Вам также может понравиться
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- ProductionДокумент1 страницаProductionSamraj MahalingamОценок пока нет
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- How To Talk About Mechanized Plasma Cut SamplesДокумент23 страницыHow To Talk About Mechanized Plasma Cut SamplesSamraj MahalingamОценок пока нет
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- ART Plasma Cut Quality - DrossДокумент1 страницаART Plasma Cut Quality - DrossSamraj MahalingamОценок пока нет
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (400)
- Ap 894410pfam PDFДокумент1 страницаAp 894410pfam PDFSamraj MahalingamОценок пока нет
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- FA Fabricator ImprovCutQuality Sep07Документ0 страницFA Fabricator ImprovCutQuality Sep07Merk ErikОценок пока нет
- FA Fabricator ImprovCutQuality Sep07Документ0 страницFA Fabricator ImprovCutQuality Sep07Merk ErikОценок пока нет
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- Combine - Thesis - PDF Plasma Arc MachiningДокумент104 страницыCombine - Thesis - PDF Plasma Arc Machininggourab19Оценок пока нет
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- 53281Документ11 страниц53281Samraj MahalingamОценок пока нет
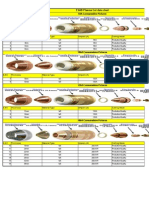
- ESAB Plasma Cut Data Chart: S.No Thickness Material Type Ampers (A) Cutting ModeДокумент2 страницыESAB Plasma Cut Data Chart: S.No Thickness Material Type Ampers (A) Cutting ModeSamraj MahalingamОценок пока нет
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Resume: ObjectiveДокумент2 страницыResume: ObjectiveSamraj MahalingamОценок пока нет
- Ijems 16 (6) 373-384Документ12 страницIjems 16 (6) 373-384Samraj MahalingamОценок пока нет
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- Resume: ObjectiveДокумент2 страницыResume: ObjectiveSamraj MahalingamОценок пока нет
- Resume: ObjectiveДокумент2 страницыResume: ObjectiveSamraj MahalingamОценок пока нет
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- Resume: ObjectiveДокумент2 страницыResume: ObjectiveSamraj MahalingamОценок пока нет
- ONLINE Application For GATE 2011: Page - 1Документ4 страницыONLINE Application For GATE 2011: Page - 1Vivek AlliОценок пока нет
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (344)
- Email From IRCTC: Ticketadmin@irctc - Co.in Mon, Nov 5, 2012 at 4:23 PMДокумент3 страницыEmail From IRCTC: Ticketadmin@irctc - Co.in Mon, Nov 5, 2012 at 4:23 PMSamraj MahalingamОценок пока нет
- DS Catalogue Fuses Redspot English UkДокумент48 страницDS Catalogue Fuses Redspot English UkSamraj MahalingamОценок пока нет
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- Hardware Implementation of FPGA Based Direct Torque Control of Induction Motor DriveДокумент10 страницHardware Implementation of FPGA Based Direct Torque Control of Induction Motor DriveSamraj MahalingamОценок пока нет
- 2 Marks Special Machines.Документ26 страниц2 Marks Special Machines.Samraj MahalingamОценок пока нет
- A Modified Back Emf Detection Technique of BLDC Motor Drive For Wide Range ControlДокумент16 страницA Modified Back Emf Detection Technique of BLDC Motor Drive For Wide Range ControlSamraj MahalingamОценок пока нет
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- Wa0003 PDFДокумент54 страницыWa0003 PDFAnju MohtaОценок пока нет
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- Smart Coater Technical Specification SheetДокумент4 страницыSmart Coater Technical Specification SheetAbhilash Narayanan100% (2)
- PDFДокумент108 страницPDFTrần Quang TuyênОценок пока нет
- BIOENERGY, BIOFIELD, AURA - WHAT KIND OF ENERGY THEY ARE, AND WHETHER IT IS POSSIBLE TO MEASURE AND TO VISUELISE THEM (Ljubo M. Ristovski)Документ11 страницBIOENERGY, BIOFIELD, AURA - WHAT KIND OF ENERGY THEY ARE, AND WHETHER IT IS POSSIBLE TO MEASURE AND TO VISUELISE THEM (Ljubo M. Ristovski)THE NIKOLA TESLA INSTITUTE100% (1)
