Вам также может понравиться
- GTL Plant PackageДокумент10 страницGTL Plant Packagebigreich93100% (1)
- Johnson Matthey Syngas Methanol Plant Capacity FinalДокумент14 страницJohnson Matthey Syngas Methanol Plant Capacity FinalRaquel Siñani ChavezОценок пока нет
- Gas To Liquid (GTL) TechnologyДокумент13 страницGas To Liquid (GTL) TechnologyPratick Tibrewala100% (1)
- Poly Olefin HandbookДокумент90 страницPoly Olefin HandbookKenneth HowesОценок пока нет
- GTL TechnologyДокумент24 страницыGTL Technologychaitanya_scribd100% (1)
- PFDДокумент1 страницаPFDDenny FirmansyahОценок пока нет
- Synthetic Fuels GTL f1 Fischer Tropsch Process2588570496085257524Документ8 страницSynthetic Fuels GTL f1 Fischer Tropsch Process2588570496085257524Ishu Vohra100% (1)
- Autothermal Reforming Syngas 2010 PaperДокумент20 страницAutothermal Reforming Syngas 2010 PaperAkmal_Fuadi100% (1)
- DMEДокумент7 страницDMEc_vivi92Оценок пока нет
- GTL Process - by A.hoekДокумент58 страницGTL Process - by A.hoekDebye101100% (1)
- Gas To Liquids Plant DesignДокумент63 страницыGas To Liquids Plant DesignOtunba Slim100% (4)
- Factsheet Cansolv Co2Документ2 страницыFactsheet Cansolv Co2Pe VandeОценок пока нет
- Review of Small Stationary Reformers For Hydrogen ProductionДокумент52 страницыReview of Small Stationary Reformers For Hydrogen ProductionSoineth GuzmánОценок пока нет
- DME Synthesis Technology Ready For Market: © Gastech 2005Документ6 страницDME Synthesis Technology Ready For Market: © Gastech 2005yan energiaОценок пока нет
- MethanolДокумент31 страницаMethanolsadiqОценок пока нет
- Electric Heaters For Safe Startup ofДокумент9 страницElectric Heaters For Safe Startup ofSteve WanОценок пока нет
- Haldor Topsoe Hter First ExperiencesДокумент8 страницHaldor Topsoe Hter First ExperiencesGeorge Van BommelОценок пока нет
- Cansolv TGT Plus FactsheetДокумент2 страницыCansolv TGT Plus FactsheetPe VandeОценок пока нет
- Production Process of MethanolMETANOLДокумент2 страницыProduction Process of MethanolMETANOLFlávia MonteiroОценок пока нет
- Literature Review CO2 ConversionsДокумент28 страницLiterature Review CO2 ConversionscfmonarquiaОценок пока нет
- 6 MarchДокумент51 страница6 MarchmaritsyaditaaОценок пока нет
- Modelling of Fischer Tropsch ReactorДокумент8 страницModelling of Fischer Tropsch Reactorvenky1134Оценок пока нет
- Shell GTLДокумент1 страницаShell GTLJorge Da Costa SeabraОценок пока нет
- Remove Heat Stable Salts For Better Amine Plant PerformanceДокумент1 страницаRemove Heat Stable Salts For Better Amine Plant PerformanceGopi Kiran N0% (1)
- Urea Plant IndiaДокумент35 страницUrea Plant IndiaAkhil AklОценок пока нет
- Nicholas Oligomerization PDFДокумент16 страницNicholas Oligomerization PDFTanase DianaОценок пока нет
- Worldwide Construction April1997Документ26 страницWorldwide Construction April1997ingbarragan87Оценок пока нет
- Methanol To GasolineДокумент9 страницMethanol To GasolinehhvgОценок пока нет
- Sasol TechnologyДокумент13 страницSasol TechnologyudelmarkОценок пока нет
- Fischer Tropsch Process PresentationДокумент16 страницFischer Tropsch Process Presentationmaz zlsОценок пока нет
- 2017-14-07 Continuous Corrosion Monitoring of Crude Unit OverheadsДокумент16 страниц2017-14-07 Continuous Corrosion Monitoring of Crude Unit OverheadsDavid Cruz ZamoraОценок пока нет
- Celanese PFD of MethanolДокумент1 страницаCelanese PFD of MethanolJessica CehОценок пока нет
- Depa Mine Unit AppendixДокумент256 страницDepa Mine Unit AppendixWalid Ben Husein100% (1)
- Topsoe Sorensen Cost Efficient Methanol Production Mar17Документ24 страницыTopsoe Sorensen Cost Efficient Methanol Production Mar17Helix100% (1)
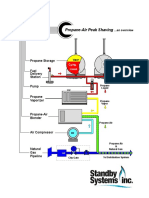
- Propane Peak Overview PDFДокумент20 страницPropane Peak Overview PDFAnonymous OktZOVjem7Оценок пока нет
- Maleic Anhydride Expansion ProjectДокумент2 страницыMaleic Anhydride Expansion Projectthaneiro100% (1)
- 06 - KBR Ammonia Revamp Technology PDFДокумент30 страниц06 - KBR Ammonia Revamp Technology PDFMufadhzil M100% (1)
