумент1 страницаStu Documentdinesh93Оценок пока нет
- Registration Summary: 5 Jan 2016 5:52 PMДокумент1 страницаRegistration Summary: 5 Jan 2016 5:52 PMdinesh93Оценок пока нет
- Answer Scheme: November Test-Chemistry Form 5Документ4 страницыAnswer Scheme: November Test-Chemistry Form 5dinesh93Оценок пока нет
- Cpdic Lab2 3-5: Modern Music-Mon, 8Pm (Lr7)Документ1 страницаCpdic Lab2 3-5: Modern Music-Mon, 8Pm (Lr7)dinesh93Оценок пока нет
- Lister Petter GensetsДокумент2 страницыLister Petter Gensetsmoaazabubakr100% (1)
- Zb25 EngineДокумент42 страницыZb25 Engineholsen seiner campos daga0% (1)
- BOSCH高压共轨原理诊断 PDFДокумент99 страницBOSCH高压共轨原理诊断 PDFwinter19980% (1)
- Risks of Operating Candu 6 Nuclear Power PlantsДокумент66 страницRisks of Operating Candu 6 Nuclear Power PlantsART'S PLACE100% (2)
- Vortec 4 3L v-6 Industrial - SFLBДокумент3 страницыVortec 4 3L v-6 Industrial - SFLBAlan FernándezОценок пока нет
- 287 Ho 03 M272 (Fah) 08-05-04Документ76 страниц287 Ho 03 M272 (Fah) 08-05-04arkhom1100% (3)
- Caterpillar 816FДокумент20 страницCaterpillar 816FForomaquinas100% (1)
- Cummins DQKB DQKC Operators ManualДокумент56 страницCummins DQKB DQKC Operators ManualFodil ZouОценок пока нет
- d150r Centrifugal Pump SEAL WOOD PDFДокумент2 страницыd150r Centrifugal Pump SEAL WOOD PDFSheik Abdullah BakrudeenОценок пока нет
- Long Shutdown Management Dr. Pothala Kotewswara Rao ILAMДокумент8 страницLong Shutdown Management Dr. Pothala Kotewswara Rao ILAMP Koteswara RaoОценок пока нет
- BH35 2Документ4 страницыBH35 2muthu85100% (1)
- Internal Resistance of Cells of Lithium BatteryДокумент9 страницInternal Resistance of Cells of Lithium BatteryMartin Luna BernalОценок пока нет
- B43 To B60 Spares ListДокумент60 страницB43 To B60 Spares ListBeta MarineОценок пока нет
- Piping Engineer Interview Questions (From 6 To 10 Year)Документ2 страницыPiping Engineer Interview Questions (From 6 To 10 Year)RamanNegi100% (1)
- Enerpac High Pressure Hand PumpsДокумент2 страницыEnerpac High Pressure Hand PumpsMachineryengОценок пока нет
- Enerwaste Green HubДокумент20 страницEnerwaste Green Hubgaby.hernandez485703Оценок пока нет
- Lower and Higher Heating ValuesДокумент1 страницаLower and Higher Heating ValuesPierangelo CarozzaОценок пока нет
- BiomassДокумент34 страницыBiomassWoldemariam Worku100% (1)
- Belaz 75137 Usa and CanadaДокумент2 страницыBelaz 75137 Usa and CanadabasОценок пока нет
- Hydraulic SystemsДокумент4 страницыHydraulic SystemsJitendra KumarОценок пока нет
- Forklift Operator ManualДокумент23 страницыForklift Operator ManualCris SuyamОценок пока нет
- Fisher 377 Trip Valve: Scope of ManualДокумент20 страницFisher 377 Trip Valve: Scope of ManualHamzaKadОценок пока нет
- Introduction To International Marketing ResearchДокумент7 страницIntroduction To International Marketing ResearchPrem Zip Zap ZoomОценок пока нет
- Biodiesel Fuel Impact On Diesel Engine and The Lubricant: Hiroshi WatanabeДокумент34 страницыBiodiesel Fuel Impact On Diesel Engine and The Lubricant: Hiroshi WatanabeAaron ChanОценок пока нет
- GG 8335 BelarraДокумент12 страницGG 8335 BelarraJavi LucciОценок пока нет
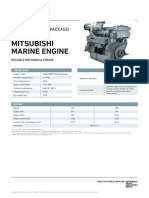
- Mitsubishi Marine Engine - S6R2-T2MPTK3LM (Package)Документ2 страницыMitsubishi Marine Engine - S6R2-T2MPTK3LM (Package)david alvianОценок пока нет