Вам также может понравиться
- Investment CastingДокумент7 страницInvestment CastingHarpreetSinghОценок пока нет
- Learn Critical Aspects of Pattern and Mould Making in FoundryОт EverandLearn Critical Aspects of Pattern and Mould Making in FoundryОценок пока нет
- MM Experiment ReportДокумент10 страницMM Experiment ReportAbdullah ArshadОценок пока нет
- Metal Casting ProcessesДокумент87 страницMetal Casting ProcessesgggОценок пока нет
- Casting Definition Types Steps Involved in Casting Advantages Disadvantages Importance PDFДокумент7 страницCasting Definition Types Steps Involved in Casting Advantages Disadvantages Importance PDFMausamОценок пока нет
- Metal Casting ProcessesДокумент98 страницMetal Casting ProcessestmcoachingcentreОценок пока нет
- MCE527 - Casting and Welding TechnologyДокумент27 страницMCE527 - Casting and Welding TechnologyPavaniОценок пока нет
- A402072949 - 17676 - 17 - 2018 - Casting 2Документ39 страницA402072949 - 17676 - 17 - 2018 - Casting 2KushОценок пока нет
- Class5 - Types of CastingДокумент94 страницыClass5 - Types of CastingSriharsha SarmaОценок пока нет
- Casting: Definition, Types, Steps Involved in Casting, Advantages, Disadvantages, Importance (PDF)Документ7 страницCasting: Definition, Types, Steps Involved in Casting, Advantages, Disadvantages, Importance (PDF)Munem ShahriarОценок пока нет
- Chapter 4Документ16 страницChapter 4Anteneh AssefaОценок пока нет
- Ch11metalcastingprocДокумент74 страницыCh11metalcastingprocCharurat KongyangОценок пока нет
- Casting in AviationДокумент32 страницыCasting in AviationJCОценок пока нет
- CH 11Документ77 страницCH 11Davinder SinghОценок пока нет
- Cera Perduta, Is The Process by Which A Bronze Is Cast From An Artist's Sculpture in IndustrialДокумент20 страницCera Perduta, Is The Process by Which A Bronze Is Cast From An Artist's Sculpture in IndustrialAnson AntonyОценок пока нет
- Ssignment Topic: Casting Process, Material & Technique Course Title: Moulding and Casting Course No. F-ART-S 3204Документ16 страницSsignment Topic: Casting Process, Material & Technique Course Title: Moulding and Casting Course No. F-ART-S 3204muntasir id1Оценок пока нет
- Basic Engineering MaterialДокумент14 страницBasic Engineering MaterialNur Husnina NinaRamanОценок пока нет
- Module 3 Lecture 2 FinalДокумент22 страницыModule 3 Lecture 2 Finaltejap314Оценок пока нет
- Classification of Casting TechniquesДокумент16 страницClassification of Casting TechniquesRehan SharmaОценок пока нет
- ET ZC235 Manufacturing Processes: BITS PilaniДокумент113 страницET ZC235 Manufacturing Processes: BITS PilaniAasheesh Chander AgrawalОценок пока нет
- MP Week 4 Casting IIДокумент61 страницаMP Week 4 Casting IIaqsa zahidОценок пока нет
- Week 2 Advanced Workshop PracticeДокумент28 страницWeek 2 Advanced Workshop PracticeBasit AliОценок пока нет
- 4 Various Types of Expendable Mold and Permanent Mold CastingДокумент45 страниц4 Various Types of Expendable Mold and Permanent Mold CastingLiaquat AliОценок пока нет
- Cassting 1Документ10 страницCassting 1steve ogagaОценок пока нет
- 3 Units NotesДокумент159 страниц3 Units NotesRaja RamОценок пока нет
- Investment Casting: Investment Casting Is An Industrial Process Based OnДокумент5 страницInvestment Casting: Investment Casting Is An Industrial Process Based OnMr.Babu TОценок пока нет
- Chapter Four 4.special Casting Processes: Introduction Contents To Be IncludedДокумент76 страницChapter Four 4.special Casting Processes: Introduction Contents To Be IncludedberhaneОценок пока нет
- Dr. Chaitanya Sharma Phd. Iit RoorkeeДокумент40 страницDr. Chaitanya Sharma Phd. Iit RoorkeeTrung Quoc LeОценок пока нет
- Lab Report 1: BGME 1053 Manufacturing TechnologyДокумент11 страницLab Report 1: BGME 1053 Manufacturing TechnologyChun Wai LeeОценок пока нет
- Manufacturing ProcessesДокумент134 страницыManufacturing ProcessesB J ISAC ABRAHAM PAULОценок пока нет
