Вам также может понравиться
- Short Radius Elbows and Returns - ANSI B16.28Документ1 страницаShort Radius Elbows and Returns - ANSI B16.28Abhishek SharmaОценок пока нет
- Piping Arrangement ChecklistДокумент1 страницаPiping Arrangement ChecklistAbhishek SharmaОценок пока нет
- CAD Standard for Developing P&IDsДокумент2 страницыCAD Standard for Developing P&IDsAbhishek SharmaОценок пока нет
- BB Unload 4ppaДокумент4 страницыBB Unload 4ppaAbhishek SharmaОценок пока нет
- BBD Brochure UkДокумент12 страницBBD Brochure UkAbhishek SharmaОценок пока нет
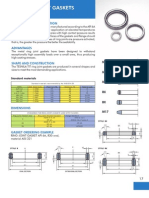
- API 6A ring joint gaskets dimensionsДокумент2 страницыAPI 6A ring joint gaskets dimensionsarianaseriОценок пока нет
- API 6A ring joint gaskets dimensionsДокумент2 страницыAPI 6A ring joint gaskets dimensionsarianaseriОценок пока нет
- AMIE Syllabus - Mechanical EngineeringДокумент14 страницAMIE Syllabus - Mechanical EngineeringAbhishek SharmaОценок пока нет
- Essential Piping and Valve StandardsДокумент6 страницEssential Piping and Valve StandardsAbhishek SharmaОценок пока нет
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (399)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (344)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (120)
- SML-ISUZU Limited history, products, departmentsДокумент20 страницSML-ISUZU Limited history, products, departmentsAggyapal Singh JimmyОценок пока нет
- Outline Design Specification For Phase IV (April 2019) 16042019Документ177 страницOutline Design Specification For Phase IV (April 2019) 16042019silent singhaОценок пока нет
- Circular Saw Instruction ManualДокумент20 страницCircular Saw Instruction ManualtkmrmrОценок пока нет
- Land Transportation Challenges in NepalДокумент14 страницLand Transportation Challenges in NepalMan Bdr. MagarОценок пока нет
- Transmission Control Unit Calibration Motoniveladora Serie D PDFДокумент4 страницыTransmission Control Unit Calibration Motoniveladora Serie D PDFjorgedavidgonzalezОценок пока нет
- Bangalore's Traffic Mess: The SolutionДокумент34 страницыBangalore's Traffic Mess: The SolutionCitizen MattersОценок пока нет
- 49 CFR Ch. V (10-1-11 Edition) 571.205: Application and Incorporation by Reference. ApplicationДокумент3 страницы49 CFR Ch. V (10-1-11 Edition) 571.205: Application and Incorporation by Reference. ApplicationCarol FacklerОценок пока нет
- Report of Transfer of Motor Vehicle OwnershipДокумент4 страницыReport of Transfer of Motor Vehicle Ownershipcoolpratyush_cОценок пока нет
- Solved Sample Paper for Class IX English Language and LiteratureДокумент6 страницSolved Sample Paper for Class IX English Language and LiteratureOm KumarОценок пока нет
- MSRIP Phase 2 EnvДокумент26 страницMSRIP Phase 2 EnvAnil SuryawanshiОценок пока нет
- National SealДокумент2 страницыNational SealgemtomasОценок пока нет
- PERGEДокумент2 страницыPERGEpilgrim13Оценок пока нет
- Paper - Singapore ITSC The Heart of Traffic Monitoring & ControlДокумент7 страницPaper - Singapore ITSC The Heart of Traffic Monitoring & Controlnan100% (1)
- ActrosДокумент8 страницActrosabdelrhmangbr86100% (1)
- Lionel Casson - Travel in The Ancient World (1974)Документ404 страницыLionel Casson - Travel in The Ancient World (1974)Francesco Biancu100% (1)
- Variable Speed Limits Manage Traffic FlowДокумент6 страницVariable Speed Limits Manage Traffic FlowStephenPengОценок пока нет
- Eco Cooling Tower: YC SeriesДокумент12 страницEco Cooling Tower: YC SeriesLeed EN100% (1)
- Volume-III (Description of Environment)Документ448 страницVolume-III (Description of Environment)CIDCONMIA.COMОценок пока нет
- Affidavit Kuya AquilioДокумент1 страницаAffidavit Kuya AquilioGlenn Rey D. AninoОценок пока нет
- O NA L: Isuzu Grafter' N35.15O (T) 3.5T GVWДокумент2 страницыO NA L: Isuzu Grafter' N35.15O (T) 3.5T GVWtradeplatesОценок пока нет
- Nomenclature ManualДокумент102 страницыNomenclature ManualPatrice AudetОценок пока нет
- Case Digest TortsДокумент24 страницыCase Digest TortsRJОценок пока нет
- Kajian Penggunaan Batu Laterit Dari Kecamatan Tenggarong Seberang Pada Campuran Asphalt Concrete - Binder Course (Ac-Bc)Документ8 страницKajian Penggunaan Batu Laterit Dari Kecamatan Tenggarong Seberang Pada Campuran Asphalt Concrete - Binder Course (Ac-Bc)ashadi asriОценок пока нет
- Pocketbook On Routine MaintenanceДокумент94 страницыPocketbook On Routine MaintenanceKevinNeilPe-il100% (3)
- British Standard: A Single Copy of This British Standard Is Licensed To Giorgio Cavalieri On March 05, 2001Документ25 страницBritish Standard: A Single Copy of This British Standard Is Licensed To Giorgio Cavalieri On March 05, 2001FuziahsabtuОценок пока нет
- Technical Notes on Brick Noise Barrier WallsДокумент11 страницTechnical Notes on Brick Noise Barrier WallsFerdolin F. Ebik0% (1)
- Design Optimization of Brushless Permanent Magnet Hub Motor Drive Using FEAДокумент5 страницDesign Optimization of Brushless Permanent Magnet Hub Motor Drive Using FEASuman SahaОценок пока нет
- 100 Questions on Time, Speed & DistanceДокумент23 страницы100 Questions on Time, Speed & DistanceMahesh PandeyОценок пока нет
- Designing an Aerodynamic Body for an EMoC GT CarДокумент20 страницDesigning an Aerodynamic Body for an EMoC GT CarbizlcqwmОценок пока нет
- 14 October 2004 - IPO PresentationДокумент28 страниц14 October 2004 - IPO Presentationdev12_lokeshОценок пока нет