Вам также может понравиться
- Tension Part-2 and CompressionДокумент42 страницыTension Part-2 and Compressionsyed muneeb haiderОценок пока нет
- Analysis of Bolt Torquing CalculationsДокумент6 страницAnalysis of Bolt Torquing CalculationsBahtiar YudhistiraОценок пока нет
- Chapter-1, Simple StressДокумент71 страницаChapter-1, Simple Stresssherlockhisham100% (2)
- G.25-GEMSS-G-02 Rev 01plant Design CriteriaДокумент13 страницG.25-GEMSS-G-02 Rev 01plant Design Criteriamohammad kassarОценок пока нет
- Mechanics of Deformable Bodies Module 1Документ14 страницMechanics of Deformable Bodies Module 1jhuascute06Оценок пока нет
- Elevator Installation Contract - 2022 - CNMДокумент5 страницElevator Installation Contract - 2022 - CNMsolid groupОценок пока нет
- Design of Couplings Tutorial: Bolt Sizing, Friction Power & Torque CapacityДокумент5 страницDesign of Couplings Tutorial: Bolt Sizing, Friction Power & Torque Capacityallahm123100% (1)
- Lecture 6 Wire DrawingДокумент45 страницLecture 6 Wire Drawingisrael100% (1)
- Structural Design Bolted Welded ConnectionsДокумент52 страницыStructural Design Bolted Welded ConnectionsBergadamusОценок пока нет
- IE 337: Materials & Manufacturing Processes: Metal Forming Operations 2Документ31 страницаIE 337: Materials & Manufacturing Processes: Metal Forming Operations 2silverknights007Оценок пока нет
- Mechanical Working Processes GuideДокумент50 страницMechanical Working Processes GuideAlvin Garcia Palanca100% (1)
- Extrusion and Drawing PDFДокумент16 страницExtrusion and Drawing PDFAravindhan AnbalaganОценок пока нет
- Simple Stresses From MathalinoДокумент58 страницSimple Stresses From MathalinoGien Lim100% (5)
- Chapter 1 - Simple StressesДокумент39 страницChapter 1 - Simple StressesJovy Notorio100% (2)
- Advanced clutter options for radio propagation modelingДокумент40 страницAdvanced clutter options for radio propagation modelingLaura VillarrealОценок пока нет
- Ricoh 2090Документ832 страницыRicoh 2090cosmin176100% (1)
- Presentation Strength1Документ41 страницаPresentation Strength1Rizette PaloganОценок пока нет
- Miter B1 AДокумент55 страницMiter B1 AFarid TataОценок пока нет
- Design Against Fluctuating Loads of Helical SpringsДокумент29 страницDesign Against Fluctuating Loads of Helical SpringsVikranth Deepak100% (1)
- Plant Cost EstimationДокумент49 страницPlant Cost EstimationAlpianto100% (1)
- Insulation Castables Application Procedure - Rev-2 - PDFДокумент10 страницInsulation Castables Application Procedure - Rev-2 - PDFNatarajan MurugesanОценок пока нет
- WireDrawingProcessExplainedДокумент5 страницWireDrawingProcessExplainedRajesh Bapu100% (1)
- Fum and A Mentals of Metal FormingДокумент6 страницFum and A Mentals of Metal Formingaksgupta24Оценок пока нет
- 6th Sem QuestionДокумент2 страницы6th Sem QuestionNiteshRaiОценок пока нет
- Mechanics of Deformable Bodies Module 1Документ15 страницMechanics of Deformable Bodies Module 1Christian Angelo ButacОценок пока нет
- Concrete calculations for structural designДокумент10 страницConcrete calculations for structural designKaye Ibañez CastilloОценок пока нет
- 4 Wire DrawingДокумент9 страниц4 Wire DrawingPratik GhoshОценок пока нет
- Examination: Testing of Metallic Materials / SS 2011Документ6 страницExamination: Testing of Metallic Materials / SS 2011BijoyBanikОценок пока нет
- Crack Width Check - SampleДокумент2 страницыCrack Width Check - SampleVJ LОценок пока нет
- A NoteДокумент106 страницA NoteKenneth SantiagoОценок пока нет
- Problems: Problem 1 Problem 2Документ2 страницыProblems: Problem 1 Problem 2Lily Margareth ArrietaОценок пока нет