- Renewable Energy Resources: Textile ProcessingДокумент17 страницRenewable Energy Resources: Textile ProcessingrohithОценок пока нет
- Biofuels Production and Processing Technology: M.R. Riazi, David ChiaramontiДокумент47 страницBiofuels Production and Processing Technology: M.R. Riazi, David ChiaramontiBirjesh YaduvanshiОценок пока нет
- Distribution FeederДокумент88 страницDistribution FeederFABIANCHO2210Оценок пока нет
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
- E424Документ5 страницE424AbuAhmedQuazi50% (2)
- Manual Shutdown LPGДокумент11 страницManual Shutdown LPGYoga NugrahaОценок пока нет
- Solar Power Generator - LeafletДокумент2 страницыSolar Power Generator - LeafletRajesh RaiОценок пока нет
- Interocan ProfileДокумент7 страницInterocan Profilesayad_007Оценок пока нет
- Advantages and Disadvantages of Green Technology Goals, Challenges and StrengthsДокумент13 страницAdvantages and Disadvantages of Green Technology Goals, Challenges and StrengthsBasyirah Mohd ZawawiОценок пока нет
- Automotive ServicingДокумент5 страницAutomotive ServicingLiezl SabadoОценок пока нет
- Energy Transfer in TurbomachinesДокумент60 страницEnergy Transfer in TurbomachinesBasavaraja K M Kotyal83% (6)
- Fundamentals and Application of Solar PhotovoltaicsДокумент24 страницыFundamentals and Application of Solar PhotovoltaicsEmmanuel OgoloОценок пока нет
- SanjuДокумент23 страницыSanjuAnbarasan MuthaiahОценок пока нет
- Water Turbine His To RZДокумент6 страницWater Turbine His To RZJosef LoLОценок пока нет
- 5000kVA UnindoДокумент2 страницы5000kVA UnindoAndre ChandraОценок пока нет
- Liquid Air Energy Storage Systems A - 2021 - Renewable and Sustainable EnergyДокумент12 страницLiquid Air Energy Storage Systems A - 2021 - Renewable and Sustainable EnergyJosePPMolinaОценок пока нет
- Demand Factor-Diversity Factor-Utilization Factor-Load FactorДокумент18 страницDemand Factor-Diversity Factor-Utilization Factor-Load FactorHimdad Tahir100% (2)
- Assignment Ac Vs DC Power PointДокумент4 страницыAssignment Ac Vs DC Power Pointapi-295212665Оценок пока нет
- Jiangsu Shuangdeng Group Co.,Ltd: ChinashotoДокумент2 страницыJiangsu Shuangdeng Group Co.,Ltd: ChinashotomaharjansumirОценок пока нет
- (1 - 02) Capacitors Type EX-7L Single-Phase UnitsДокумент4 страницы(1 - 02) Capacitors Type EX-7L Single-Phase UnitsDaniela Emilia Insuaste CorreaОценок пока нет
- 300 Series PTДокумент2 страницы300 Series PTbhaskarbabaiОценок пока нет
- Fluid MachДокумент30 страницFluid MachAnonymous cuVSFi100% (2)
- 55 W Kit Coleman ManualДокумент14 страниц55 W Kit Coleman ManualCésar Gerardo López DelgadoОценок пока нет
- Flexible Instruction Delivery Plan (FIDP) : Why Teach?Документ2 страницыFlexible Instruction Delivery Plan (FIDP) : Why Teach?Austin Capal Dela CruzОценок пока нет
- Magnet Generator For Wind Power PDFДокумент77 страницMagnet Generator For Wind Power PDFXeltor100% (2)
- Renewable Energy Assignment by Umi SalmahДокумент23 страницыRenewable Energy Assignment by Umi SalmahUmiSalmahОценок пока нет
- Solar Roadways: A Seminar Report OnДокумент19 страницSolar Roadways: A Seminar Report OnMetpalli AshwiniОценок пока нет
- How to Estimate with RSMeans Data: Basic Skills for Building ConstructionОт EverandHow to Estimate with RSMeans Data: Basic Skills for Building ConstructionРейтинг: 4.5 из 5 звезд4.5/5 (2)
- Building Construction Technology: A Useful Guide - Part 1От EverandBuilding Construction Technology: A Useful Guide - Part 1Рейтинг: 4 из 5 звезд4/5 (3)
- 1,001 Questions & Answers for the CWI Exam: Welding Metallurgy and Visual Inspection Study GuideОт Everand1,001 Questions & Answers for the CWI Exam: Welding Metallurgy and Visual Inspection Study GuideРейтинг: 3.5 из 5 звезд3.5/5 (7)