Вам также может понравиться
- Quantifying Methane Emissions From Anaerobic DigestersДокумент8 страницQuantifying Methane Emissions From Anaerobic DigestersIbrahim Al-MutazОценок пока нет
- On The Brine Re-UtilizationДокумент14 страницOn The Brine Re-UtilizationIbrahim Al-MutazОценок пока нет
- Barriers To Innovation in Water TreatmentДокумент11 страницBarriers To Innovation in Water TreatmentIbrahim Al-MutazОценок пока нет
- The Sustainable Future of Chemical Engineering ScienceДокумент2 страницыThe Sustainable Future of Chemical Engineering ScienceIbrahim Al-MutazОценок пока нет
- Faraday's Laws in One EquationДокумент1 страницаFaraday's Laws in One EquationIbrahim Al-MutazОценок пока нет
- Characteristics of Water: HapterДокумент100 страницCharacteristics of Water: HapterIbrahim Al-MutazОценок пока нет
- Quantification of Element Fluxes in Wastewaters ....Документ11 страницQuantification of Element Fluxes in Wastewaters ....Ibrahim Al-MutazОценок пока нет
- Materials For Separation Membranes in HydrogenДокумент16 страницMaterials For Separation Membranes in HydrogenIbrahim Al-MutazОценок пока нет
- Cost Estimation: The Role of Process EconomicsДокумент5 страницCost Estimation: The Role of Process EconomicsIbrahim Al-MutazОценок пока нет
- Chapter Mixing in Rivers: Stage I: Near Field MixingДокумент48 страницChapter Mixing in Rivers: Stage I: Near Field MixingIbrahim Al-MutazОценок пока нет
- Resources 04 00227Документ50 страницResources 04 00227Ibrahim Al-MutazОценок пока нет
- Specific Heat Capacity of WaterДокумент3 страницыSpecific Heat Capacity of WaterIbrahim Al-MutazОценок пока нет
- Climate Change Strategies 2020. Final. With Links 1-1 PDFДокумент84 страницыClimate Change Strategies 2020. Final. With Links 1-1 PDFIbrahim Al-MutazОценок пока нет
- Desalination in The GCC-2014Документ47 страницDesalination in The GCC-2014Ibrahim Al-MutazОценок пока нет
- Performance Analysis of Cooling TowerДокумент7 страницPerformance Analysis of Cooling TowerIbrahim Al-MutazОценок пока нет
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5795)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (400)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (345)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
- Alibration Escription: - F-1210 Dual Turbine - Insertion Flow Meter Analog OutputДокумент2 страницыAlibration Escription: - F-1210 Dual Turbine - Insertion Flow Meter Analog OutputrameshОценок пока нет
- 6.5EFOZ InstallationДокумент92 страницы6.5EFOZ InstallationNick ArnouОценок пока нет
- Welding Tools and EquipmentsДокумент9 страницWelding Tools and EquipmentsMarko futeОценок пока нет
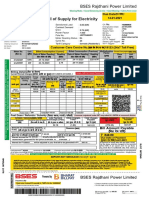
- Bill of Supply For Electricity: BSES Rajdhani Power LimitedДокумент2 страницыBill of Supply For Electricity: BSES Rajdhani Power LimitedVikasОценок пока нет
- Accenture 5G Municipalities Become Smart CitiesДокумент20 страницAccenture 5G Municipalities Become Smart CitiesEkastrielОценок пока нет
- Photovoltaics in The Built Environment A Critical Review2Документ16 страницPhotovoltaics in The Built Environment A Critical Review2Samahir ElzakiОценок пока нет
- Light PD1Документ4 страницыLight PD1Lily Suhany MahmoodОценок пока нет
- Product Sheet - V1200 Platinum PDFДокумент3 страницыProduct Sheet - V1200 Platinum PDFsuugakujinОценок пока нет
- Free Energy SurpriseДокумент21 страницаFree Energy SurpriseJeanJones100% (3)
- Electrostatic Field Energy: Project PHYSNET Physics Bldg. Michigan State University East Lansing, MIДокумент6 страницElectrostatic Field Energy: Project PHYSNET Physics Bldg. Michigan State University East Lansing, MIEpic WinОценок пока нет
- SS 1.4122Документ2 страницыSS 1.4122Bipin Sadasivan100% (2)
- Tda-V 315-1120 Cat015 PDFДокумент71 страницаTda-V 315-1120 Cat015 PDFDak Serik0% (1)
- Rise & Impact of Crude Oil Price in IndiaДокумент10 страницRise & Impact of Crude Oil Price in IndiaRandal SchroederОценок пока нет
- 6 - 370 Handover Checklist Template 100420Документ4 страницы6 - 370 Handover Checklist Template 100420laxave8817100% (3)
- Abb Make Hybrid Switchgear PassДокумент23 страницыAbb Make Hybrid Switchgear PassAjith AjiОценок пока нет
- Virus SopДокумент34 страницыVirus SopManikОценок пока нет
- FM-200™ Fire Suppression System: Product OverviewДокумент6 страницFM-200™ Fire Suppression System: Product OverviewMAHMUD0% (1)
- Industrial Training DiaryДокумент31 страницаIndustrial Training DiaryAaditya PalkarОценок пока нет
- Capacitors, Inductors, AC Circuits: Engineering TechnologyДокумент29 страницCapacitors, Inductors, AC Circuits: Engineering Technologyfr09nОценок пока нет
- General Knowledge For General PaperДокумент14 страницGeneral Knowledge For General PaperLilian LimОценок пока нет
- Instruction Manual Fisher 4200 Electronic Position Transmitters en 124158Документ44 страницыInstruction Manual Fisher 4200 Electronic Position Transmitters en 124158Peter RhoadsОценок пока нет
- Transition To Turbopropeller-Powered AirplanesДокумент14 страницTransition To Turbopropeller-Powered AirplanesAditya Sinha100% (1)
- Auto Tech Review - April 2018Документ76 страницAuto Tech Review - April 2018JUAN ANTONIO PanzaОценок пока нет
- Technical Report 1 1999Документ34 страницыTechnical Report 1 1999Sinan YıldızОценок пока нет
- Eye EssayДокумент6 страницEye Essayppggihnbf100% (2)
- C4 BMobile RobotsДокумент114 страницC4 BMobile RobotsMichael DavisОценок пока нет
- PG 00188 HK1819 ÖLFLEX HEAT 180 EWKF CДокумент1 страницаPG 00188 HK1819 ÖLFLEX HEAT 180 EWKF CRamesh RautОценок пока нет
- C848 88 (2016)Документ7 страницC848 88 (2016)werrteОценок пока нет
- chp20 PDFДокумент108 страницchp20 PDFSalman BoghaniОценок пока нет
- Hs35a 2011Документ11 страницHs35a 2011Ross Mathew0% (1)