Вам также может понравиться
- Manual Técnico del Automóvil - Diccionario Ilustrado de las Nuevas TecnologíasОт EverandManual Técnico del Automóvil - Diccionario Ilustrado de las Nuevas TecnologíasРейтинг: 4.5 из 5 звезд4.5/5 (14)
- Mantenimiento del sistema de arranque del motor del vehículo. TMVG0209От EverandMantenimiento del sistema de arranque del motor del vehículo. TMVG0209Рейтинг: 1 из 5 звезд1/5 (2)
- Torno Fresadora MandrinadoraДокумент39 страницTorno Fresadora MandrinadoraOrlando MollejaОценок пока нет
- Examen Resuelto Del SenescytДокумент381 страницаExamen Resuelto Del SenescytChristian Andrade78% (27)
- Tapizar Muebles 1Документ12 страницTapizar Muebles 1Armando100% (1)
- El TornoДокумент56 страницEl TornoJuan Alvarado LujanОценок пока нет
- Cálculo Redes A. ComprimidoДокумент9 страницCálculo Redes A. ComprimidoYobany López DiazОценок пока нет
- Curso de Izaje Con Excavadora R00Документ124 страницыCurso de Izaje Con Excavadora R00Felix Juan Valentin Paucar Mamani100% (3)
- Torno Paralelo UniversalДокумент15 страницTorno Paralelo UniversalJulio Eberto Lara OviedoОценок пока нет
- Exposicion Del TornoДокумент39 страницExposicion Del Tornocristina martinez100% (1)
- Mantenimiento, preparación y manejo de tractores. AGAH0108От EverandMantenimiento, preparación y manejo de tractores. AGAH0108Оценок пока нет
- Montaje de conjuntos y estructuras fijas o desmontables. FMEE0108От EverandMontaje de conjuntos y estructuras fijas o desmontables. FMEE0108Оценок пока нет
- Torno y FuncionesДокумент51 страницаTorno y FuncionesIsaac Martinez FrancoОценок пока нет
- Protocolo de Revisión de MaterialesДокумент138 страницProtocolo de Revisión de MaterialesunbomberoenmelillaОценок пока нет
- Informe de Tec - Taller MecanizadoДокумент10 страницInforme de Tec - Taller MecanizadoErika Elizabeth100% (1)
- Lab 3 Granete de LatonДокумент24 страницыLab 3 Granete de LatonLuis Egoavil0% (1)
- Introducción AL TORNOДокумент14 страницIntroducción AL TORNOMaryZambranoParra25% (4)
- Torneados-tipos-tornoДокумент19 страницTorneados-tipos-tornoCarolina NavarreteОценок пока нет
- Mecanizado BásicoДокумент22 страницыMecanizado BásicoDavid AstrakoОценок пока нет
- Methods of Design (Cascade and Step by Step)Документ17 страницMethods of Design (Cascade and Step by Step)mets24100% (9)
- Cálculo de esfuerzos y deformaciones de un gato mecánico de 5 toneladasДокумент11 страницCálculo de esfuerzos y deformaciones de un gato mecánico de 5 toneladasMarsselo Quiroz100% (1)
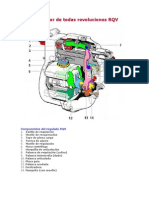
- Partes Ydesmontaje Gobernador RQVДокумент5 страницPartes Ydesmontaje Gobernador RQVCesar Salvador Davila100% (2)
- Cepilladora W - FДокумент32 страницыCepilladora W - Fyesi1188Оценок пока нет
- Alrededor Del TornoДокумент17 страницAlrededor Del TornoSusanaОценок пока нет
- Fresado de LevasДокумент6 страницFresado de LevasEdwin Yaguana0% (1)
- Torno AutomáticoДокумент13 страницTorno AutomáticoAntonino Hernandez Martinez17% (6)
- Caja VT2214 GeneralidadesДокумент6 страницCaja VT2214 GeneralidadesJuan Erick BeltranОценок пока нет
- Tipos de Torno y PartesДокумент8 страницTipos de Torno y PartesGaribay 05Оценок пока нет
- El TornoДокумент10 страницEl TornoKevin MirandaОценок пока нет
- Trabajo Sobre El TornoДокумент18 страницTrabajo Sobre El TornocesarОценок пока нет
- Torno ParaleloДокумент5 страницTorno ParaleloAlexis VivancoОценок пока нет
- Tipos de HornosДокумент8 страницTipos de HornosAngel GlОценок пока нет
- Torno Cepillo y Fresadora y AluminioДокумент13 страницTorno Cepillo y Fresadora y AluminioEder ALOBERОценок пока нет
- Tornos IndustrialesДокумент14 страницTornos IndustrialesMartita AlvarezОценок пока нет
- Partes Del TornoДокумент12 страницPartes Del TornoStephanie AlexandraОценок пока нет
- Que Es El TornoДокумент6 страницQue Es El Tornoharry93543640Оценок пока нет
- Torno Paralelo y Sus AccsesoriosДокумент23 страницыTorno Paralelo y Sus AccsesoriosgeosnovaОценок пока нет
