Вам также может понравиться
- Plastic Injection Mold Design for Toolmakers - Volume II: Plastic Injection Mold Design for Toolmakers, #2От EverandPlastic Injection Mold Design for Toolmakers - Volume II: Plastic Injection Mold Design for Toolmakers, #2Оценок пока нет
- MT - Lab ManualДокумент76 страницMT - Lab ManualKhalit JamundeОценок пока нет
- Learn Critical Aspects of Pattern and Mould Making in FoundryОт EverandLearn Critical Aspects of Pattern and Mould Making in FoundryОценок пока нет
- MFG Casting - SparkAcademyДокумент156 страницMFG Casting - SparkAcademybenОценок пока нет
- Plastic Injection Mold Design for Toolmakers - Volume III: Plastic Injection Mold Design for Toolmakers, #3От EverandPlastic Injection Mold Design for Toolmakers - Volume III: Plastic Injection Mold Design for Toolmakers, #3Оценок пока нет
- Metal Casting TechnologyДокумент6 страницMetal Casting TechnologyYENIMIREDDY LOKESHREDDY 17BME0767Оценок пока нет
- Chapter 6Документ17 страницChapter 6GemedaОценок пока нет
- Manufacturing ProcessesДокумент134 страницыManufacturing ProcessesB J ISAC ABRAHAM PAULОценок пока нет
- Pattern - WordPressДокумент17 страницPattern - WordPressjayakumarОценок пока нет
- 2types of Molding Sand, Patterns and Pattern Allowances Etc.Документ5 страниц2types of Molding Sand, Patterns and Pattern Allowances Etc.rushabhkhotОценок пока нет
- Experiment: - 1: Process. It May Also Be Defined As A Model Around Which A SandДокумент7 страницExperiment: - 1: Process. It May Also Be Defined As A Model Around Which A SandSuraj Dubey0% (1)
- Casting and Foundry TechnologyДокумент52 страницыCasting and Foundry TechnologyAnonymous f1UCK4Оценок пока нет
- ME8351 Manufacturing Technology I Unit I Metal Casting ProcessesДокумент7 страницME8351 Manufacturing Technology I Unit I Metal Casting ProcessesAyyanrajОценок пока нет
- PROJ-DOC-PRsoft Copy of Project Report PDFДокумент42 страницыPROJ-DOC-PRsoft Copy of Project Report PDFjethwa999_62474255Оценок пока нет
- 3 Units NotesДокумент159 страниц3 Units NotesRaja RamОценок пока нет
- Blow Molding Design GuidlinesДокумент13 страницBlow Molding Design Guidlinesmayank123Оценок пока нет
- MGF Notes - 1Документ79 страницMGF Notes - 1A ABHISHEK MARSHALLОценок пока нет
- Plastic Part DesignДокумент10 страницPlastic Part Designalidani_1Оценок пока нет
- Assistant Professor Mechanical Department: Mr. G. Aravind ReddyДокумент67 страницAssistant Professor Mechanical Department: Mr. G. Aravind ReddySai RamОценок пока нет
- Found AryДокумент14 страницFound Aryluv_leo007Оценок пока нет
- Manuafcturing Science 1 - Metal CastingДокумент28 страницManuafcturing Science 1 - Metal CastingSudit SharmaОценок пока нет
- Blow Molding Design Guide: Blow Molding Is A Simple Five-Step SequenceДокумент9 страницBlow Molding Design Guide: Blow Molding Is A Simple Five-Step SequencemaufinottiОценок пока нет
- Sand Casting A4 LowДокумент2 страницыSand Casting A4 LowNaqi ShaukatОценок пока нет
- CastingДокумент30 страницCastingwatcharpОценок пока нет
- Unit 1 Notes MTДокумент25 страницUnit 1 Notes MTRathesh Priyan KОценок пока нет
- Bayero University Kano: Manufacturing Processes Lab Report Group D 19/03/2021Документ14 страницBayero University Kano: Manufacturing Processes Lab Report Group D 19/03/2021mukhtar bashir mustaphaОценок пока нет
