Вам также может понравиться
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (400)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (345)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
- Summer 2018 Answer PaperДокумент36 страницSummer 2018 Answer PaperJayesh DesaleОценок пока нет
- Acid-Base Analysis in The Operating Room - A Bedside Stewart ApproachДокумент8 страницAcid-Base Analysis in The Operating Room - A Bedside Stewart ApproachJulian SanchezОценок пока нет
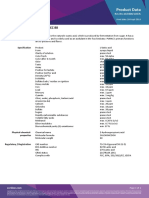
- Pds-Purac FCC 88 (0306)Документ1 страницаPds-Purac FCC 88 (0306)Hadi SutrisnoОценок пока нет
- Stability of Lactic Acid and Glycolic Acid in Aqueous Systems Subjected To Acid Hydrolysis and Thermal DecompositionДокумент11 страницStability of Lactic Acid and Glycolic Acid in Aqueous Systems Subjected To Acid Hydrolysis and Thermal DecompositionDung NguyenОценок пока нет
- Sago Palm ProductДокумент20 страницSago Palm Productbjoern_heidrich9407100% (3)
- Principles of Coaching and Teaching MapehДокумент3 страницыPrinciples of Coaching and Teaching MapehEmelrose LL MacedaОценок пока нет
- Complete BookДокумент164 страницыComplete Booksally hakutangwiОценок пока нет
- Ivf StudyДокумент2 страницыIvf StudyJannine Bensi100% (1)
- Food Control: Matheus S. Barbosa, Svetoslav D. Todorov, Cynthia H. Jurkiewicz, Bernadette D.G.M. FrancoДокумент7 страницFood Control: Matheus S. Barbosa, Svetoslav D. Todorov, Cynthia H. Jurkiewicz, Bernadette D.G.M. FrancoLizi SorciaОценок пока нет
- Pe 13-20Документ32 страницыPe 13-20Princess Cyhrielle Garing RocafortОценок пока нет
- Classroom Practice III: Bioenergetics Bioenergetics ExercisesДокумент4 страницыClassroom Practice III: Bioenergetics Bioenergetics ExercisesValentina CretuОценок пока нет
- Microbial and Chemical Analysis of A Kvass FermentationДокумент6 страницMicrobial and Chemical Analysis of A Kvass FermentationSergio A Mtz BhaОценок пока нет
- Energy Systems in Sport PDFДокумент29 страницEnergy Systems in Sport PDFThe Health Therapist AcademyОценок пока нет
- What Is Fermentation?: Table of ContentДокумент6 страницWhat Is Fermentation?: Table of ContentDanish AmozОценок пока нет
- Erratum To "Lactobacillus Sakei: Recent Developments and Future Prospects" (Research in Microbiology 152 (2001) 839)Документ9 страницErratum To "Lactobacillus Sakei: Recent Developments and Future Prospects" (Research in Microbiology 152 (2001) 839)Nathiéli SouzaОценок пока нет
- US6472559 Lactic Acid CargillДокумент14 страницUS6472559 Lactic Acid CargillMathilda PasaribuОценок пока нет
- Starter Culture and Fermented Milk ProductДокумент10 страницStarter Culture and Fermented Milk ProductRohit PandeyОценок пока нет
- Fermentation and TypesДокумент3 страницыFermentation and TypesJared AllenОценок пока нет
- Proceedings Tri-State Dairy Nutrition Conference 1998Документ238 страницProceedings Tri-State Dairy Nutrition Conference 1998Anderson R. de OliveiraОценок пока нет
- Acetic Acid Bacteria Prospective Applications in Food BiotechnologyДокумент16 страницAcetic Acid Bacteria Prospective Applications in Food BiotechnologyMarcelina Mendoza SalazarОценок пока нет
- 8 Milk and Dairy ProductsДокумент25 страниц8 Milk and Dairy ProductsEdwar JpОценок пока нет
- GATE 2021 (XE-G) Answer Key and SolutionДокумент6 страницGATE 2021 (XE-G) Answer Key and SolutionPankti Suthar 38Оценок пока нет
- 6 Microbial Production of ButanolДокумент40 страниц6 Microbial Production of Butanolhuynhthiensach100% (1)
- Training HorsesДокумент70 страницTraining HorsesHernan AndresОценок пока нет
- Yogurt HACCP PlanДокумент38 страницYogurt HACCP PlanDavldSmith96% (115)
- Effect of Different Types of Calcium Carbonate On The Lactic Acid Fermentation Performance of Lactobacillus LactisДокумент9 страницEffect of Different Types of Calcium Carbonate On The Lactic Acid Fermentation Performance of Lactobacillus LactisRuanita VeigaОценок пока нет
- Rhizopus Oryzae: Production of L-Lactic Acid From Starch and Food Waste by Amylolytic MTCC 8784Документ11 страницRhizopus Oryzae: Production of L-Lactic Acid From Starch and Food Waste by Amylolytic MTCC 8784Christin SimamoraОценок пока нет
- Unmeasured Anions Identified by The Fencl-Stewart Method Predict Mortality Better Than Base Excess, Anion Gap, and Lactate in Patients in The Pediatric Intensive Care Unit.Документ11 страницUnmeasured Anions Identified by The Fencl-Stewart Method Predict Mortality Better Than Base Excess, Anion Gap, and Lactate in Patients in The Pediatric Intensive Care Unit.Defranky TheodorusОценок пока нет
- Pixl Knowit!: Gcse BiologyДокумент47 страницPixl Knowit!: Gcse BiologyLisa MillardОценок пока нет