Вам также может понравиться
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- ASTM A153-A153M - 2016a enДокумент5 страницASTM A153-A153M - 2016a enszafak100% (3)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- ASTM A767-A767M - 2016 enДокумент5 страницASTM A767-A767M - 2016 enszafak100% (1)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- ManualДокумент316 страницManualszafakОценок пока нет
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- STP880 Eb DL.15102 PDFДокумент244 страницыSTP880 Eb DL.15102 PDFszafakОценок пока нет
- Rilsan EngДокумент6 страницRilsan EngszafakОценок пока нет
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- Two Component Aliphatic Polyurea Coatings For High Productivity ApplicationsДокумент6 страницTwo Component Aliphatic Polyurea Coatings For High Productivity ApplicationsszafakОценок пока нет
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (400)
- Oil An IntroductionДокумент95 страницOil An IntroductionszafakОценок пока нет
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- Year 2014 Calendar - The NetherlandsДокумент1 страницаYear 2014 Calendar - The NetherlandsszafakОценок пока нет
- REC 47 pdf193Документ63 страницыREC 47 pdf193szafakОценок пока нет
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- 222-307-012K EMD 30 Grau TRДокумент2 страницы222-307-012K EMD 30 Grau TRszafakОценок пока нет
- Ching Transformers Paint TDSДокумент2 страницыChing Transformers Paint TDSszafak0% (1)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- Glossary of Naval Architecture Terminologies & DefinitionsДокумент20 страницGlossary of Naval Architecture Terminologies & DefinitionsReza Babri91% (11)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- CMP Datasheet (2003APR) 1Документ91 страницаCMP Datasheet (2003APR) 1szafakОценок пока нет
- Ovens For Laboratories & IndustryДокумент32 страницыOvens For Laboratories & IndustryShashank TiwariОценок пока нет
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (345)
- Hopper Heater System Brochure 11745 10Документ4 страницыHopper Heater System Brochure 11745 10Trong Hung NguyenОценок пока нет
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- Choice and Use of Appropriate Guidewire in Pci: Sajy KuruttukulamДокумент209 страницChoice and Use of Appropriate Guidewire in Pci: Sajy KuruttukulamSuryaОценок пока нет
- Shenzhen Xinst Technology Co.,LtdДокумент11 страницShenzhen Xinst Technology Co.,LtdNicacio LucenaОценок пока нет
- Silicone in Oil & Gas IndustryДокумент14 страницSilicone in Oil & Gas IndustryThanh LinhОценок пока нет
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- United States Patent (19) : 11 Patent Number: 5,073,195 45 Date of Patent: Dec. 17, 1991Документ7 страницUnited States Patent (19) : 11 Patent Number: 5,073,195 45 Date of Patent: Dec. 17, 1991YASHICA VAITTIANATHANОценок пока нет
- Sikasil SG-18: Structural Silicone AdhesiveДокумент2 страницыSikasil SG-18: Structural Silicone AdhesiveMochamad Ardie NoegrohoОценок пока нет
- LiquidSiliconeRubbers-ind EДокумент32 страницыLiquidSiliconeRubbers-ind EJUAN RODRIGUEZОценок пока нет
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- Chemical ProductДокумент20 страницChemical ProductShОценок пока нет
- 3M - VHB - Structural Glazing Tapes Technical GuideДокумент32 страницы3M - VHB - Structural Glazing Tapes Technical GuideMahadeva PrasadОценок пока нет
- Holdtite BrochureДокумент20 страницHoldtite BrochureThanhnam PhanОценок пока нет
- Rapidard (Data Sheets)Документ1 страницаRapidard (Data Sheets)Ajidharma CorporindoОценок пока нет
- Tds Novasil S 800 19 - 18gbДокумент3 страницыTds Novasil S 800 19 - 18gbLusiОценок пока нет
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
- Vacuum Casting Systems H-5800-0110-03-A enДокумент16 страницVacuum Casting Systems H-5800-0110-03-A ensaravananОценок пока нет
- KTF - 3 - Klebstoffarten - Final StBo PDFДокумент74 страницыKTF - 3 - Klebstoffarten - Final StBo PDFDanny NguyenОценок пока нет
- Silres BS 3003: Silane EmulsionsДокумент3 страницыSilres BS 3003: Silane EmulsionsilterОценок пока нет
- MS Floor Joint Sealing - 20121102 PDFДокумент9 страницMS Floor Joint Sealing - 20121102 PDFChezy629Оценок пока нет
- Tal SureproofДокумент7 страницTal Sureproofrajkumar_chinniahОценок пока нет
- Joints in Ceramic TilingДокумент7 страницJoints in Ceramic Tilingpankaj100% (1)
- Why Use Silicones in Personal Care Part 1Документ8 страницWhy Use Silicones in Personal Care Part 1JulioОценок пока нет
- DataSheetДокумент3 страницыDataSheetGomathi Sankar0% (1)
- 27 1147 01Документ8 страниц27 1147 01ketchitoОценок пока нет
- Quadri PDFДокумент44 страницыQuadri PDFYanuar WidyarsaОценок пока нет
- How To Eliminate Foam in Coating Formulations - ArticleДокумент4 страницыHow To Eliminate Foam in Coating Formulations - ArticleMoatz HamedОценок пока нет
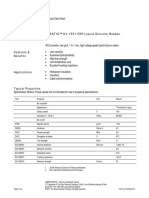
- SILASTIC™ HV 1551-55P Liquid Silicone Rubber: Features & BenefitsДокумент3 страницыSILASTIC™ HV 1551-55P Liquid Silicone Rubber: Features & Benefitsabdulbaset alselwiОценок пока нет
- September 2015 (11.09.2015) : WorldДокумент68 страницSeptember 2015 (11.09.2015) : WorldOmar Morteo0% (1)
- April 2014 - Part 1 of 2Документ683 страницыApril 2014 - Part 1 of 2SonjaWaltersОценок пока нет
- PLEXUS Product-CatalogДокумент44 страницыPLEXUS Product-CatalogsasidharkanthetiОценок пока нет
- 100 DC Motor SpecДокумент6 страниц100 DC Motor SpecDeaferrantОценок пока нет
- 2.4l EngineДокумент237 страниц2.4l EngineRene SanchezОценок пока нет
- The Future of Geography: How the Competition in Space Will Change Our WorldОт EverandThe Future of Geography: How the Competition in Space Will Change Our WorldРейтинг: 4 из 5 звезд4/5 (6)