Вам также может понравиться
- Proyectos de instalaciones eléctrica de baja tensiónОт EverandProyectos de instalaciones eléctrica de baja tensiónРейтинг: 5 из 5 звезд5/5 (1)
- 2D Lab03 - Soluciones - Reporte de Laboratorio - G02 - 2021Документ12 страниц2D Lab03 - Soluciones - Reporte de Laboratorio - G02 - 2021S. SANTA CRUZ CARRASCOОценок пока нет
- Calderas de Fluido TérmicoДокумент16 страницCalderas de Fluido TérmicoLedvin PerdomoОценок пока нет
- UF0903 - Caracterización de equipos y elementos en instalaciones de climatizaciónОт EverandUF0903 - Caracterización de equipos y elementos en instalaciones de climatizaciónОценок пока нет
- UF0902 - Caracterización de instalaciones de climatizaciónОт EverandUF0902 - Caracterización de instalaciones de climatizaciónРейтинг: 5 из 5 звезд5/5 (1)
- No 4 ENERGÍA ESPECÍFICAДокумент8 страницNo 4 ENERGÍA ESPECÍFICACristina SolanoОценок пока нет
- Salazon y Curado de CarnesssssДокумент13 страницSalazon y Curado de CarnesssssMaritza Choque100% (1)
- Radiadores TubularesДокумент124 страницыRadiadores TubularesYahir Ramirez AguilarОценок пока нет
- Calderas Pirotubulares.Документ67 страницCalderas Pirotubulares.MartinОценок пока нет
- Immergas Nike StarДокумент11 страницImmergas Nike StarYury ArteagaОценок пока нет
- Calderas de Acero de Baja Temperatura A Gas/gasóleo Wolf Comfortline CNKДокумент4 страницыCalderas de Acero de Baja Temperatura A Gas/gasóleo Wolf Comfortline CNKGabriel Medina GomezОценок пока нет
- Miller ProHeat 35Документ8 страницMiller ProHeat 35Miguel Alvarez CondeОценок пока нет
- .Ar Docs Manuales Manual UnicaДокумент32 страницы.Ar Docs Manuales Manual UnicarodijuОценок пока нет
- TEORICA-CALEFACCION 2014 (I2 Famá Curso de Verano)Документ29 страницTEORICA-CALEFACCION 2014 (I2 Famá Curso de Verano)Guillermo Ramos50% (2)
- SAUNIER DUVAL 214 23 RevisadaДокумент19 страницSAUNIER DUVAL 214 23 RevisadaAndres KaunzingerОценок пока нет
- FT An975 AgasДокумент2 страницыFT An975 Agasandres chavez escalanteОценок пока нет
- Extraccion de Vapores de CoccionДокумент4 страницыExtraccion de Vapores de Coccion051302152000Оценок пока нет
- Calderas 2016Документ66 страницCalderas 2016AleAcostaОценок пока нет
- EQUIPO PARA LA NITRURACIÓN y CEMENTACIONДокумент4 страницыEQUIPO PARA LA NITRURACIÓN y CEMENTACIONLuis Antonio Choque LunaОценок пока нет
- Thermital THGДокумент6 страницThermital THGInclisaInstalacionesОценок пока нет
- Microsoft Word - San Fernando 300 BHP 4wi Gn-d2 CB Hawk ProДокумент17 страницMicrosoft Word - San Fernando 300 BHP 4wi Gn-d2 CB Hawk ProingaenergiaОценок пока нет
- 383KMS090186 0ipДокумент8 страниц383KMS090186 0ipLuis Vicente AgneseОценок пока нет
- Resumen Teórico I2 FADU Instalaciones 2 ExFamaДокумент23 страницыResumen Teórico I2 FADU Instalaciones 2 ExFamaAgustinaОценок пока нет
- Limites Termicos en Transformadores SecosДокумент8 страницLimites Termicos en Transformadores SecosLarry FlowersОценок пока нет
- CTC - Antea KC - UyДокумент4 страницыCTC - Antea KC - UyMax PawerОценок пока нет
- Hornos de ResistenciaДокумент18 страницHornos de ResistenciaJ.B. Sierra100% (2)
- Manual Quemador Llama Plana 2.5MMBTUHДокумент20 страницManual Quemador Llama Plana 2.5MMBTUHRené Rocha MolinaОценок пока нет
- T Ssaa SiemensДокумент21 страницаT Ssaa Siemensdwas1314Оценок пока нет
- Aerotermos Centrifugos 78kwДокумент4 страницыAerotermos Centrifugos 78kwalemanhhОценок пока нет
