Вам также может понравиться
- Sewing 101: Pocket Guide: A Guide to Necessary Skills for Garment MakingОт EverandSewing 101: Pocket Guide: A Guide to Necessary Skills for Garment MakingОценок пока нет
- Seam PuckeringДокумент4 страницыSeam PuckeringRavi Jain100% (1)
- Stitch LengthДокумент4 страницыStitch LengthAjeet KumarОценок пока нет
- Fabric Bow-Skew - Gihan RanganaДокумент2 страницыFabric Bow-Skew - Gihan RanganaGihan Rangana100% (3)
- Lab Manual: Course Title: Apparel Manufacturing IV (Lab) Course Code: TE-428 Level and Term: L TДокумент45 страницLab Manual: Course Title: Apparel Manufacturing IV (Lab) Course Code: TE-428 Level and Term: L TMD OHiОценок пока нет
- Measurement of Seam Puckering and Influence of Its Causes: Sandun Fernando Tss JayawardenaДокумент7 страницMeasurement of Seam Puckering and Influence of Its Causes: Sandun Fernando Tss JayawardenaIOSRJEN : hard copy, certificates, Call for Papers 2013, publishing of journalОценок пока нет
- Lesson Plan: ND THДокумент6 страницLesson Plan: ND THsatexОценок пока нет
- Textile Design Lecture 2Документ10 страницTextile Design Lecture 2Muhammad Usama WaseemОценок пока нет
- Fabric Fundamentals Knitted FabricsДокумент6 страницFabric Fundamentals Knitted FabricsShreyaОценок пока нет
- Different Grading System Used in Apparel IndustryДокумент5 страницDifferent Grading System Used in Apparel Industryzain bajwaОценок пока нет
- Sewing ThreadsДокумент39 страницSewing ThreadsAnkit ChandorkarОценок пока нет
- Notched Jacket LapelДокумент6 страницNotched Jacket LapelwasyihunОценок пока нет
- Estimation of Thread Consumption of GarmentДокумент2 страницыEstimation of Thread Consumption of GarmentK.s. Ramesh100% (1)
- 4.2BHow To Measure Guide ApparelsДокумент37 страниц4.2BHow To Measure Guide ApparelsAlokKumarОценок пока нет
- Fabric RequirementДокумент26 страницFabric RequirementCHARLES KINYERAОценок пока нет
- Seam FinishesДокумент2 страницыSeam FinishesAbdul Azis100% (1)
- Fabric and Garment FinishingДокумент33 страницыFabric and Garment FinishingSurya Bakshi100% (4)
- SeamsДокумент17 страницSeamsNidhi Shah0% (1)
- Specification Sheet LayoutДокумент9 страницSpecification Sheet LayoutSharvari ShankarОценок пока нет
- International British Garments Skill Matrix Analysis: Operation Process Rating % Result Remarks Target AchievedДокумент8 страницInternational British Garments Skill Matrix Analysis: Operation Process Rating % Result Remarks Target AchieveddpnairОценок пока нет
- Unit - 3 Button Sewing Machine/button Attaching MachineДокумент10 страницUnit - 3 Button Sewing Machine/button Attaching MachineAshu GrewalОценок пока нет
- Weekly Training Report - Pattern MakingДокумент4 страницыWeekly Training Report - Pattern MakingShoeb KhanОценок пока нет
- In-Plant Training Report PresentationДокумент60 страницIn-Plant Training Report Presentationrajhossie9335100% (3)
- Garment Sewing Production SystemsДокумент27 страницGarment Sewing Production SystemsCool JugglerОценок пока нет
- Sampling and Sampling Process: Presented BYДокумент16 страницSampling and Sampling Process: Presented BYGaurav SinghОценок пока нет
- Santoni SeamlessДокумент2 страницыSantoni SeamlessSudheer SinghОценок пока нет
- Sewing TermsДокумент2 страницыSewing TermsmichuttyОценок пока нет
- Apparel Safety Training USA & CanadaДокумент142 страницыApparel Safety Training USA & Canadasiva6751Оценок пока нет
- Fabric Structure & Design: Assignment On Basic WeavesДокумент6 страницFabric Structure & Design: Assignment On Basic WeavesSanthosh KannanОценок пока нет
- Sewing Thread Consumption Per BodyДокумент1 страницаSewing Thread Consumption Per BodyRashidul IslamОценок пока нет
- Fabric StrengthДокумент7 страницFabric StrengthShailendra MishraОценок пока нет
- Cad Assig (Tuka) 1 AnanyaДокумент66 страницCad Assig (Tuka) 1 AnanyaAnanya KarnОценок пока нет