- Gia Cong CokhiДокумент55 страницGia Cong CokhitranngОценок пока нет
- Bushed PinДокумент7 страницBushed Pinsarath.kumarnmk930100% (1)
- Bài Tập Nhóm Môn Kỹ Thuật Chế TạoДокумент8 страницBài Tập Nhóm Môn Kỹ Thuật Chế TạotranngОценок пока нет
- ARESC 112 - Module 2 (Simple Stress - Normal&Shear Stress)Документ21 страницаARESC 112 - Module 2 (Simple Stress - Normal&Shear Stress)abercrombieОценок пока нет
- Unit2B SSДокумент8 страницUnit2B SSRahul YadavОценок пока нет
- ME3602 - ME3692 FEA Assignment 2013 - 2014: K A P KДокумент3 страницыME3602 - ME3692 FEA Assignment 2013 - 2014: K A P Kdjtj89Оценок пока нет
- ME 404 A Tutorial on Bulk Deformation ProcessesДокумент2 страницыME 404 A Tutorial on Bulk Deformation ProcessesSawai PariharОценок пока нет
- بحث الميتالДокумент7 страницبحث الميتالAhmed fahmyОценок пока нет
- HW 1 DSVДокумент3 страницыHW 1 DSVAnonymous 2xjDjAcZОценок пока нет
- Strength of Materials by S K Mondal PDFДокумент171 страницаStrength of Materials by S K Mondal PDFajaykrishna_99Оценок пока нет
- Aluminum Washer Blanking and Punching ProcessДокумент8 страницAluminum Washer Blanking and Punching Processprithvi shettyОценок пока нет
- Som 2013Документ151 страницаSom 2013Jaya NagarОценок пока нет
- Torsion 6th ChapterДокумент13 страницTorsion 6th ChapterakshatbhargavaОценок пока нет
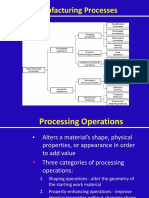
- N0174147G Manufacturing ProcessesДокумент10 страницN0174147G Manufacturing Processesphillip chirongweОценок пока нет
- Lecture 26: Plane Strain Bending of Strips: Dept. of Mechanical Engg., NIT CalicutДокумент12 страницLecture 26: Plane Strain Bending of Strips: Dept. of Mechanical Engg., NIT CalicutprasannaОценок пока нет
- Strength of Material (Stress and Strain)Документ31 страницаStrength of Material (Stress and Strain)Mg SicsicОценок пока нет
- Chapter 1 Stress Strain PDFДокумент45 страницChapter 1 Stress Strain PDFvinoОценок пока нет
- Shearing Process GuideДокумент29 страницShearing Process GuideSriram MuruganОценок пока нет
- One-way and Two-way Slab DesignДокумент5 страницOne-way and Two-way Slab DesignMark Kim BadiangОценок пока нет
- Machine Design I Learning Module I: Stress Analysis: Authored By: Engr. Ronnie Tavares Rat/8/17/2013/8:55 PMДокумент32 страницыMachine Design I Learning Module I: Stress Analysis: Authored By: Engr. Ronnie Tavares Rat/8/17/2013/8:55 PMOtil SeravatОценок пока нет
- Tension-Members NSCP 2015Документ43 страницыTension-Members NSCP 2015Dough NutОценок пока нет
- DESIGN AND ANALYSIS OF CONNECTING RODДокумент28 страницDESIGN AND ANALYSIS OF CONNECTING RODSamaroha NandiОценок пока нет
- KKKH3353 - Structural Steel Design - Tension MembersДокумент21 страницаKKKH3353 - Structural Steel Design - Tension MembersZeyad Tareq Al Sarori100% (2)
- 10 - Fundamentals of Metal Forming (Chapter 14)Документ37 страниц10 - Fundamentals of Metal Forming (Chapter 14)Taher al suhamiОценок пока нет
- Aspects of Wire DrawingДокумент6 страницAspects of Wire DrawingAjyant SuryaОценок пока нет
- Mechanical Design For Sieve Plate ColumnДокумент14 страницMechanical Design For Sieve Plate ColumnIan Zuhair II100% (1)
- HW1Документ3 страницыHW1peer highwayОценок пока нет
- 3_merged (1)Документ48 страниц3_merged (1)Pratik GhoshОценок пока нет
- L21 - SheetmetalДокумент28 страницL21 - SheetmetalUmesh UshirОценок пока нет
- SOM 2014 BhopalДокумент454 страницыSOM 2014 Bhopaljagdish8696168751Оценок пока нет
- Cylindrical Compression Helix Springs For Suspension SystemsОт EverandCylindrical Compression Helix Springs For Suspension SystemsОценок пока нет