- Various Casting Processes - Critical Assessment: ContdДокумент21 страницаVarious Casting Processes - Critical Assessment: ContdMayank GaurОценок пока нет
- Investment Casting: Lab Report ME-223 Advance Workshop PracticeДокумент2 страницыInvestment Casting: Lab Report ME-223 Advance Workshop PracticeMomina ShakeelОценок пока нет
- Brass Flange CastingДокумент10 страницBrass Flange CastingManjunath ReddyОценок пока нет
- Ae15301-Aircraft Materials and Manufacturing Technology PDFДокумент115 страницAe15301-Aircraft Materials and Manufacturing Technology PDFDurai Raj Kumar100% (1)
- Laboratory Manual For Foundry Engineering LabДокумент29 страницLaboratory Manual For Foundry Engineering LabNaveenDarwinОценок пока нет
- Klein-Rotational Molded PlasticsДокумент13 страницKlein-Rotational Molded PlasticsPooria1989Оценок пока нет
- Module 5-Lect-3 Sand CastingДокумент90 страницModule 5-Lect-3 Sand CastingPratyush RajОценок пока нет
- Introduction To Casting ProcessesДокумент11 страницIntroduction To Casting Processesuvsing100% (2)
- Casting:-: Terms Related To Casting ProcessДокумент55 страницCasting:-: Terms Related To Casting ProcessAjay RohillaОценок пока нет
- CastingДокумент74 страницыCastingvinu1977Оценок пока нет
- Minimization of Investment Casting Defects by Using Computer Simulation - A Case StudyДокумент4 страницыMinimization of Investment Casting Defects by Using Computer Simulation - A Case StudytabibkarimОценок пока нет
- Warpage in Casting - A ReviewДокумент7 страницWarpage in Casting - A Reviewlaukik_rautОценок пока нет
- Investment CastingДокумент2 страницыInvestment CastingDillard AlpaughОценок пока нет
- Introduction To Casting Processes: BackgroundДокумент5 страницIntroduction To Casting Processes: BackgroundSubhasis BiswalОценок пока нет
- Casting Notes MechanicalДокумент21 страницаCasting Notes MechanicalKharbal AkashОценок пока нет
- Topic 4Документ21 страницаTopic 4nizamgaming350Оценок пока нет
- MME 512 Note 1Документ36 страницMME 512 Note 1faithОценок пока нет
- ME6302 MFT FullДокумент227 страницME6302 MFT FullmonaОценок пока нет
- 03 CastingДокумент18 страниц03 CastingSports GloballyОценок пока нет
- Investment Casting ProcessesДокумент10 страницInvestment Casting ProcessesPragyan Kumar PradhanОценок пока нет
- Unit 1 - Manufacturing Process - WWW - Rgpvnotes.inДокумент26 страницUnit 1 - Manufacturing Process - WWW - Rgpvnotes.insuneel kumar rathoreОценок пока нет
- Theory of Casting and Welding - ME 651Документ155 страницTheory of Casting and Welding - ME 651Saurabh ThakurОценок пока нет
- Crown & Bridge: Lec. (13, 14) يدسلاا يكز ةسمه .د Laboratory work (Investing, burnout, casting and finishing procedures)Документ7 страницCrown & Bridge: Lec. (13, 14) يدسلاا يكز ةسمه .د Laboratory work (Investing, burnout, casting and finishing procedures)Wasan AhmОценок пока нет
- Casting ProcessesДокумент18 страницCasting ProcessesvelavansuОценок пока нет
- Fabrication and Assessment of A Motorcycle PistonДокумент17 страницFabrication and Assessment of A Motorcycle PistonBarinee TombariОценок пока нет
- Lab Report 2Документ21 страницаLab Report 2Cherif ChokeirОценок пока нет
- Metal Casting ProcessesДокумент113 страницMetal Casting ProcessesSarath ChandraОценок пока нет
- CastingДокумент25 страницCastingAhsan RiazОценок пока нет
- Manufacture Lec.7Документ7 страницManufacture Lec.7MhamedОценок пока нет
- Robert T. Knowlton JR.: Local Address: 301 S. Pugh ST, Apt. 409, State College, Pa 16801 Permanent Address: ObjectiveДокумент1 страницаRobert T. Knowlton JR.: Local Address: 301 S. Pugh ST, Apt. 409, State College, Pa 16801 Permanent Address: Objectivertk5025Оценок пока нет
- Hydro Powered Turbine: Executive SummaryДокумент24 страницыHydro Powered Turbine: Executive Summaryrtk5025Оценок пока нет
- Project 4 Final PaperДокумент30 страницProject 4 Final Paperrtk5025Оценок пока нет