- CO2 Recovery MHIДокумент44 страницыCO2 Recovery MHIAl HattanОценок пока нет
- MetalloceneДокумент8 страницMetalloceneSynahlyn Pearl de LeonОценок пока нет
- 2 - TDVS GopalkrishnaДокумент61 страница2 - TDVS GopalkrishnaManav GaneshОценок пока нет
- Lurgi Technology For GTL CTL Project Amitava BanerjeeДокумент80 страницLurgi Technology For GTL CTL Project Amitava BanerjeePhoon Hee YauОценок пока нет
- GTL TechnologyДокумент51 страницаGTL TechnologypanthaloorОценок пока нет
- Methanol Plant PresentationДокумент20 страницMethanol Plant PresentationAmit Shah100% (1)
- Hydrocarbon Processing RefiningДокумент111 страницHydrocarbon Processing RefiningMaria Cecilia Latorre SanchezОценок пока нет
- Sweetening LPG With AminesДокумент8 страницSweetening LPG With AminessizwehОценок пока нет
- Techno-Economic Assessment About Toluene DiisocyanateДокумент4 страницыTechno-Economic Assessment About Toluene DiisocyanateIntratec SolutionsОценок пока нет
- Integration of Gasification With Thermal Residue Conversion in RefineriesДокумент15 страницIntegration of Gasification With Thermal Residue Conversion in Refineriesrameshkarthik810Оценок пока нет
- 0809S2 - Abs Nexant Report Phosphoric AcidДокумент6 страниц0809S2 - Abs Nexant Report Phosphoric Acidlhphong021191Оценок пока нет
- AmmoniaДокумент46 страницAmmoniabac_nobita7657Оценок пока нет
- Amines Used in CO2 CaptureДокумент49 страницAmines Used in CO2 Capturebakhtyar21Оценок пока нет
- Metal Oxide CatalystДокумент55 страницMetal Oxide Catalystbhavesh moorjaniОценок пока нет
- Polyether Plant CostДокумент3 страницыPolyether Plant CostIntratec SolutionsОценок пока нет
- Methanol TechnologyДокумент8 страницMethanol TechnologybltzkrigОценок пока нет
- ERC Refinery Project: 1. Process Unit Purpose 2. Unit Description & Capacity 3. Overall Block Diagram 4. Unit SchematicsДокумент16 страницERC Refinery Project: 1. Process Unit Purpose 2. Unit Description & Capacity 3. Overall Block Diagram 4. Unit SchematicsRamakrishnan AmbiSubbiahОценок пока нет
- Spheripol AdДокумент30 страницSpheripol Adjahsmine TristanОценок пока нет
- Process Systems and Materials for CO2 Capture: Modelling, Design, Control and IntegrationОт EverandProcess Systems and Materials for CO2 Capture: Modelling, Design, Control and IntegrationAthanasios I. PapadopoulosОценок пока нет
- Heat Exchanger CalculationsДокумент2 страницыHeat Exchanger CalculationsMubarik AliОценок пока нет
- Dehydration - Howe-Baker InternationalДокумент5 страницDehydration - Howe-Baker InternationalMubarik AliОценок пока нет
- Amistco - KO Drum Demister Options (Mist Eliminator Spacing What To Do For Liquid Carryover)Документ6 страницAmistco - KO Drum Demister Options (Mist Eliminator Spacing What To Do For Liquid Carryover)Mubarik AliОценок пока нет
- Gas-Liquid Separators PDFДокумент9 страницGas-Liquid Separators PDFMubarik AliОценок пока нет
- Gas Liquid Separators Sizing Parameter MM083015Документ42 страницыGas Liquid Separators Sizing Parameter MM083015Mubarik AliОценок пока нет
- Gas - Liquids Separators-Quantifying Separation Performance-Part 2Документ14 страницGas - Liquids Separators-Quantifying Separation Performance-Part 2Mubarik AliОценок пока нет
- EquipmentRatingSizing PartIV SeparatorSizingДокумент47 страницEquipmentRatingSizing PartIV SeparatorSizingMubarik AliОценок пока нет
- Selecting The Proper TEMA TypeДокумент3 страницыSelecting The Proper TEMA TypeMubarik AliОценок пока нет
- PRINCE2 2017 Foundation and Practitioner - JIs - TKAДокумент3 страницыPRINCE2 2017 Foundation and Practitioner - JIs - TKAMubarik AliОценок пока нет
- P2F Revision Notes 1.4Документ13 страницP2F Revision Notes 1.4Mubarik AliОценок пока нет
- Important Dimensionless Numbers and Their SignificanceДокумент5 страницImportant Dimensionless Numbers and Their SignificanceMubarik AliОценок пока нет