- Polo Shirts & T-Shirts Terms & DefinitionsДокумент13 страницPolo Shirts & T-Shirts Terms & DefinitionsTafsir HaqueОценок пока нет
- Quality Control of Garments Cutting SectionДокумент6 страницQuality Control of Garments Cutting SectionarifulseuОценок пока нет
- CT MMB 198Документ2 страницыCT MMB 198Rosana BarakatОценок пока нет
- Selecting The Right SPIДокумент4 страницыSelecting The Right SPIshreay12345Оценок пока нет
- Submitted To: Md. Emdad Sarker Lecturer Department of TextileДокумент38 страницSubmitted To: Md. Emdad Sarker Lecturer Department of TextileMd Golam Kibria100% (1)
- GMM - Fabric Cutting AssignmentДокумент10 страницGMM - Fabric Cutting AssignmentsatexОценок пока нет
- The Sewability of Elastic FabricДокумент8 страницThe Sewability of Elastic Fabricapi-26494555Оценок пока нет
- Spme Denim TrouserДокумент45 страницSpme Denim TrouserSupriya Nanda50% (2)
- Seawing Room SubmisiionДокумент22 страницыSeawing Room SubmisiionEhsanAhmedОценок пока нет
- Assignment: EmbellishmentДокумент8 страницAssignment: EmbellishmentTommy JaxonОценок пока нет
- Efficiency Losses Calculation and Identify Causes of Losses of Circular Knitting Machine During Knit Fabric ProductionДокумент4 страницыEfficiency Losses Calculation and Identify Causes of Losses of Circular Knitting Machine During Knit Fabric ProductionElias KhalilОценок пока нет
- 3D FabricДокумент17 страниц3D FabricFaizan ShaikhОценок пока нет
- Fabric Structure and DesignДокумент73 страницыFabric Structure and Designfuad ahmed100% (2)
- Professional Ruffles and Pleats: Preparing The Sewing Machine: Attaching Ruffles For Fancy EffectsДокумент1 страницаProfessional Ruffles and Pleats: Preparing The Sewing Machine: Attaching Ruffles For Fancy EffectsJohn DoverОценок пока нет
- Types of EmbroideryДокумент6 страницTypes of EmbroideryAvi RoyОценок пока нет
- Thread Consumption MethodsДокумент13 страницThread Consumption MethodsSaravanan Arasu100% (1)
- Knit CalculationДокумент2 страницыKnit CalculationSelçuk AslantaşОценок пока нет
- 3 Bed TypesДокумент42 страницы3 Bed Typesrajurana25Оценок пока нет
- ContentДокумент11 страницContentSHASHANK ROHITОценок пока нет
- Stitch and Roll Ubd 2016Документ10 страницStitch and Roll Ubd 2016api-246063232Оценок пока нет
- Definition of MarkerДокумент13 страницDefinition of MarkerGreen University TextileОценок пока нет
- Advanced Textile Design (1913)Документ488 страницAdvanced Textile Design (1913)Patrick MackОценок пока нет
- Lesson 1.types of Necklines and Facing PDFДокумент8 страницLesson 1.types of Necklines and Facing PDFJuliana PalomaОценок пока нет
- Chapter One PDFДокумент24 страницыChapter One PDFKibromGereОценок пока нет
- Cutting RoomДокумент34 страницыCutting RoomKumar AnkurОценок пока нет
- Sewing ThreadsДокумент27 страницSewing ThreadsRikhil NagpalОценок пока нет
- Carr and Latham's Technology of Clothing ManufactureОт EverandCarr and Latham's Technology of Clothing ManufactureDavid J. TylerРейтинг: 4 из 5 звезд4/5 (1)
- Lenovo K80M 4G LTE 64GB 4GB RAM Imported SeДокумент2 страницыLenovo K80M 4G LTE 64GB 4GB RAM Imported Sehamba_dahОценок пока нет
- Hiasan CalighgrafiДокумент5 страницHiasan Calighgrafihamba_dahОценок пока нет
- Memory Lane OptДокумент3 страницыMemory Lane Opthamba_dahОценок пока нет
- Remove Shortcut Virus From USB Flash Drive and Windows PCДокумент13 страницRemove Shortcut Virus From USB Flash Drive and Windows PChamba_dahОценок пока нет
- Senarai GM Malayssia - SelangorДокумент1 страницаSenarai GM Malayssia - Selangorhamba_dahОценок пока нет
- Senarai GM Malayssia - n9Документ1 страницаSenarai GM Malayssia - n9hamba_dahОценок пока нет
- Senarai GM Malayssia - MelakaДокумент1 страницаSenarai GM Malayssia - Melakahamba_dahОценок пока нет
- FabrikДокумент5 страницFabrikhamba_dah100% (1)
- Senarai GM W.P Kuala Lumpur: Insert Format Add-OnsДокумент1 страницаSenarai GM W.P Kuala Lumpur: Insert Format Add-Onshamba_dahОценок пока нет
