Вам также может понравиться
- Relatório de EVS - EstruturaДокумент1 страницаRelatório de EVS - EstruturamarciovanessaОценок пока нет
- Check ListДокумент5 страницCheck ListAndrei CuzuiocОценок пока нет
- Modelo Recalque TanquesДокумент1 страницаModelo Recalque TanquesAndersonОценок пока нет
- Certificado Soldador Automação EstudosДокумент1 страницаCertificado Soldador Automação EstudosDiogenes AmaralОценок пока нет
- Peças de montagem entre flanges padronizadasДокумент20 страницPeças de montagem entre flanges padronizadasOlavo Oliveira Jr.100% (1)
- Visual e Dimensional de SoldaДокумент1 страницаVisual e Dimensional de SoldaAlexandre Magro de Araujo100% (1)
- Registro inspeção cabos açoДокумент1 страницаRegistro inspeção cabos açoJefferson PachecoОценок пока нет
- Projeto de fundo de tanque de armazenamentoДокумент42 страницыProjeto de fundo de tanque de armazenamentoandreflsoares100% (2)
- Relatório inspeção final liberação materialДокумент2 страницыRelatório inspeção final liberação materialThiago Souza da SilvaОценок пока нет
- 013.2020 - Vaso P2000 Av - Atm - Pedido 986 - N Serie 1097 PDFДокумент50 страниц013.2020 - Vaso P2000 Av - Atm - Pedido 986 - N Serie 1097 PDFWagner CarvalhoОценок пока нет
- N-271 Contec Montagem de Tanque de Armazenamento: - PúblicoДокумент21 страницаN-271 Contec Montagem de Tanque de Armazenamento: - PúblicoRaphael Gomes GarciaОценок пока нет
- Trabalho Tolerancia e AjusteДокумент15 страницTrabalho Tolerancia e Ajustematheus perinОценок пока нет
- CQS - Valmiro - (Smaw - Eletrodo Revestido) 18-12-2019Документ1 страницаCQS - Valmiro - (Smaw - Eletrodo Revestido) 18-12-2019TEIMOSOGAMERОценок пока нет
- Et Trocador de Calor PDFДокумент10 страницEt Trocador de Calor PDFSilas LittigОценок пока нет
- Modelo Check List - Norma Regulamentadora #11 - Blog Segurança Do TrabalhoДокумент6 страницModelo Check List - Norma Regulamentadora #11 - Blog Segurança Do Trabalhofernandonascime7325Оценок пока нет
- Análise de conformidade de distanciamento de cortina de luzДокумент12 страницAnálise de conformidade de distanciamento de cortina de luzJulia IriyamaОценок пока нет
- Relatório de ensaio de traçãoДокумент3 страницыRelatório de ensaio de traçãoClaudiokaeОценок пока нет
- IT-08-046Rev.01 - Execução de SoldagemДокумент6 страницIT-08-046Rev.01 - Execução de SoldagemRodrigo SousaОценок пока нет
- Matriz Plano de Teste TubulaçãoДокумент21 страницаMatriz Plano de Teste TubulaçãoDenis GarciaОценок пока нет
- Eps-Modelo em BrancoДокумент1 страницаEps-Modelo em BrancoAnderson FestugatoОценок пока нет
- Relatório de Exame de Patícula MagnéticaДокумент1 страницаRelatório de Exame de Patícula MagnéticaMotta H DavidОценок пока нет
- Plano de inspeção e testes para tanque de armazenamentoДокумент7 страницPlano de inspeção e testes para tanque de armazenamentorodrigoq1Оценок пока нет
- Escadas de fibra de vidro para indústriasДокумент1 страницаEscadas de fibra de vidro para indústriasFábio MarcheziniОценок пока нет
- Manilha Catalogo Manilhas GreenДокумент2 страницыManilha Catalogo Manilhas GreenLenin ValerioОценок пока нет
- 3-RRS - 001-20 NimbaheraДокумент2 страницы3-RRS - 001-20 Nimbaheraalexsandro_dias_1Оценок пока нет
- Fita anticorrosiva - calculadora de rolosДокумент2 страницыFita anticorrosiva - calculadora de rolosJorge HahnsОценок пока нет