- Description of Machining Process: Figure 1 - Face Milling ProcessДокумент7 страницDescription of Machining Process: Figure 1 - Face Milling ProcessAmirul SyakirОценок пока нет
- HPDCdesign Basic PrinciplesДокумент9 страницHPDCdesign Basic PrinciplesGanesan ThangasamyОценок пока нет
- CastingДокумент65 страницCastingsamurai7_77Оценок пока нет
- 4 - Casting Processes & EquipmentДокумент66 страниц4 - Casting Processes & EquipmentAzooОценок пока нет
- Notes MT Module I - KTUДокумент47 страницNotes MT Module I - KTURagesh Dudu100% (1)
- Tool and Die Design NotesДокумент23 страницыTool and Die Design NotesAnand Karn Ak100% (1)
- 2.17. Design Procedure For Progressive DiesДокумент2 страницы2.17. Design Procedure For Progressive DiesAnand Prajapati100% (1)
- Manufacturing Process of An Automobile ComponentДокумент29 страницManufacturing Process of An Automobile ComponentShiva BharathОценок пока нет
- Manufacturing Process MESCETДокумент22 страницыManufacturing Process MESCETSarvan P PОценок пока нет
- Devraj Yadav - PCME302 - CA1Документ13 страницDevraj Yadav - PCME302 - CA1devraj10010713Оценок пока нет
- Stationary Clamp ReportДокумент21 страницаStationary Clamp Reportapi-233198198Оценок пока нет
- Design Tips Guide 2015Документ12 страницDesign Tips Guide 2015Ba BuОценок пока нет
- Pattern Making &foundaryДокумент26 страницPattern Making &foundaryAshish SinghОценок пока нет
- 7 Nptel CastingДокумент26 страниц7 Nptel CastingmayilsvhecОценок пока нет
- RTV Molds Using RPДокумент4 страницыRTV Molds Using RPhappydude7632Оценок пока нет
- Injection Molding ProjectДокумент9 страницInjection Molding ProjectJosh CastleОценок пока нет
- Experiment No 1 - ManualДокумент6 страницExperiment No 1 - ManualVivekumОценок пока нет
- Manufacturing Process Btech MG University QP SolvedДокумент24 страницыManufacturing Process Btech MG University QP SolvedAnonymous f1UCK4100% (2)
- Unit 1 Casting ProcessДокумент77 страницUnit 1 Casting ProcessAquib AhmedОценок пока нет
- Molding Design GuideДокумент11 страницMolding Design GuideMichael ZhangОценок пока нет
- Overviews: Estimators Parts Widgets Processes Materials Suppliers NewsДокумент113 страницOverviews: Estimators Parts Widgets Processes Materials Suppliers Newsrupesh89890% (1)
- Solidworks Multibody Sheet Metal DesignДокумент13 страницSolidworks Multibody Sheet Metal DesignSilas CurfmanОценок пока нет
- Eyelet DrawingДокумент49 страницEyelet DrawingPra Vee33% (3)
- Foundary WorkshopДокумент37 страницFoundary WorkshopAsmitaОценок пока нет
- ME 192 Odd Sem Workshop Manual 2013 2014 For 1st YearДокумент27 страницME 192 Odd Sem Workshop Manual 2013 2014 For 1st YearRajib Mandal100% (1)
- Sand CastingДокумент45 страницSand CastingjmmshahОценок пока нет
- Sand Casting: Over 70% of All Metal Castings Are Produced Via A Sand Casting ProcessДокумент45 страницSand Casting: Over 70% of All Metal Castings Are Produced Via A Sand Casting ProcessSUNDRAMNAGAОценок пока нет
- A Conceptual Design of Pattern To Replace Investment CastingДокумент19 страницA Conceptual Design of Pattern To Replace Investment Casting113314Оценок пока нет
- Sand CastingДокумент45 страницSand CastingwinasharОценок пока нет
- Critical Aspects in Simulating Cold Working Processes For Screws and BoltsДокумент4 страницыCritical Aspects in Simulating Cold Working Processes For Screws and BoltsstefanomazzalaiОценок пока нет