- CalderasДокумент66 страницCalderasTomi Aguirre BengoaОценок пока нет
- OI178 - Claudia Ortiz PDFДокумент9 страницOI178 - Claudia Ortiz PDFWiliams Ramon RebolledoОценок пока нет
- Trabajo Practico Sobre Una Instalación de Un Sistema de CalefacciónДокумент8 страницTrabajo Practico Sobre Una Instalación de Un Sistema de CalefacciónJoaquin DelaОценок пока нет
- Evaluación Del Sistema de Distribución de Vapor en El Complejo Metalúrgico de Una Empresa Minera ResumenДокумент8 страницEvaluación Del Sistema de Distribución de Vapor en El Complejo Metalúrgico de Una Empresa Minera ResumenWilliam FimeОценок пока нет
- Rank LT3Документ4 страницыRank LT3Daniel ArangoОценок пока нет
- Túnel de Sellado Automático para Sello de Garantía de GarrafónДокумент3 страницыTúnel de Sellado Automático para Sello de Garantía de GarrafónJose Delcarmen Ramos Diaz100% (1)
- Catalogo TempstarДокумент16 страницCatalogo TempstarNoerberto Ramos LeconaОценок пока нет
- Ferroli Ponencia Radiadores Emisores Baja TemperaturaДокумент24 страницыFerroli Ponencia Radiadores Emisores Baja TemperaturaGUILLEM ALTIMIRAS PUJADASОценок пока нет
- Refrigerati VosДокумент12 страницRefrigerati VosOswaldoОценок пока нет
- PT100Документ4 страницыPT100dante640Оценок пока нет
- Reforma Integral de ViviendaДокумент9 страницReforma Integral de ViviendaAmparo Ruiz ArquitectosОценок пока нет
- CALEFACCION SISTEMAS - COMPONENTES 2013 (I2 Fama Curso de Verano)Документ17 страницCALEFACCION SISTEMAS - COMPONENTES 2013 (I2 Fama Curso de Verano)Gabriel GuzmanОценок пока нет
- Equipos Mecanicos: CalderasДокумент32 страницыEquipos Mecanicos: Calderaslandazury1234100% (3)
- Htc2 Htc1 HT3 HT2 HT1 MT3 MT2 MT1 LT3 LT2 LT1: Descripción Del ProductoДокумент4 страницыHtc2 Htc1 HT3 HT2 HT1 MT3 MT2 MT1 LT3 LT2 LT1: Descripción Del ProductoPedro JuanОценок пока нет
- Revision de RedesДокумент29 страницRevision de RedesRoberto Daniel Rivera Castro100% (1)
- Vftte Pe PerДокумент4 страницыVftte Pe PerJose Enrique Garcia ArteagaОценок пока нет
- Calefaccion 1 PDFДокумент11 страницCalefaccion 1 PDFanon_639756119Оценок пока нет
- Trabajo Feedback PT100Документ5 страницTrabajo Feedback PT100iñakiОценок пока нет
- Control de TemperaturaДокумент37 страницControl de TemperaturaIsra Vilema EndaraОценок пока нет
- Unitarias: INTERCAMBIADOR DE CALORДокумент125 страницUnitarias: INTERCAMBIADOR DE CALORDuglennis Heredia100% (1)
- Prextherm RSW Catalogo ComercialДокумент12 страницPrextherm RSW Catalogo ComercialAnonymous zAkzmJОценок пока нет
- Rele de Imagen Termica ComemДокумент16 страницRele de Imagen Termica ComemenriqueunoОценок пока нет
- Monitor EsДокумент31 страницаMonitor EsPEPINOKINGОценок пока нет
- GB142 BuderusДокумент2 страницыGB142 BuderusUn Tal Chingon De Nicolas FloresОценок пока нет
- Presupuesto #409-14 CalderaДокумент12 страницPresupuesto #409-14 CalderaJordan Garcia Salcedo100% (1)
- Mexico Tempstar 60HzДокумент10 страницMexico Tempstar 60HzAdolfo Nieto HomemadeОценок пока нет
- Calderos IndustrialesДокумент16 страницCalderos IndustrialesLuis BracamonteОценок пока нет
- Ejecución Vivienda Unifamiliar Anexo+instalacionesДокумент11 страницEjecución Vivienda Unifamiliar Anexo+instalacioneserrores4Оценок пока нет
- El Mejor Libro de Preparación Para Tu Examen De Licencia De Operador De CalderaОт EverandEl Mejor Libro de Preparación Para Tu Examen De Licencia De Operador De CalderaОценок пока нет
