Вам также может понравиться
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (399)
- Si5351A VFO/Signal Generator: 2.1 Modes of OperationДокумент9 страницSi5351A VFO/Signal Generator: 2.1 Modes of OperationIan McNairОценок пока нет
- Main Combi 24 HE User ManualДокумент12 страницMain Combi 24 HE User ManualsleepyninjitsuОценок пока нет
- ESAB Puls Mig Welding Hand BookДокумент20 страницESAB Puls Mig Welding Hand BookLeonardo De La HudiОценок пока нет
- US 20130092673A1 - Wire Feed Motor Speed Control System and MethodДокумент13 страницUS 20130092673A1 - Wire Feed Motor Speed Control System and MethodIan McNairОценок пока нет
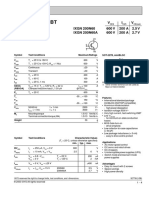
- IXGN200N60AДокумент4 страницыIXGN200N60AIan McNairОценок пока нет
- G3RJV Harmonic - Filters Calculation PDFДокумент3 страницыG3RJV Harmonic - Filters Calculation PDFIan McNairОценок пока нет
- Making Inverter Welder - IRFДокумент18 страницMaking Inverter Welder - IRFShaun Dwyer Van Heerden0% (1)
- SUR2x100 06Документ3 страницыSUR2x100 06Ian McNairОценок пока нет
- IXGN320N60A3Документ5 страницIXGN320N60A3Ian McNairОценок пока нет
- Controlled Waveform Welding Wire Feeder US20130327753Документ27 страницControlled Waveform Welding Wire Feeder US20130327753Ian McNairОценок пока нет
- Method and Apparatus For Welding With RestrikeДокумент9 страницMethod and Apparatus For Welding With RestrikeIan McNairОценок пока нет
- Consumable Electrode Type D.C. Arc WelderДокумент7 страницConsumable Electrode Type D.C. Arc WelderIan McNairОценок пока нет
- Catalog AmorДокумент25 страницCatalog AmorIan McNairОценок пока нет
- High Performance Drive StructureДокумент7 страницHigh Performance Drive StructureIan McNairОценок пока нет
- Design of Inductors and HF TransformersДокумент6 страницDesign of Inductors and HF TransformersIan McNairОценок пока нет
- Sizing Your Power Converter's Magnetics (Part 1) : Inductor Power Rating With Fixed Input VoltageДокумент5 страницSizing Your Power Converter's Magnetics (Part 1) : Inductor Power Rating With Fixed Input VoltageIan McNairОценок пока нет
- Current Transformer Circuits For Power ElectronicslДокумент213 страницCurrent Transformer Circuits For Power ElectronicslJason RobinsonОценок пока нет
- DC Fastmig MF MSF MXF MXP enДокумент1 страницаDC Fastmig MF MSF MXF MXP enIan McNairОценок пока нет
- Ss-40ht Assembly Manual v1.1fДокумент30 страницSs-40ht Assembly Manual v1.1fIan McNairОценок пока нет
- Newcastle Metro MapДокумент1 страницаNewcastle Metro MapIan McNairОценок пока нет
- Isolated IGBT Gate-Drive Push-Pull Power Supply With 4 OutputsДокумент41 страницаIsolated IGBT Gate-Drive Push-Pull Power Supply With 4 OutputsIan McNairОценок пока нет
- Newcastle Metro MapДокумент1 страницаNewcastle Metro MapIan McNairОценок пока нет
- Scale eДокумент0 страницScale eMallickarjunaОценок пока нет
- Newcastle Metro MapДокумент1 страницаNewcastle Metro MapIan McNairОценок пока нет
- LM5030 100V Push-Pull Current Mode PWM Controller: Features ApplicationsДокумент19 страницLM5030 100V Push-Pull Current Mode PWM Controller: Features ApplicationsIan McNairОценок пока нет
- Making Inverter Welder - IRFДокумент18 страницMaking Inverter Welder - IRFShaun Dwyer Van Heerden0% (1)
- Zxgd3004e6 8a 40v Gate DriverДокумент8 страницZxgd3004e6 8a 40v Gate DriverIan McNairОценок пока нет
- SMD Relay 60-1278Документ6 страницSMD Relay 60-1278Ian McNairОценок пока нет
- DDS RF Signal Generator Design GuideДокумент9 страницDDS RF Signal Generator Design GuideIan McNairОценок пока нет
