Вам также может понравиться
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (344)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (120)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- Ricoh mpc307 407 Parts ManualДокумент244 страницыRicoh mpc307 407 Parts Manualmark adams50% (2)
- Aashto T350Документ89 страницAashto T350werku koshe0% (1)
- Caracteristicas Del Scr-c106Документ5 страницCaracteristicas Del Scr-c106Anonymous G1o4z1C5nXОценок пока нет
- C106DДокумент9 страницC106Djoel_gaucinОценок пока нет
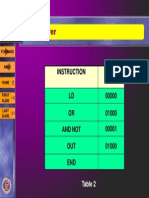
- PLC 2Документ1 страницаPLC 2Dunia BaruОценок пока нет
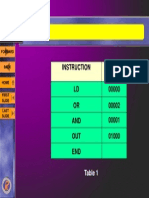
- PLC 1Документ1 страницаPLC 1Dunia BaruОценок пока нет
- Chemistry Folio Soap and DetergentДокумент13 страницChemistry Folio Soap and DetergentMarinda YieОценок пока нет
- Lecture 3 RheologyДокумент32 страницыLecture 3 Rheologybattal eduОценок пока нет
- 5 V, 12-Bit, Serial 3.8 ADC in 8-Pin Package: Ms Conversion TimeДокумент13 страниц5 V, 12-Bit, Serial 3.8 ADC in 8-Pin Package: Ms Conversion TimeHrushi KesanОценок пока нет
- Lacan and Badiou: Logic of The Pas-Tout: Russell GriggДокумент13 страницLacan and Badiou: Logic of The Pas-Tout: Russell Griggd_albickerОценок пока нет
- Topic 4. Binary DistillationДокумент123 страницыTopic 4. Binary DistillationAngela Lorena DíazОценок пока нет
- Book Pract RDFFBD Chapter-6Документ90 страницBook Pract RDFFBD Chapter-6HuongDuongОценок пока нет
- Appendix 27 Alternative Requirements For Glass-Lined VesselsДокумент2 страницыAppendix 27 Alternative Requirements For Glass-Lined VesselsBinay K SrivastawaОценок пока нет
- Types of Life TablesДокумент6 страницTypes of Life TablesMarielle DelfinОценок пока нет
- (M1 Technical) Cpe0011lДокумент12 страниц(M1 Technical) Cpe0011lJoel CatapangОценок пока нет
- Old-Examination-Questions-Ch.#17 (Dr. Gondal - Phys102) : at One End, Are Approximately: (Ans: 170 and 510 HZ)Документ5 страницOld-Examination-Questions-Ch.#17 (Dr. Gondal - Phys102) : at One End, Are Approximately: (Ans: 170 and 510 HZ)Alexandro Andra PizzaroОценок пока нет
- Experimental Investigation On Mechanical Performance of Aluminium CompositeДокумент10 страницExperimental Investigation On Mechanical Performance of Aluminium CompositeMadhu KotlaОценок пока нет
- Experiment: 1 Parallel Flow Heat ExchangerДокумент18 страницExperiment: 1 Parallel Flow Heat ExchangerAnonymous QM0NLqZOОценок пока нет
- Electronics MCQsДокумент17 страницElectronics MCQslovelyosmile253Оценок пока нет
- Chemistry Quiz Chapter 4 Form 4 @Документ3 страницыChemistry Quiz Chapter 4 Form 4 @Mohd Norihwan100% (1)
- Wind Loads Calculation Eurocode1Документ1 страницаWind Loads Calculation Eurocode1Karthik KrishОценок пока нет
- Metering - Manual - Eastern - RegionДокумент65 страницMetering - Manual - Eastern - RegionAmit PathakОценок пока нет
- Logarithms PDFДокумент1 страницаLogarithms PDFtwanda bryanОценок пока нет
- Belt Bucket Elevator DesignДокумент27 страницBelt Bucket Elevator DesignArmando80% (5)
- Nano RamДокумент7 страницNano Ramसाहिल विजОценок пока нет
- Principles of Hydrostatic PressureДокумент25 страницPrinciples of Hydrostatic PressureJherhamy BaguilatОценок пока нет
- Páginas DesdeM 3Документ84 страницыPáginas DesdeM 3Armando LiosОценок пока нет
- States of Matter Lesson PlanДокумент8 страницStates of Matter Lesson Planapi-383721875Оценок пока нет
- Datasheet For Steel Grades Carbon Steel 1.1141: 1.1141 Standard NumberДокумент2 страницыDatasheet For Steel Grades Carbon Steel 1.1141: 1.1141 Standard NumberCricri CriОценок пока нет
- Asymptotes Tutorial: Horizontal Vertical Slant and HolesДокумент30 страницAsymptotes Tutorial: Horizontal Vertical Slant and Holesgregory_k_sherman100% (1)
- CIRCULATIONДокумент44 страницыCIRCULATIONkarthika manoharanОценок пока нет
- Measuring Speech Intelegibility Using DiracДокумент30 страницMeasuring Speech Intelegibility Using DiracAndresScribd2014Оценок пока нет
- Csi ReferДокумент502 страницыCsi Referrenzo wilber bernedo beltranОценок пока нет
- Technical Manual Vapodest 20-30-40Документ39 страницTechnical Manual Vapodest 20-30-40marianinha690% (1)