- Eficiencia energética en las instalaciones de calefacción y acs en los edificios. ENAC0108От EverandEficiencia energética en las instalaciones de calefacción y acs en los edificios. ENAC0108Оценок пока нет
- UF1026 - Caracterización de procesos e instalaciones frigoríficasОт EverandUF1026 - Caracterización de procesos e instalaciones frigoríficasРейтинг: 4 из 5 звезд4/5 (1)
- Permeabilidad de Una Combinación de CapasДокумент5 страницPermeabilidad de Una Combinación de CapasGustavoenrique CamposОценок пока нет
- ET207 POSTE METALICO DE 6 M, PARA LUMINARIA PEATONALДокумент18 страницET207 POSTE METALICO DE 6 M, PARA LUMINARIA PEATONALsalvadorОценок пока нет
- Equipo 4 Dinámica de Platos Perforados 3im82Документ33 страницыEquipo 4 Dinámica de Platos Perforados 3im82alexisОценок пока нет
- Lixiviación BacterianaДокумент11 страницLixiviación BacterianaEduardo Malebran SotoОценок пока нет
- Tesis - CONFIABILIDAD DE LOS EQUIPOS CRÍTICOS PDFДокумент168 страницTesis - CONFIABILIDAD DE LOS EQUIPOS CRÍTICOS PDFJose D SalinasОценок пока нет
- Catalogo Online NeolithДокумент25 страницCatalogo Online Neolithfred_marrufoОценок пока нет
- Maquillaje para OjosДокумент21 страницаMaquillaje para OjosSaraa Davila50% (2)
- Informe N 1 TermoquimicaДокумент12 страницInforme N 1 Termoquimicaoscar alonsoОценок пока нет
- Ensayos No Destructivos ESIME AZCAPOTZALCOДокумент11 страницEnsayos No Destructivos ESIME AZCAPOTZALCOAlfredo TorizОценок пока нет
- Mesh, Mallas Tyler Standard Screen Scale, InoxidablesДокумент5 страницMesh, Mallas Tyler Standard Screen Scale, InoxidablesFernando Rodriguez GonzálezОценок пока нет
- Pionero Cuaderno de Actividades PDFДокумент60 страницPionero Cuaderno de Actividades PDFOrlando Llanos SilverioОценок пока нет
- Reacciones QuimicasДокумент68 страницReacciones QuimicasWolmer Espinoza Tapia100% (4)
- SilverCrest SPWG 180 G1 Scale PDFДокумент58 страницSilverCrest SPWG 180 G1 Scale PDFRossana IonescuОценок пока нет
- KMX Catalogo Productos WebДокумент31 страницаKMX Catalogo Productos Webgustavo9810Оценок пока нет
- Materiales ElastomericosДокумент6 страницMateriales ElastomericosMari DaryОценок пока нет
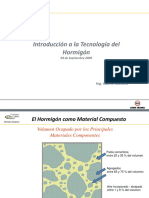
- Ut #2 Introduccion A La Tecnologia Del HormigonДокумент158 страницUt #2 Introduccion A La Tecnologia Del HormigonadsОценок пока нет
- Oxalato PDFДокумент14 страницOxalato PDFLuisa Liliana Pérez SubiaОценок пока нет
- Matematica Aplicada 2Документ12 страницMatematica Aplicada 2Juan Corcuera UrbinaОценок пока нет
- Doblado y CurvadoДокумент45 страницDoblado y CurvadoNicolás Raza MeraОценок пока нет
- ¿Qué Aportes Hizo Dumas en La Tabla PeriódicaДокумент1 страница¿Qué Aportes Hizo Dumas en La Tabla PeriódicaAlejandra GonzalezОценок пока нет
- MorfofuncionДокумент5 страницMorfofuncionjhonnyОценок пока нет
- Deformaciones en Cimentaciones SuperficialesДокумент88 страницDeformaciones en Cimentaciones SuperficialesJazmín HernándezОценок пока нет
- Digestion Anaerobia ResumenДокумент5 страницDigestion Anaerobia ResumenLaura Daniela ArizaОценок пока нет
- Ensayo JominyДокумент16 страницEnsayo JominyDaniel QuisbertОценок пока нет
- Resumen de Termdinamica Curso IntroductorioДокумент132 страницыResumen de Termdinamica Curso Introductoriojorge galindoОценок пока нет
- Abono Liquido Foliar CaseroДокумент14 страницAbono Liquido Foliar CaseroFloreDennisОценок пока нет
- Hid Rolo GiaДокумент4 страницыHid Rolo GiaJose David Alava CedeñoОценок пока нет