- Eficiência de Junta Soldada PDFДокумент25 страницEficiência de Junta Soldada PDFErnestoChavesОценок пока нет
- Inspecao de soldagem nivel 2 consumiveisДокумент68 страницInspecao de soldagem nivel 2 consumiveislife of bobОценок пока нет
- Execução e reparo de soldaДокумент15 страницExecução e reparo de soldaLarisse Gomes100% (1)
- Cálculo de espessura mínima para pressão interna de vasoДокумент13 страницCálculo de espessura mínima para pressão interna de vasoClaudio de PaulaОценок пока нет
- 1.05.0 Relatório DimensionalДокумент1 страница1.05.0 Relatório DimensionalSidnei Rodrigues100% (1)
- Ultrassom AsmeДокумент2 страницыUltrassom AsmeJoao Osmar CorreaОценок пока нет
- Catálogo TécnicoДокумент5 страницCatálogo TécnicoAntonio Carlos BassoОценок пока нет
- 012 - Montagem Dos Tanques VerticaisДокумент36 страниц012 - Montagem Dos Tanques VerticaisFábio Corrêa Inspetor100% (1)
- CETESB S700 - III - Roteiro para Inspeção de Tanques Aéreos de Armazenamento de Combustíveis e Suas TubulaçõesДокумент4 страницыCETESB S700 - III - Roteiro para Inspeção de Tanques Aéreos de Armazenamento de Combustíveis e Suas Tubulaçõesgmjnd100% (1)
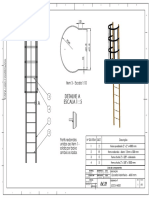
- Detalhe de escada marinheiro com lista de componentesДокумент1 страницаDetalhe de escada marinheiro com lista de componentesLéo Noronha100% (1)
- Relatório de Análise Estrutural do Sistema de Limpeza de Gás do Alto Forno 2Документ44 страницыRelatório de Análise Estrutural do Sistema de Limpeza de Gás do Alto Forno 2Isaque Carvalho100% (1)
- Montagem de TanquesДокумент6 страницMontagem de TanquesmaurinhofelizОценок пока нет
- Mapeamento de Juntas Soldadas SimplificadoДокумент1 страницаMapeamento de Juntas Soldadas SimplificadoSidnei Rodrigues0% (1)
- RPQS OriginalДокумент2 страницыRPQS OriginalLypeSantos100% (1)
- Cálculo de torque máximo em parafusosДокумент12 страницCálculo de torque máximo em parafusosromuloacОценок пока нет
- Projeto de Caixa de Agua TaçaДокумент1 страницаProjeto de Caixa de Agua TaçaArq.natanaelОценок пока нет
- Calculo Pa Linha de VidaДокумент2 страницыCalculo Pa Linha de VidaGeorge CostaОценок пока нет
- Certificado de Qualificação de SoldadorДокумент1 страницаCertificado de Qualificação de SoldadorAnderson SantosОценок пока нет
- NBR 7821 NB 89 - TanquesДокумент65 страницNBR 7821 NB 89 - TanquesMichelleferreirasantОценок пока нет
- Cálculo Olhal e ManilhasДокумент13 страницCálculo Olhal e ManilhasJhonatan Beirigo100% (1)
- Guia de projeto e design de equipamentos sanitáriosДокумент154 страницыGuia de projeto e design de equipamentos sanitáriosEdson VitalОценок пока нет
- PAR 001-2018 - Vaporizador TC - 403 Da Coluna T-401Документ4 страницыPAR 001-2018 - Vaporizador TC - 403 Da Coluna T-401alexsandro_dias_1100% (1)
- Quant. Disp. de Drenagem CT-2011KS-04 e 05Документ6 страницQuant. Disp. de Drenagem CT-2011KS-04 e 05Marcos C. MirandaОценок пока нет
- 01 - Relatório Da INSPEÇÃO DIMENSIONAL DOS COMPONENTES DO TQ-7705Документ15 страниц01 - Relatório Da INSPEÇÃO DIMENSIONAL DOS COMPONENTES DO TQ-7705alexsandro_dias_1Оценок пока нет
- Projeto de vaso de pressão para armazenamento de N2 líquidoДокумент48 страницProjeto de vaso de pressão para armazenamento de N2 líquidoNino SilvaОценок пока нет