- Operational Excellence by Using Dynamic Simulation For Steam Shedding StudiesДокумент26 страницOperational Excellence by Using Dynamic Simulation For Steam Shedding StudiesMubarik AliОценок пока нет
- Linked Ship Shore Emergency Shutdown Systems For Oil and Chemical TransfersДокумент21 страницаLinked Ship Shore Emergency Shutdown Systems For Oil and Chemical Transfersjbloggs2007Оценок пока нет
- Cobalt Free CompositeДокумент10 страницCobalt Free CompositeFadil KhayrОценок пока нет
- Ejector Modeling in HYSYSДокумент10 страницEjector Modeling in HYSYSBruce Eng100% (3)
- StoichiometryДокумент16 страницStoichiometryRinzel A MalbasОценок пока нет
- Moores Test and Barfoeds TestДокумент3 страницыMoores Test and Barfoeds TestFrancis CaloОценок пока нет
- Frequently Asked Questions: GeneralДокумент12 страницFrequently Asked Questions: GeneralChoice OrganoОценок пока нет
- Cold Atmospheric Plasma Surface Nanoengineered Carboxymethyl Cellulose Hydrogels As Oral Ibuprofen CarriersДокумент12 страницCold Atmospheric Plasma Surface Nanoengineered Carboxymethyl Cellulose Hydrogels As Oral Ibuprofen CarriersMalla100% (1)
- Physics 430: Lecture 6 Center of Mass, Angular Momentum: Dale E. GaryДокумент17 страницPhysics 430: Lecture 6 Center of Mass, Angular Momentum: Dale E. GaryRoger MelkoОценок пока нет
- Sulfrex 1Документ36 страницSulfrex 1skeckdy100% (1)
- Exercise3 HINT PDFДокумент14 страницExercise3 HINT PDF王怀成Оценок пока нет
- 257 - Basic Manufacturing Processes-Ilovepdf-Compressed PDFДокумент112 страниц257 - Basic Manufacturing Processes-Ilovepdf-Compressed PDFsoul tunesОценок пока нет
- Hydrogen Flake BehavioursДокумент12 страницHydrogen Flake BehavioursAlex AjuОценок пока нет
- Applications OF Multiple Intelligences Theory To Chemistry Teaching and LearningДокумент14 страницApplications OF Multiple Intelligences Theory To Chemistry Teaching and LearningFarida CholiqОценок пока нет
- 9-10 Origin and Occurrence of Earthquake and Importance of Ground WaterДокумент5 страниц9-10 Origin and Occurrence of Earthquake and Importance of Ground WaterEzekiel BautistaОценок пока нет
- Applsci 12 10040 v2Документ11 страницApplsci 12 10040 v2Juan VelasquezОценок пока нет
- How To Eliminate Foam in Coating Formulations - ArticleДокумент4 страницыHow To Eliminate Foam in Coating Formulations - ArticleMoatz HamedОценок пока нет
- Cyclic Direct Simple Shear Test ReportДокумент12 страницCyclic Direct Simple Shear Test ReportSen HuОценок пока нет
- Lecture 6 CrystallizationДокумент29 страницLecture 6 CrystallizationRonak AdrojaОценок пока нет
- A.4.b. Naoh Liquid (Cv. Kurnia Jaya) - Coa & MsdsДокумент10 страницA.4.b. Naoh Liquid (Cv. Kurnia Jaya) - Coa & MsdsLailaОценок пока нет
- Sulphuric AcidДокумент4 страницыSulphuric AcidKhai AzОценок пока нет
- Appendix 7 - 4: Weather of Dalbandin, Baluchistan PakistanДокумент4 страницыAppendix 7 - 4: Weather of Dalbandin, Baluchistan PakistanZia JanОценок пока нет
- Corrosion and Cracking of Weldable 13 CR Martensitic Stainless SteelsДокумент75 страницCorrosion and Cracking of Weldable 13 CR Martensitic Stainless SteelsDave M MichaelОценок пока нет
- CH 01Документ5 страницCH 01김이박Оценок пока нет
- Azeotropic Data-II (1962)Документ103 страницыAzeotropic Data-II (1962)吳尚謙Оценок пока нет
- JEE Main Work, Energy and Power Revision Notes - Free PDF DownloadДокумент5 страницJEE Main Work, Energy and Power Revision Notes - Free PDF DownloadSancia SamОценок пока нет
- Body Electrical Diagnosis: Quick Training Guide - QT611AДокумент10 страницBody Electrical Diagnosis: Quick Training Guide - QT611AThang TongОценок пока нет
- Quaker Chemical PresentationДокумент23 страницыQuaker Chemical Presentationnpskier205Оценок пока нет
- Geo Map WorksheetsДокумент31 страницаGeo Map WorksheetsAli DarОценок пока нет
- Why Is The Mobility of Electron Higher Than That of HoleДокумент2 страницыWhy Is The Mobility of Electron Higher Than That of HoleOMSURYACHANDRANОценок пока нет
- Physical Chemistry MCQS Question BankДокумент5 страницPhysical Chemistry MCQS Question BankMUHAMMAD JUNAID0% (2)