Вам также может понравиться
- Fillet Welded Joints - A Review of The Practicalities - Job Knowledge 66Документ4 страницыFillet Welded Joints - A Review of The Practicalities - Job Knowledge 66Anuj ShahiОценок пока нет
- ASTM A352 18aДокумент7 страницASTM A352 18aKelly BatesОценок пока нет
- Fillet WeldingДокумент36 страницFillet WeldingDaria D'souzaОценок пока нет
- Bleed Ring - ANSI Class 150-2500 (In)Документ2 страницыBleed Ring - ANSI Class 150-2500 (In)ulfatОценок пока нет
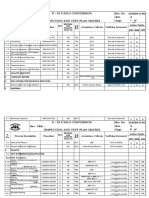
- ITP For Piping WorksДокумент44 страницыITP For Piping WorksSyafril Akbar100% (3)
- Basic Welding TheoryДокумент12 страницBasic Welding TheoryBudimanОценок пока нет
- Piping Isometric MaterrilalsДокумент41 страницаPiping Isometric MaterrilalsMonica HartОценок пока нет
- A Study On Welding Defects of Pressure VesselДокумент24 страницыA Study On Welding Defects of Pressure Vesseladamahmad1992100% (1)
- Arc Welding - Basic Steps ReadingДокумент12 страницArc Welding - Basic Steps Readingaddayesudas100% (1)
- Welding Process and ConsumableДокумент64 страницыWelding Process and Consumablenizar_ikmps100% (1)
- ME 328.3 E5 - Welding MetallurgyДокумент41 страницаME 328.3 E5 - Welding Metallurgytbmari100% (1)
- Essential Variables of SmawДокумент7 страницEssential Variables of SmawAbdallah Mansour100% (6)
- Piping Training - Section I - Piping ComponentsДокумент24 страницыPiping Training - Section I - Piping Componentsarshad1000100% (2)
- Metal CastingДокумент11 страницMetal Castingআজিজুর রহমান চৌধুরীОценок пока нет
- A Comparison Study of Pressure Vessel Design Using Different Standards PDFДокумент319 страницA Comparison Study of Pressure Vessel Design Using Different Standards PDFJM100% (1)
- Material Selection Guide PDFДокумент86 страницMaterial Selection Guide PDFstaticfactory9281100% (2)
- 1.1 Welding Procedure Specification (WPS)Документ35 страниц1.1 Welding Procedure Specification (WPS)Mohamed WahidОценок пока нет
- The Rotary Draw Tube Bending GuideДокумент13 страницThe Rotary Draw Tube Bending GuideFernandoNass100% (3)
- As 2574-2000Документ65 страницAs 2574-2000Miroslav ThôngОценок пока нет
- How TG-X Filler Rods Can Eliminate Back Shielding: Kobelco Welding TodayДокумент2 страницыHow TG-X Filler Rods Can Eliminate Back Shielding: Kobelco Welding TodaysatheeshОценок пока нет
- Welding Inspection HandbookДокумент7 страницWelding Inspection HandbookDeepak Malhotra0% (1)
- Welding & Cutting ProcessДокумент16 страницWelding & Cutting ProcesscvОценок пока нет
- Olaf Zöllner - ChupagemДокумент41 страницаOlaf Zöllner - Chupagemkishxcx100% (1)
- Pipelines Welding HandbookДокумент64 страницыPipelines Welding HandbookSixto GerardoОценок пока нет
- Anti Shrink FinishДокумент14 страницAnti Shrink FinishRajiv RanjanОценок пока нет
- BS 499 PT2-1980Документ23 страницыBS 499 PT2-1980Krishna KumarОценок пока нет
- Pressure Vessel Fabrication ManualДокумент67 страницPressure Vessel Fabrication Manualabhi_mohit2005100% (2)
- CSWIP 3.2-2010 WIS10 Senior Welding InspectionДокумент302 страницыCSWIP 3.2-2010 WIS10 Senior Welding Inspectionapply19842371100% (9)
- Fillet WeldsДокумент17 страницFillet Weldssoroush1111Оценок пока нет
- Fabrication Work Flow 2014Документ49 страницFabrication Work Flow 2014Herman_ms2000Оценок пока нет
- Welding AWSДокумент90 страницWelding AWSKhairil AminОценок пока нет
- Elbow DegreesДокумент5 страницElbow DegreesMehman NasibovОценок пока нет