- Ieis Techocean 001-15 Ocean RigДокумент1 страницаIeis Techocean 001-15 Ocean RigFernando Bardela100% (1)
- EG-L-401 Caldeiraria Rev 9Документ25 страницEG-L-401 Caldeiraria Rev 9Hélcio FlávioОценок пока нет
- Procedimento de Reparo JuntaДокумент1 страницаProcedimento de Reparo JuntaThais SchwinderОценок пока нет
- Memória de Cálculo OlhalДокумент13 страницMemória de Cálculo OlhalGeraldo GomesОценок пока нет
- Memorial de Cálculo Dispositivo em TДокумент26 страницMemorial de Cálculo Dispositivo em TArtur JardimОценок пока нет
- Instalação da suspensão AIRSUPER/AIRTOPДокумент41 страницаInstalação da suspensão AIRSUPER/AIRTOPRafael Falla EspinoОценок пока нет
- Ebook Atacama Triumph TRXДокумент28 страницEbook Atacama Triumph TRXrodrigoq1Оценок пока нет
- 11 Lorangeriei 1730Документ6 страниц11 Lorangeriei 1730rodrigoq1Оценок пока нет
- CUSP - Curso e Unidade de Estudo Do Portal - The University of SydneyДокумент4 страницыCUSP - Curso e Unidade de Estudo Do Portal - The University of Sydneyrodrigoq1Оценок пока нет
- Mecânica Dos Sólidos - Atividade 1Документ3 страницыMecânica Dos Sólidos - Atividade 1rodrigoq1Оценок пока нет
- Mecânica Dos Sólidos - Atividade 1Документ3 страницыMecânica Dos Sólidos - Atividade 1rodrigoq1Оценок пока нет
- Exercicio Mecanica de FraturaДокумент4 страницыExercicio Mecanica de Fraturarodrigoq1Оценок пока нет
- Exercício Elementos FinitosДокумент3 страницыExercício Elementos Finitosrodrigoq1Оценок пока нет
- Mecanica Dos SolidosДокумент4 страницыMecanica Dos Solidosrodrigoq1Оценок пока нет
- Disciplinas Ementas MD FEMEC UFUДокумент17 страницDisciplinas Ementas MD FEMEC UFUSergio SutilОценок пока нет
- Simulação CFD de enchimento e esvaziamento de tanqueДокумент5 страницSimulação CFD de enchimento e esvaziamento de tanqueLargyla Torres MendesОценок пока нет
- Guia Da DisciplinaДокумент5 страницGuia Da Disciplinarodrigoq1Оценок пока нет
- Ansys CFDДокумент17 страницAnsys CFDrodrigoq1100% (1)
- Atividade 1Документ3 страницыAtividade 1rodrigoq1Оценок пока нет
- MF Ead Aula1Документ39 страницMF Ead Aula1rodrigoq1Оценок пока нет
- Turbul+ Ncia - Parte 02 PDFДокумент136 страницTurbul+ Ncia - Parte 02 PDFrodrigoq1Оценок пока нет
- CUSP - Curso e Unidade de Estudo Do Portal - The University of SydneyДокумент4 страницыCUSP - Curso e Unidade de Estudo Do Portal - The University of Sydneyrodrigoq1Оценок пока нет
- Escoamentos TurbulentosДокумент1 страницаEscoamentos Turbulentosrodrigoq1Оценок пока нет
- International PapelДокумент20 страницInternational PapelMikhail Tibes SoaresОценок пока нет
- Reunion Engenharia - Tratamento de Caldo - 19 10 09 PDFДокумент166 страницReunion Engenharia - Tratamento de Caldo - 19 10 09 PDFrodrigoq1100% (2)
- MF EAD AulaPresencial PDFДокумент143 страницыMF EAD AulaPresencial PDFrodrigoq1Оценок пока нет
- Disciplinas Ementas MD FEMEC UFUДокумент17 страницDisciplinas Ementas MD FEMEC UFUSergio SutilОценок пока нет
- Gabarito Prova Processo Seletivo 2s2018 PDFДокумент12 страницGabarito Prova Processo Seletivo 2s2018 PDFrodrigoq1Оценок пока нет
- 2007-1 Enio Soeiro PDFДокумент46 страниц2007-1 Enio Soeiro PDFrodrigoq1Оценок пока нет
- Enquadramento Comando de VálvulasДокумент4 страницыEnquadramento Comando de VálvulasRafael Canizares ChiarandiОценок пока нет