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (894)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (265)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (119)
- Exploration Archaeology (John M. Stanley)Документ4 страницыExploration Archaeology (John M. Stanley)henarroОценок пока нет
- FIN330 Analysis 3Документ5 страницFIN330 Analysis 3Jylle AmigoОценок пока нет
- LMG Polyurethane Resins For LPДокумент8 страницLMG Polyurethane Resins For LPLeso Sasa DamljanovicОценок пока нет
- MTU 4R0120 DS125: Diesel Generator SetДокумент4 страницыMTU 4R0120 DS125: Diesel Generator Setsaneesh81Оценок пока нет
- Lm331 AppnoteДокумент8 страницLm331 AppnoteEward KenОценок пока нет
- Brightness Color MeterДокумент4 страницыBrightness Color MeterkmacleonОценок пока нет
- Movement of The EarthДокумент21 страницаMovement of The EarthAqilah Taufik100% (1)
- Lyft Pec FootprintsДокумент1 страницаLyft Pec FootprintsZoran TripunovskiОценок пока нет
- 0053 Dynamics of Commodity Forward CurvesДокумент25 страниц0053 Dynamics of Commodity Forward Curvesamitnp7373Оценок пока нет
- 3 Basic Electrical EngineeringДокумент4 страницы3 Basic Electrical EngineeringJyothsna VayyalaОценок пока нет
- Remote Turbine Vibration Diagnostics Service (Technical Data)Документ22 страницыRemote Turbine Vibration Diagnostics Service (Technical Data)Candra Yanuar SalehОценок пока нет
- Duhem The Aim and Structure of Physical Theory Part II CH 6 PDFДокумент24 страницыDuhem The Aim and Structure of Physical Theory Part II CH 6 PDFxompistasОценок пока нет
- Optical Splitter Whitepaper - 02Документ16 страницOptical Splitter Whitepaper - 02s_waqarОценок пока нет
- Joint Probability Distributions and Random SamplesДокумент22 страницыJoint Probability Distributions and Random SamplesChandrahasa Reddy Thatimakula100% (1)
- Classification of The MeansДокумент5 страницClassification of The Meanserichamilt0n100% (2)
- Acp2011 Final LR NewДокумент72 страницыAcp2011 Final LR NewExodus Kwaku OforiОценок пока нет
- Unit-1 Semiconductor Diodes PDFДокумент103 страницыUnit-1 Semiconductor Diodes PDFRajarao MandaОценок пока нет
- An Introduction To Speech Recognition B. PlannereДокумент69 страницAn Introduction To Speech Recognition B. PlannereVõ Thanh LiêmОценок пока нет
- Technical specifications for JR3 multi-axis force-torque sensor modelsДокумент1 страницаTechnical specifications for JR3 multi-axis force-torque sensor modelsSAN JUAN BAUTISTAОценок пока нет
- Presentation Echometer Gas InterferenceДокумент28 страницPresentation Echometer Gas InterferenceCarolina Junca RodriguezОценок пока нет
- InterpolationДокумент7 страницInterpolationElianne GabbayОценок пока нет
- TM-16 Well Test and Completion DetailsДокумент32 страницыTM-16 Well Test and Completion DetailsKiki AmrullahОценок пока нет
- PV LimitДокумент9 страницPV Limitadam100% (1)
- Boundary Wall DesignДокумент26 страницBoundary Wall DesignAtanu Bhattacharya50% (2)
- AkzoNobel EBS 481 FQ tcm54-30339Документ1 страницаAkzoNobel EBS 481 FQ tcm54-30339Nissim Hazar CasanovaОценок пока нет
- Developmental Lesson Plan: Common Core/PA Standard(s)Документ10 страницDevelopmental Lesson Plan: Common Core/PA Standard(s)api-547027274Оценок пока нет
- 13thPMO Area Ver5Документ3 страницы13thPMO Area Ver5Yinkci Heart Entertainment StudioОценок пока нет
- TP PDFДокумент1 страницаTP PDFRîkèñ PâtélОценок пока нет
- Liquid Retaining Reinforced Concrete Section To BS 8007& BS 8110Документ15 страницLiquid Retaining Reinforced Concrete Section To BS 8007& BS 8110tttmm100% (1)
- C 0024 - TLZ THLZ - 04 08Документ46 страницC 0024 - TLZ THLZ - 04 08Oscar Alvitez DominguezОценок пока нет