- Welding ProblemsДокумент2 страницыWelding Problemsaksgupta24Оценок пока нет
- Mechanical Properties Problems: Tensile Tests and Material CalculationsДокумент5 страницMechanical Properties Problems: Tensile Tests and Material Calculationsaksgupta24Оценок пока нет
- Class 5Документ51 страницаClass 5aksgupta24Оценок пока нет
- Class 4Документ57 страницClass 4aksgupta24Оценок пока нет
- Class 2Документ69 страницClass 2aksgupta24Оценок пока нет
- Class 3Документ50 страницClass 3aksgupta24Оценок пока нет
- Class 1Документ44 страницыClass 1aksgupta24Оценок пока нет
- CastingДокумент7 страницCastingBrittany MooreОценок пока нет
- SN 761672 AДокумент19 страницSN 761672 ANhất TríОценок пока нет
- 350q-5 Operation ManualДокумент97 страниц350q-5 Operation ManualCesar Mora100% (2)
- Axle, Front - Differential and Carrier - Jee0123251Документ3 страницыAxle, Front - Differential and Carrier - Jee0123251Husi NihaОценок пока нет
- Explorador Ww90j6410cwec Version 02Документ13 страницExplorador Ww90j6410cwec Version 02Cristi PopescuОценок пока нет
- Electrostatic and Electromagnetic Forces: Electronic Address: Tim - Henley@mail - Utoronto.caДокумент9 страницElectrostatic and Electromagnetic Forces: Electronic Address: Tim - Henley@mail - Utoronto.caTimothy Murray HenleyОценок пока нет
- Stand Cons T DetailsДокумент164 страницыStand Cons T DetailsmirfanjpcgmailcomОценок пока нет
- Physical and Rheological Properties of Modified Sulfur Asphalt BinderДокумент8 страницPhysical and Rheological Properties of Modified Sulfur Asphalt Binderramesh naikОценок пока нет
- ATS1801 - Interface PC - ImpДокумент8 страницATS1801 - Interface PC - ImpluismantonioОценок пока нет
- Electricity Scavenger HuntДокумент1 страницаElectricity Scavenger HuntksonicoОценок пока нет
- Ahmed Mohammed EL Desouky 2007Документ8 страницAhmed Mohammed EL Desouky 2007Hazem MohamedОценок пока нет
- EI Manifold Pressure ManualДокумент12 страницEI Manifold Pressure Manualjkloepping_634367970Оценок пока нет
- UDR MANUFACTURE ManufacturesДокумент8 страницUDR MANUFACTURE ManufacturesQuadri Consultancy ServicesОценок пока нет
- GameBoy Programming ManualДокумент298 страницGameBoy Programming Manualdiceman2037100% (4)
- Calibration of A Pressure GaugeДокумент6 страницCalibration of A Pressure GaugeThapelo100% (2)
- Gilding Manual PDFДокумент14 страницGilding Manual PDFIva VazОценок пока нет
- HVCB Timing ApplicationДокумент52 страницыHVCB Timing Applicationbhuban mohanОценок пока нет
- Control Valve and Steam Line PDFДокумент19 страницControl Valve and Steam Line PDFRofi MuhammadОценок пока нет
- Shiela S. Portillo Ang Specification 09112021Документ9 страницShiela S. Portillo Ang Specification 09112021JR De LeonОценок пока нет
- Sectional Results: Sofistik 2020Документ28 страницSectional Results: Sofistik 2020ec05226Оценок пока нет
- The Magnaflux Advantage (Whole Catalog)Документ51 страницаThe Magnaflux Advantage (Whole Catalog)Andy StkОценок пока нет
- Agentur H. Willems: Tel.: +49-421-52009-0 List of Manufacturers Fax: +49-421-545858Документ5 страницAgentur H. Willems: Tel.: +49-421-52009-0 List of Manufacturers Fax: +49-421-545858Trần Minh NhậtОценок пока нет
- The B-GON Solution: To Mist EliminationДокумент20 страницThe B-GON Solution: To Mist EliminationDimitris Sardis LОценок пока нет
- Installation Tools and Equipment - ACCC Pasadena.Документ12 страницInstallation Tools and Equipment - ACCC Pasadena.EDGARDO DIAZGRANADOSОценок пока нет
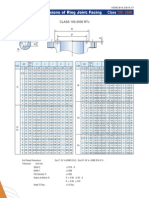
- RTJ Dimension ASME B16.5/B16.47Документ1 страницаRTJ Dimension ASME B16.5/B16.47parayilomer0% (1)