- Trouser MakingДокумент8 страницTrouser Makinghamba_dah100% (2)
- Men DressДокумент60 страницMen Dresshamba_dah100% (3)
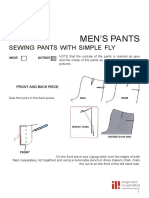
- Men'S Pants: Sewing Pants With Simple FLYДокумент4 страницыMen'S Pants: Sewing Pants With Simple FLYhamba_dahОценок пока нет
- "Sarong Wrap Pants": SuppliesДокумент3 страницы"Sarong Wrap Pants": Supplieshamba_dah100% (1)
- Simatic S5 318-3UA11 Central Controller Interface Module: ManualДокумент37 страницSimatic S5 318-3UA11 Central Controller Interface Module: ManualAutomacao16Оценок пока нет
- 1979 IC MasterДокумент2 398 страниц1979 IC MasterIliuta JohnОценок пока нет
- Experiment6 Multiplexer DemultiplexerДокумент10 страницExperiment6 Multiplexer DemultiplexerAj DevezaОценок пока нет
- UNIT - 1 Formula and ProcedureДокумент4 страницыUNIT - 1 Formula and ProcedurevinothОценок пока нет
- Amt 113 - Weight and Balance LecДокумент67 страницAmt 113 - Weight and Balance LecNino AngobОценок пока нет
- Toolpost Attachment For A High Speed Rotary ToolДокумент32 страницыToolpost Attachment For A High Speed Rotary Toolkokisko100% (1)
- ATRA GM 4L60-4L60E (700R4) Rebuild ProceduresДокумент0 страницATRA GM 4L60-4L60E (700R4) Rebuild ProceduresJuan Manuel Aguero Diaz83% (12)
- C++ Project For Graphic Scientific CalculatorДокумент34 страницыC++ Project For Graphic Scientific CalculatorManish DeyОценок пока нет
- Inductive Sensor NCB2-12GM35-N0-V1: DimensionsДокумент3 страницыInductive Sensor NCB2-12GM35-N0-V1: DimensionsmhaioocОценок пока нет
- Week 8-Wind Energy Generation - ELEC2300Документ29 страницWeek 8-Wind Energy Generation - ELEC2300Look AxxОценок пока нет
- A30050-X6026-X-4-7618-rectifier GR60Документ17 страницA30050-X6026-X-4-7618-rectifier GR60baothienbinhОценок пока нет
- BFC3042 BFC31802Документ13 страницBFC3042 BFC31802Zuliyah ZakariaОценок пока нет
- Pig Iron Blast Furnace: Mcqs Preparation For Engineering Competitive ExamsДокумент20 страницPig Iron Blast Furnace: Mcqs Preparation For Engineering Competitive ExamschauhanОценок пока нет
- Mech CVTДокумент15 страницMech CVTsachin guptaОценок пока нет
- UM0384Документ35 страницUM0384Pat 14HS1Оценок пока нет
- Sainsbury 2010 PDFДокумент13 страницSainsbury 2010 PDFronaldОценок пока нет
- Communication IIДокумент11 страницCommunication IIRupesh PandeyОценок пока нет
- Chapter 70 Multi Mooring Systems 2010Документ135 страницChapter 70 Multi Mooring Systems 2010Araby Gamal GamalОценок пока нет
- 3tnv82a Bdsa2Документ2 страницы3tnv82a Bdsa2BaggerkingОценок пока нет
- The Nature of Mathematics: "Nature's Great Books Is Written in Mathematics" Galileo GalileiДокумент9 страницThe Nature of Mathematics: "Nature's Great Books Is Written in Mathematics" Galileo GalileiLei-Angelika TungpalanОценок пока нет
- General Systems Theory A Mathematical ApproachДокумент385 страницGeneral Systems Theory A Mathematical Approachselotejp7100% (4)
- SanternoДокумент468 страницSanternoFrank DicksonОценок пока нет
- RedBrand Answers 1Документ3 страницыRedBrand Answers 1Karthikeyan VelusamyОценок пока нет
- Physics ProjectДокумент11 страницPhysics ProjectDimpySurya44% (25)
- Difference Between DWA and TEB Local PlannersДокумент2 страницыDifference Between DWA and TEB Local PlannersChandrajit GangulyОценок пока нет
- A1 - Full Papers PS1 10834 2022Документ18 страницA1 - Full Papers PS1 10834 2022DmitryОценок пока нет
- Exambank HigherДокумент62 страницыExambank HigherJust WadeОценок пока нет
- Predictive Data Mining and Discovering Hidden Values of Data WarehouseДокумент5 страницPredictive Data Mining and Discovering Hidden Values of Data WarehouseLangit Merah Di SelatanОценок пока нет
- Chapter - 20 3-6-05Документ30 страницChapter - 20 3-6-05samandondonОценок пока нет
- Calin o An Informal Introduction To Stochastic Calculus WithДокумент331 страницаCalin o An Informal Introduction To Stochastic Calculus Withjldelafuente100% (5)