- Weld CalculationДокумент7 страницWeld CalculationDenny Syamsuddin100% (1)
- Welding Procedures and Inspection Methodology For In-Service WeldingДокумент14 страницWelding Procedures and Inspection Methodology For In-Service WeldingEl_memitoОценок пока нет
- Comparision of NDT Methods: Technical & CostsДокумент11 страницComparision of NDT Methods: Technical & Costskailash100% (1)
- Cigweld-Deposited Rates PDFДокумент7 страницCigweld-Deposited Rates PDFNam_HitechОценок пока нет
- Pi̇pe WorksДокумент185 страницPi̇pe Workscevhos100% (1)
- Visual Inspection Pr.Документ7 страницVisual Inspection Pr.mtariqmasood100% (1)
- كيفية حساب كمية سلك اللحام المطلوبةДокумент6 страницكيفية حساب كمية سلك اللحام المطلوبةBoodyBedaiwe50% (2)
- 4.2 Design of Welded Joints v3Документ50 страниц4.2 Design of Welded Joints v3adrianhhhh1984Оценок пока нет
- Basic Welding TheoryДокумент15 страницBasic Welding TheoryCarina MostralesОценок пока нет
- Piping CodesДокумент3 страницыPiping Codesmexx4u2nvОценок пока нет
- Most Common Types of Welding Defects PDFДокумент6 страницMost Common Types of Welding Defects PDFManila CastilloОценок пока нет
- WeldQ Test Centre Examiner Manual v1.3Документ63 страницыWeldQ Test Centre Examiner Manual v1.3mammad EhsaniОценок пока нет
- Mathematical Modelling of GTAW and GMAWДокумент240 страницMathematical Modelling of GTAW and GMAWpatriciatavares2009100% (2)
- Applying Shielded Metal Arc Welding TechniquesДокумент134 страницыApplying Shielded Metal Arc Welding Techniquesgaspardo123Оценок пока нет
- PEGS-0710-COR-038 - External Cathodic Protection of Onshore Deep Well CasingДокумент34 страницыPEGS-0710-COR-038 - External Cathodic Protection of Onshore Deep Well CasingĐiệnBiênNhâm0% (1)
- Uphill Versus Downhill Welding PDFДокумент4 страницыUphill Versus Downhill Welding PDFPatrick DominguezОценок пока нет
- Types of Flanges-Definition of FlangesДокумент4 страницыTypes of Flanges-Definition of FlangesindikumaОценок пока нет
- NDT - Dye PenetrateДокумент10 страницNDT - Dye PenetrateAbuja sygОценок пока нет
- Hydro Test ProcedureДокумент17 страницHydro Test Procedureyaser elgoharyОценок пока нет
- Ipc2012 90605Документ8 страницIpc2012 90605Marcelo Varejão CasarinОценок пока нет
- Civil Question and AnswerДокумент20 страницCivil Question and AnswerAnirudh AgarwallaОценок пока нет
- WeldingДокумент13 страницWeldingAna Hidayah SyuhadaОценок пока нет
- Creep and Creep Damage Assessment in P91 Weld JointsДокумент12 страницCreep and Creep Damage Assessment in P91 Weld JointsDeepakОценок пока нет
- Finite Element Analysis and Opmization of Weld Distortion ChassisДокумент6 страницFinite Element Analysis and Opmization of Weld Distortion ChassisJuan Sebastian CameroОценок пока нет
- WeldDecayTesting TechSheet Sfs PDFДокумент0 страницWeldDecayTesting TechSheet Sfs PDFNooruddin SheikОценок пока нет
- What Is The Difference Between A Weldolet and A SockoletДокумент3 страницыWhat Is The Difference Between A Weldolet and A SockoletWaqas Waqas100% (3)
- Electrode Consumption On Pipe WeldingДокумент2 страницыElectrode Consumption On Pipe Weldinganjangandak2932100% (1)
- QC Inspector (Offshore Pipeline Installation) Jobs in Propel Consult in UAE - United Arab Emirates - NaukrigulfДокумент7 страницQC Inspector (Offshore Pipeline Installation) Jobs in Propel Consult in UAE - United Arab Emirates - NaukrigulfAshif IqubalОценок пока нет