- Hydro Powered Turbine: Executive SummaryДокумент14 страницHydro Powered Turbine: Executive Summaryrtk5025Оценок пока нет
- Redesigning The Murphy Bed ProposalДокумент19 страницRedesigning The Murphy Bed Proposalrtk5025100% (2)
- Tailored ResumeДокумент2 страницыTailored Resumertk5025Оценок пока нет
- MemoДокумент1 страницаMemortk5025Оценок пока нет
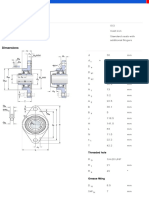
- Ball Bearing Oval Flanged units-FYTB 30 TFДокумент2 страницыBall Bearing Oval Flanged units-FYTB 30 TFCosmin ManoleОценок пока нет
- British Standard Pipe Treads 1Документ2 страницыBritish Standard Pipe Treads 1sazaliwОценок пока нет
- 328750852089918-Working HydraulicsДокумент9 страниц328750852089918-Working HydraulicsBestway Equipment RepairingОценок пока нет
- UNC, UNF, & UNEF Thread ANSI B1,1 PDFДокумент4 страницыUNC, UNF, & UNEF Thread ANSI B1,1 PDFLuRobertОценок пока нет
- Lec 1 - Casting and Molding ProcessДокумент18 страницLec 1 - Casting and Molding ProcessEslam MansourОценок пока нет
- Hot Cold WorkingДокумент40 страницHot Cold Workingpatel ketanОценок пока нет
- LM 2023 Gala Night Award RecipientsДокумент36 страницLM 2023 Gala Night Award RecipientsSmigel BuletОценок пока нет
- Week 3: Technology of Mouldmaking and Core Making, Moulding ProcessesДокумент4 страницыWeek 3: Technology of Mouldmaking and Core Making, Moulding ProcesseshenokzewduОценок пока нет
- 3 PDFДокумент199 страниц3 PDFsanku surya sai charanОценок пока нет
- Differences Between Metal Forming Process and Casting ProcessДокумент21 страницаDifferences Between Metal Forming Process and Casting ProcessFarhana Eyla75% (4)
- Week6 - Rolling and ExtrusionДокумент27 страницWeek6 - Rolling and ExtrusionMuhammed Mustafa SezginОценок пока нет
- Centrifugal CastingДокумент21 страницаCentrifugal CastingVishal VsОценок пока нет
- National Institute of Technology, Rourkela Department of Mechanical EngineeringДокумент4 страницыNational Institute of Technology, Rourkela Department of Mechanical Engineeringshubhendra2Оценок пока нет
- Home Sitemap About Us Technical Data Privacy & Security Terms & Conditions Basket ContactДокумент2 страницыHome Sitemap About Us Technical Data Privacy & Security Terms & Conditions Basket Contactninatena100% (1)
- American National Special - BR - (Unified Special)Документ2 страницыAmerican National Special - BR - (Unified Special)Robson OliveiraОценок пока нет
- Mechanical Thread TablesДокумент38 страницMechanical Thread TablesbarcristianОценок пока нет
- Threads Per Inch/Thread Pitch: For Terms of Use VisitДокумент1 страницаThreads Per Inch/Thread Pitch: For Terms of Use VisitPaolo MirabelliОценок пока нет
- Presentation Sand CastingДокумент23 страницыPresentation Sand CastingAbdul RazzaqОценок пока нет
- Basic Die Making: Indira Anindita 1106015743Документ5 страницBasic Die Making: Indira Anindita 1106015743Indira Anindita SuhernowoОценок пока нет
- Sheet Metal Operation & CalculationДокумент8 страницSheet Metal Operation & Calculationhariomsingh001100% (1)
- Forming and Shaping Plastics & Composite Materials: Chapter - 18Документ35 страницForming and Shaping Plastics & Composite Materials: Chapter - 18Muddu AlaparthiОценок пока нет
- Masterclass - Pouring System Part 2Документ13 страницMasterclass - Pouring System Part 2Siddharth GuptaОценок пока нет
- Rolling ProcessДокумент22 страницыRolling ProcesssamcbsivОценок пока нет
- Hyd FittingsДокумент9 страницHyd FittingsBijendra PrajapatiОценок пока нет
- 003972Документ488 страниц003972DonzОценок пока нет
- GF 400 2017Документ351 страницаGF 400 2017ArlanОценок пока нет
- Topic 4 - Metal CastingДокумент31 страницаTopic 4 - Metal CastingKelvin KVОценок пока нет
- Nokia AirScale Radio InstallationДокумент26 страницNokia AirScale Radio InstallationERIBERTO50% (2)
- MFP QB PDFДокумент6 страницMFP QB PDFCharan KumarОценок пока нет