- Torno: máquina clave del mecanizadoДокумент24 страницыTorno: máquina clave del mecanizadoRonnie GuangaОценок пока нет
- CavДокумент8 страницCavOrlando VelecelaОценок пока нет
- Torno Paralelo PDFДокумент21 страницаTorno Paralelo PDFRobert Alejandro50% (2)
- Práctica 1 Investigación de Máquinas y HerramientasДокумент27 страницPráctica 1 Investigación de Máquinas y HerramientasStarterОценок пока нет
- Torno y Máquinas Alesadoras.2Документ19 страницTorno y Máquinas Alesadoras.2Felipe Ortiz100% (1)
- Historia Del Torno 2022Документ9 страницHistoria Del Torno 2022Pablo Noel RojasОценок пока нет
- Torno RevolverДокумент11 страницTorno RevolverRaul Córdova MermaОценок пока нет
- Partes Principales Del TornoДокумент5 страницPartes Principales Del TornoAnderson De la CruzОценок пока нет
- Historia y tipos de tornosДокумент17 страницHistoria y tipos de tornosDidier Lizcano MartinezОценок пока нет
- Restauracion de Torno ConvencionalДокумент8 страницRestauracion de Torno ConvencionalLuis RiverosОценок пока нет
- TORNOДокумент9 страницTORNOAndres DLОценок пока нет
- Torno paralelo: estructura, movimientos y operacionesДокумент7 страницTorno paralelo: estructura, movimientos y operacionesJohn G.Оценок пока нет
- El TornoДокумент21 страницаEl TornoGonzalo LedezmaОценок пока нет
- Tornos IntroducciónДокумент46 страницTornos IntroducciónAlvaro VargasОценок пока нет
- El Torno ParaleloДокумент25 страницEl Torno Paralelocamiloalvarez67% (3)
- Definicion e Historia Del TornoДокумент28 страницDefinicion e Historia Del TornoGhino Xavier Huertas PaicoОценок пока нет
- Torno CNCДокумент6 страницTorno CNCJose Antonio Coronado MancillasОценок пока нет
- Vanessa Viridiana Rivera GonzalezДокумент31 страницаVanessa Viridiana Rivera GonzalezvxnessxglzОценок пока нет
- Tornos EspecialesДокумент15 страницTornos EspecialesYeiska MuñozОценок пока нет
- Manual y prácticas del tornoДокумент25 страницManual y prácticas del tornoAle CamarilloОценок пока нет
- TornosДокумент8 страницTornosSavier GuzmanОценок пока нет
- Torno ParaleloДокумент30 страницTorno ParaleloGilbertoAndresDuarteОценок пока нет
- DESARROLLO Cuestionario TornoДокумент13 страницDESARROLLO Cuestionario TornofahmyleОценок пока нет
- El torneado y sus partes principalesДокумент158 страницEl torneado y sus partes principalesAlejandro Bany100% (1)
- Maquinas HerramientasДокумент69 страницMaquinas HerramientasDaniel SabinoОценок пока нет
- Torno: definición, tipos y partes de la máquina giratoria más anticaДокумент27 страницTorno: definición, tipos y partes de la máquina giratoria más anticaJhampol Rosales MuñozОценок пока нет
- Tipos de TornoДокумент6 страницTipos de TornoJDD GREMORYОценок пока нет
- TORNOДокумент14 страницTORNOJuan Castillo SilvaОценок пока нет
- Word Torno MecanicoДокумент15 страницWord Torno MecanicoCerggy Nureña YépezОценок пока нет
- El TornoДокумент24 страницыEl TornodemainОценок пока нет
- Evidencia 2.1Документ30 страницEvidencia 2.1RaulОценок пока нет
- Torno ParaleloДокумент29 страницTorno ParalelofabiolacdgОценок пока нет
- REPORTE#1Документ9 страницREPORTE#1Juan PerezОценок пока нет
- Torno: Especificaciones y partes principalesДокумент5 страницTorno: Especificaciones y partes principalesSalomon AmbrocioОценок пока нет
- Presuspuesto UNICON ECUADORДокумент10 страницPresuspuesto UNICON ECUADORLuis Fernando LaverdeОценок пока нет
- P 5 SD 8732Документ16 страницP 5 SD 8732Luis Fernando LaverdeОценок пока нет
- Rehabilitacion SisternasДокумент1 страницаRehabilitacion SisternasLuis Fernando LaverdeОценок пока нет
- Reconstruccion y Pintada de TamborДокумент9 страницReconstruccion y Pintada de TamborLuis Fernando LaverdeОценок пока нет
- Metalografia AcerosДокумент14 страницMetalografia AcerosGrolier27Оценок пока нет
- Central El+®ctrica Planta SurДокумент1 страницаCentral El+®ctrica Planta SurLuis Fernando LaverdeОценок пока нет
- UujjyДокумент14 страницUujjyLuis Fernando LaverdeОценок пока нет