- Numerical Analysis On The Effect of Welding Parameters in TIG Welding For INCONEL 625 AlloyДокумент7 страницNumerical Analysis On The Effect of Welding Parameters in TIG Welding For INCONEL 625 AlloyErin BarryОценок пока нет
- Coating Work Inspection Report 1Документ1 страницаCoating Work Inspection Report 1Jagannath SahuОценок пока нет
- Gtaw WeldingДокумент37 страницGtaw WeldingSadhasivam VeluОценок пока нет
- Smaw Module New-Slht 11Документ7 страницSmaw Module New-Slht 11Felix MilanОценок пока нет
- Information Sheet 8.2.1 Striking An ArcДокумент4 страницыInformation Sheet 8.2.1 Striking An ArcJerryson CabriasОценок пока нет
- Ppce Unit VДокумент35 страницPpce Unit VVignesh vikiОценок пока нет
- UNIT - I Short Notes Metal FormingДокумент31 страницаUNIT - I Short Notes Metal FormingSHAIK BAJI50% (2)
- Metal Casting ProcessДокумент120 страницMetal Casting ProcessMALIОценок пока нет
- ESHANOL & FUROTEC (E) FinalДокумент4 страницыESHANOL & FUROTEC (E) FinalGhita-Mehedintu GheorgheОценок пока нет
- 2002 Mitsuo Hashimoto V 2002Документ8 страниц2002 Mitsuo Hashimoto V 2002ralish12Оценок пока нет
- Chapter Ten - Fundamental of Metal CastingДокумент35 страницChapter Ten - Fundamental of Metal CastingWael W. AlsousОценок пока нет
- Mechanical PG Syllabus Manufacturing Module 2019-20 (CBCS)Документ41 страницаMechanical PG Syllabus Manufacturing Module 2019-20 (CBCS)abdulghaforОценок пока нет
- Metal Casting: Design, Materials, and EconomicsДокумент15 страницMetal Casting: Design, Materials, and EconomicsIndunil Prasanna Bandara WarnasooriyaОценок пока нет
- Characteristics, Classification and Uses of BricksДокумент12 страницCharacteristics, Classification and Uses of BricksKazi Almuqtadir100% (1)
- Tesi 3Документ102 страницыTesi 3Joko AbdullahОценок пока нет
- ARPMДокумент58 страницARPMmiguelonjuОценок пока нет
- US20190217380A1Документ14 страницUS20190217380A1CideAmeteBerengueliОценок пока нет
- Pattern AllowancesДокумент4 страницыPattern Allowancesvijayanandan thekkethodikayilОценок пока нет
- Manufacturingof Connecting Rod 2018Документ30 страницManufacturingof Connecting Rod 2018gdfr bgfhdОценок пока нет
- Psi Fiberstrand Multi-Mix 80: Polypropylene MicrofiberДокумент2 страницыPsi Fiberstrand Multi-Mix 80: Polypropylene Microfibercaleb pazОценок пока нет
- The Axle Housing For A Skid-Steer Loader: A Design Study in Ductile Cast IronДокумент28 страницThe Axle Housing For A Skid-Steer Loader: A Design Study in Ductile Cast Ironbeibox100% (1)
- Dimensional Stability After MoldingДокумент14 страницDimensional Stability After MoldingpgovindaiahОценок пока нет
- Plastics Basics 2000Документ98 страницPlastics Basics 2000Filomeno João Colaço Faustino100% (1)
- The NDT TechnicianДокумент12 страницThe NDT TechnicianAnca ElenaОценок пока нет
- Density and Mechanical Properties of Aluminum Lost Foam Casting PDFДокумент5 страницDensity and Mechanical Properties of Aluminum Lost Foam Casting PDFAgustin GerardoОценок пока нет
- 0 0 20 Jan 2015 1001111871PFR JSW14-01-2015Документ51 страница0 0 20 Jan 2015 1001111871PFR JSW14-01-2015Vijaya ChandОценок пока нет
- Ansys TrainingДокумент12 страницAnsys TrainingMahmoud Ahmed AlyОценок пока нет
- 2012 Issue 334Документ204 страницы2012 Issue 334Fabiano MonteiroОценок пока нет
- Corporate A4 Brochure CompressedДокумент20 страницCorporate A4 Brochure CompressedMarcel HidajatОценок пока нет