- MF Engine Genuine 15w40 v01 IhДокумент2 страницыMF Engine Genuine 15w40 v01 IhJoãoCarlosDaSilvaBrancoОценок пока нет
- Ocorrência de Hidrocarbonetos em MoçambiqueДокумент2 страницыOcorrência de Hidrocarbonetos em MoçambiqueBrunoSamuelAge100% (4)
- CarburadorДокумент6 страницCarburadorBruno SousaОценок пока нет
- MastersafGF Manual InstalacaoДокумент53 страницыMastersafGF Manual InstalacaotyuhzinhoОценок пока нет
- Petro LeoДокумент51 страницаPetro LeoLetícia FigueiredoОценок пока нет
- Manobras em MTДокумент14 страницManobras em MTRuiMãodeFerroОценок пока нет
- TV Philco Manual PDFДокумент20 страницTV Philco Manual PDFamwillrichОценок пока нет
- Fibra OpticaДокумент7 страницFibra OpticaPatrícia NascimentoОценок пока нет
- Proteção de sistemas elétricos de potência - Introdução à filosofia e dispositivos de proteçãoДокумент92 страницыProteção de sistemas elétricos de potência - Introdução à filosofia e dispositivos de proteçãorenatofcortesОценок пока нет
- Complete sequências e atividades de atenção e memóriaДокумент11 страницComplete sequências e atividades de atenção e memóriaTayná AparecidaОценок пока нет
- Propriedades e aplicações do alumínio e suas ligasДокумент56 страницPropriedades e aplicações do alumínio e suas ligasarthur tavaresОценок пока нет
- Proporcionalidade direta em situações do 6o anoДокумент4 страницыProporcionalidade direta em situações do 6o anoMarilia Rocha100% (1)
- Introdução À Engenharia de Manutenção PDFДокумент2 страницыIntrodução À Engenharia de Manutenção PDFS. ChavesОценок пока нет
- Curso Básico de Eletrônica Digital Parte 2Документ7 страницCurso Básico de Eletrônica Digital Parte 2Thiago_jry100% (2)
- Movimentos de corpos sujeitos a ligações e forças de ligaçãoДокумент17 страницMovimentos de corpos sujeitos a ligações e forças de ligaçãoEric M.Оценок пока нет
- Rev. F 04 / 2023: PadronizaçãoДокумент29 страницRev. F 04 / 2023: PadronizaçãoDaniel GuirardiОценок пока нет
- Teste Avaliação Físico-Química 9o AnoДокумент5 страницTeste Avaliação Físico-Química 9o AnoIsabel De Melo Carneiro100% (1)
- Fundamentos de Máquinas ElétricasДокумент36 страницFundamentos de Máquinas Elétricasbpvascohotmail.comОценок пока нет
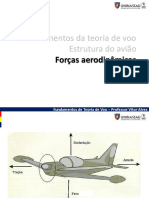
- 3 - Forças AerodinâmicasДокумент17 страниц3 - Forças AerodinâmicasGiovanni GrassiОценок пока нет
- Livro O Terremoto Que Mexeu Com o BrasilДокумент29 страницLivro O Terremoto Que Mexeu Com o BrasilJefferson Ferreira da SilvaОценок пока нет
- Painel de Média Tensão projetoДокумент14 страницPainel de Média Tensão projetoPaulo VieiraОценок пока нет
- TERMORREGULAÇÃOДокумент35 страницTERMORREGULAÇÃOAnnajô Mauriz100% (1)
- Vidro laminado na construção civilДокумент17 страницVidro laminado na construção civilRodrigoGregnaniniОценок пока нет
- VOOS E DIMENSÕESДокумент32 страницыVOOS E DIMENSÕESisabelle_barreto_1Оценок пока нет
- I EE Medidas en 2015.1 Resolução POLIДокумент11 страницI EE Medidas en 2015.1 Resolução POLIRafaelcl8Оценок пока нет
- Catalogo Da Urbe de Andaime Suspenso Eletrico LTD 630Документ11 страницCatalogo Da Urbe de Andaime Suspenso Eletrico LTD 630FranciscoFaraОценок пока нет
- RelatórioДокумент3 страницыRelatórioJirlane Conceição SantosОценок пока нет
- PV 170223Документ1 страницаPV 170223Jailson SilvaОценок пока нет