Вам также может понравиться
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (344)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- 1998-2001 Daewoo Nubira Service ManualДокумент744 страницы1998-2001 Daewoo Nubira Service Manualjade_174% (19)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- Ford Model A Instruction Book by Ford Motor CompanyДокумент54 страницыFord Model A Instruction Book by Ford Motor CompanyMrStiffie123456789Оценок пока нет
- Jeep WiringДокумент36 страницJeep WiringManos Stavrou88% (8)
- Ata 32Документ240 страницAta 32Geovanni Riquelme LooОценок пока нет
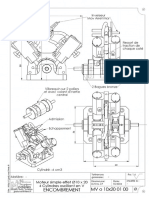
- Machine DrawingДокумент232 страницыMachine DrawingRajakumar Sundaram100% (4)
- Dynamics of Flights QuestionsДокумент35 страницDynamics of Flights QuestionsSameh AntarОценок пока нет
- 19970044Документ38 страниц19970044Sameh AntarОценок пока нет
- Robot Building ManualДокумент256 страницRobot Building ManualAlonso CoradoОценок пока нет
- Plans Steam Engine 2Документ10 страницPlans Steam Engine 2Sameh AntarОценок пока нет
- Jerome C. Glenn 6:38 PM (19 Hours Ago) To Me: Dear KamalДокумент2 страницыJerome C. Glenn 6:38 PM (19 Hours Ago) To Me: Dear KamalSameh AntarОценок пока нет
- 2009 09.content.05224 PDFДокумент17 страниц2009 09.content.05224 PDFSameh AntarОценок пока нет
- Appearance of Yajuj and MajujДокумент231 страницаAppearance of Yajuj and MajujHeatherОценок пока нет
- 06 Modelling and Forecasting The Diffusion of Innovation - A 25-Year Review PDFДокумент27 страниц06 Modelling and Forecasting The Diffusion of Innovation - A 25-Year Review PDFSameh AntarОценок пока нет
- MalaMalaysian Experienceysian ExperienceДокумент15 страницMalaMalaysian Experienceysian ExperienceSameh AntarОценок пока нет
- Ayyuha Al Walad by Imam Al Ghazali PDFДокумент65 страницAyyuha Al Walad by Imam Al Ghazali PDFSameh AntarОценок пока нет
- 16 NormativДокумент16 страниц16 NormativSameh AntarОценок пока нет
- ConstConsti Tuationi TuationДокумент23 страницыConstConsti Tuationi TuationSameh AntarОценок пока нет
- Article Considerations in Using The Delphi Approach Design Questions and AnswersДокумент14 страницArticle Considerations in Using The Delphi Approach Design Questions and AnswersSameh AntarОценок пока нет
- ME364 Forming SheetДокумент11 страницME364 Forming SheetVed Prakash ChoudharyОценок пока нет
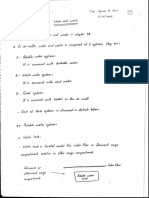
- Water & WasteДокумент22 страницыWater & WasteSameh AntarОценок пока нет
- 46 PDFДокумент82 страницы46 PDFSameh Antar100% (1)
- 22Документ66 страниц22Sameh AntarОценок пока нет
- WeldingДокумент7 страницWeldingSameh AntarОценок пока нет
- Module 17A and 17B: PropellerДокумент25 страницModule 17A and 17B: PropellerSameh Antar100% (1)
- Module 17A and 17B: PropellerДокумент25 страницModule 17A and 17B: PropellerSameh Antar100% (1)
- Module 01 A NotesДокумент48 страницModule 01 A NotesSameh AntarОценок пока нет
- Project TopicsДокумент16 страницProject TopicsVasu VermaОценок пока нет
- Listing of Diagnostic Trouble Codes (DTCS)Документ4 страницыListing of Diagnostic Trouble Codes (DTCS)As AsОценок пока нет
- TM 55 1740 201 13 PDFДокумент114 страницTM 55 1740 201 13 PDFLaura HawkinsОценок пока нет
- Liebherr LTM1080-1 Load ChartДокумент73 страницыLiebherr LTM1080-1 Load ChartBane Radovic100% (1)
- Yamaha Fazer User Owner Manual FZ6SHG 2008 PDFДокумент96 страницYamaha Fazer User Owner Manual FZ6SHG 2008 PDFRobert NadeauОценок пока нет
- Xas 185 Hardhat™: Product Data: Xas 185 C Page: 1 of 2 Effective: 06/01/08Документ2 страницыXas 185 Hardhat™: Product Data: Xas 185 C Page: 1 of 2 Effective: 06/01/08Juan Carlos Torres MartinezОценок пока нет
- Ferrari TestarrossaДокумент210 страницFerrari Testarrossaj.godignonОценок пока нет
- Lathe Spindle Nose Mounting Identification ChartДокумент1 страницаLathe Spindle Nose Mounting Identification ChartYahia Mustafa Alfazazi100% (1)
- Catalogue Symko en 2017Документ152 страницыCatalogue Symko en 2017Joao SilvaОценок пока нет
- Volvo Wheel Loader L60F To L90FДокумент36 страницVolvo Wheel Loader L60F To L90FAshok Subramaniyan50% (2)
- 4D Figure 10 Series Cast IronДокумент2 страницы4D Figure 10 Series Cast IronJULIAN CAMILOОценок пока нет
- Camless EngineДокумент17 страницCamless EngineRajat DubeyОценок пока нет
- 2016 Dealer PriceДокумент13 страниц2016 Dealer Priceadetejubello100% (3)
- LG PLATINUM Cheat SheetДокумент5 страницLG PLATINUM Cheat Sheetfranklin Josue Lopez AlemanОценок пока нет
- Automatic Transmission: Group 23AДокумент178 страницAutomatic Transmission: Group 23ADaniel QuisbertОценок пока нет
- UVPL-CAT-Dia Act-UA-11 & 12 - 04 - 2018Документ12 страницUVPL-CAT-Dia Act-UA-11 & 12 - 04 - 2018Subhash NarayananОценок пока нет
- Design and Fabrication of Comprrssed Air Vehicle: Second Project Review PresentationДокумент21 страницаDesign and Fabrication of Comprrssed Air Vehicle: Second Project Review PresentationChitteti YashwanthОценок пока нет
- C15-20 Gen-2 PDFДокумент6 страницC15-20 Gen-2 PDFJan HendriksОценок пока нет
- EM Budget and Plan For 2019-20 Fiscal YearДокумент55 страницEM Budget and Plan For 2019-20 Fiscal Yearአረጋዊ ሐይለማርያምОценок пока нет
- Short MODU Specs of Tam Dao 01Документ2 страницыShort MODU Specs of Tam Dao 01Them Bui XuanОценок пока нет
- Chapter 7 Shaper Operation-1Документ22 страницыChapter 7 Shaper Operation-1علاءإدريسОценок пока нет
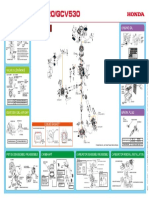
- Comp Layout gcv520 530 enДокумент1 страницаComp Layout gcv520 530 enHenrik PoulsenОценок пока нет
- 538 312 Thomas Series CMR, AMR, Sizes 225 750 Disc Couplings Installation ManualДокумент11 страниц538 312 Thomas Series CMR, AMR, Sizes 225 750 Disc Couplings Installation ManualYutt WattОценок пока нет
- Belt DriveДокумент16 страницBelt DrivePranjal DograОценок пока нет
- BallMillCutaway 8.5x11Документ1 страницаBallMillCutaway 8.5x11oscar hermosillaОценок пока нет