- Plantilla Orden de TrabajoДокумент3 страницыPlantilla Orden de TrabajoLuis Fernando LaverdeОценок пока нет
- Nissan - NavaraДокумент7 страницNissan - NavaraLuis Fernando LaverdeОценок пока нет
- Autorizacion para Revision Vehicular BMWДокумент1 страницаAutorizacion para Revision Vehicular BMWLuis Fernando Laverde100% (1)
- 05 Regimen Patrimonial de Sociedad ConyugalДокумент10 страниц05 Regimen Patrimonial de Sociedad ConyugalWilliam PardoОценок пока нет
- Tabla TraducirДокумент1 страницаTabla TraducirLuis Fernando LaverdeОценок пока нет
- FICHA TECNICA Bomba HidraulicaДокумент4 страницыFICHA TECNICA Bomba HidraulicaLuis Fernando Laverde100% (1)
- Corriente MotoresДокумент1 страницаCorriente MotoresLuis Fernando LaverdeОценок пока нет
- PfcatДокумент1 страницаPfcatLuis Fernando LaverdeОценок пока нет
- PfdeutzДокумент1 страницаPfdeutzLuis Fernando LaverdeОценок пока нет
- Indicaciones Generales 2016B ENDДокумент1 страницаIndicaciones Generales 2016B ENDLuis Fernando LaverdeОценок пока нет
- Ejercicios en Clase de MaximosДокумент20 страницEjercicios en Clase de MaximosLuis Fernando Laverde0% (1)
- Proyecto 1Документ1 страницаProyecto 1Luis Fernando LaverdeОценок пока нет
- Examen Salesiana PDFДокумент8 страницExamen Salesiana PDFLuis Fernando LaverdeОценок пока нет
- Indicaciones Generales 2016B ENDДокумент1 страницаIndicaciones Generales 2016B ENDLuis Fernando LaverdeОценок пока нет
- Deb EresДокумент4 страницыDeb EresLuis Fernando LaverdeОценок пока нет
- Prueba BasicoДокумент3 страницыPrueba BasicoLuis Fernando LaverdeОценок пока нет
- Actividad Refrigeración Industrial 2º Bimestre Semestre 2017BДокумент1 страницаActividad Refrigeración Industrial 2º Bimestre Semestre 2017BLuis Fernando LaverdeОценок пока нет
- Balance Energetico Ecuador 2016Документ3 страницыBalance Energetico Ecuador 2016Luis Fernando LaverdeОценок пока нет
- Qatar PresentacionДокумент62 страницыQatar PresentacionLuis Fernando LaverdeОценок пока нет
- Historia Control AutomaticoДокумент2 страницыHistoria Control AutomaticoLuis Fernando LaverdeОценок пока нет
- TP3 RemMaterialДокумент3 страницыTP3 RemMaterialCristopher Becerra SalvadorОценок пока нет
- 10 Pasos para Reparar Un Auto Que No EnciendeДокумент7 страниц10 Pasos para Reparar Un Auto Que No EnciendeChristian Pavel Raico ChoqueОценок пока нет
- TaladradoraДокумент20 страницTaladradoraJoel Honorio MarinОценок пока нет
- La FresadoraДокумент14 страницLa FresadoraCharly SantosОценок пока нет
- Folleto FresadoraДокумент13 страницFolleto FresadoraArlen FonsecaОценок пока нет
- Gruas PorticoДокумент8 страницGruas PorticoBryanyMariaОценок пока нет
- Clasificación de LevasДокумент5 страницClasificación de LevasVictor M Barraza GtzОценок пока нет
- Tipos de Tornillos Sin FinДокумент5 страницTipos de Tornillos Sin FinChristian David100% (2)
- Componentes Cadenas BehДокумент3 страницыComponentes Cadenas BehStephanieMelissaОценок пока нет
- EJERCICIOS NEUMATICA Taller de Clase EjemplosДокумент3 страницыEJERCICIOS NEUMATICA Taller de Clase EjemplosdevidОценок пока нет
- Curso de Guardias de SeguridadДокумент6 страницCurso de Guardias de SeguridadClaudia Patricia Tapia RiveraОценок пока нет
- 10 Herramientas Manuales PDFДокумент34 страницы10 Herramientas Manuales PDFCristian Joel IlbayОценок пока нет
- Machuelos y DadosДокумент42 страницыMachuelos y Dadosumaes100% (1)
- Truper 3Документ80 страницTruper 3Alex RojasОценок пока нет
- Mecanizado PiezasДокумент15 страницMecanizado Piezastorico74Оценок пока нет
- Referencias Del Torno CopiadorДокумент9 страницReferencias Del Torno CopiadorrousbelОценок пока нет
- Tutorial para Maquinado en Torno Dynamyte 3000Документ8 страницTutorial para Maquinado en Torno Dynamyte 3000Antonio Juan AntonioОценок пока нет
- Forjado de CincelДокумент7 страницForjado de CincelJuan Jose Estrada LazoОценок пока нет
- Informe de Taller #1Документ23 страницыInforme de Taller #1Miguel Angel Casimiro PinedaОценок пока нет