- Foundry Asguest57564 Download: Share Add To Flagembed Views: 5846 Category: EducationДокумент9 страницFoundry Asguest57564 Download: Share Add To Flagembed Views: 5846 Category: EducationGurjinder SinghОценок пока нет
- Plastic Design Guidelines For Automotive ComponentsДокумент26 страницPlastic Design Guidelines For Automotive Componentsvumrane100% (12)
- Call Letter For InterviewДокумент1 страницаCall Letter For InterviewSumeet SainiОценок пока нет
- Covid 19 RajkotДокумент4 страницыCovid 19 RajkotSumeet SainiОценок пока нет
- (Ebook) Catia Tutorial PDFДокумент38 страниц(Ebook) Catia Tutorial PDFmahesh89% (57)
- Slides Sep2014 AbhiДокумент19 страницSlides Sep2014 AbhiSumeet SainiОценок пока нет
- Indian Novel Writers and Their Contribution Salman RushdieДокумент6 страницIndian Novel Writers and Their Contribution Salman RushdieSumeet SainiОценок пока нет
- Defects Count Cumulative Amount Cummulative % Dent 1000 1000 39% Rust 900 1900 75% Plating 500 2400 94% Od 100 2500 98% Crack 50 2550 100% Total 2550Документ3 страницыDefects Count Cumulative Amount Cummulative % Dent 1000 1000 39% Rust 900 1900 75% Plating 500 2400 94% Od 100 2500 98% Crack 50 2550 100% Total 2550Sumeet SainiОценок пока нет
- 2.5third Angle ProjectionДокумент6 страниц2.5third Angle ProjectionSumeet Saini0% (1)
- Online Student RegistrationДокумент1 страницаOnline Student RegistrationSumeet SainiОценок пока нет
- Rules and Concepts of GD&TДокумент31 страницаRules and Concepts of GD&TSumeet Saini75% (4)
- DFMEAДокумент2 страницыDFMEASumeet SainiОценок пока нет
- ch12Документ10 страницch12Sumeet SainiОценок пока нет
- Tolerance Stackup AnalysisДокумент1 страницаTolerance Stackup AnalysisSumeet Saini100% (1)
- Eng Castingdesign RibsДокумент3 страницыEng Castingdesign RibsSumeet SainiОценок пока нет
- ch12Документ10 страницch12Sumeet SainiОценок пока нет
- List of NADCA Standards, Guidelines & Chec Klists: ToolingДокумент1 страницаList of NADCA Standards, Guidelines & Chec Klists: ToolingSumeet SainiОценок пока нет
- Northern Railway Jagadhri Workshop Auction ...Документ121 страницаNorthern Railway Jagadhri Workshop Auction ...mitzz39Оценок пока нет
- Chapter 3 Qualitative Process AnalysisДокумент27 страницChapter 3 Qualitative Process AnalysisJesica RafananОценок пока нет
- PF-9497 Chrysler PDFДокумент10 страницPF-9497 Chrysler PDFGustavo PereiraОценок пока нет
- HDD Tool CatalogДокумент56 страницHDD Tool CatalogYeison Llerena ArevalosОценок пока нет
- 3WT AcbДокумент12 страниц3WT AcbMutharasan VishnuОценок пока нет
- Canam Purlins and Girts Catalogue CanadaДокумент0 страницCanam Purlins and Girts Catalogue CanadasaivanvalendezОценок пока нет
- Marketingul MobileДокумент8 страницMarketingul MobileIuliana DimaОценок пока нет
- Is 3601.2006Документ21 страницаIs 3601.2006kprasad_56900Оценок пока нет
- Review On Edg PDFДокумент8 страницReview On Edg PDFBibekanand PadhiОценок пока нет
- OrgДокумент2 страницыOrgCariza Caballero100% (1)
- Connaect Third Edition 2009Документ92 страницыConnaect Third Edition 2009Alin GiumancaОценок пока нет
- Design Research Guide (Arch. Sampan)Документ40 страницDesign Research Guide (Arch. Sampan)crono66Оценок пока нет
- All SAP Transaction Codes With Report and Description For MДокумент28 страницAll SAP Transaction Codes With Report and Description For MsanbharasОценок пока нет
- ITIL Reviews QuestionsДокумент7 страницITIL Reviews Questionsabhash24Оценок пока нет
- Digital India1Документ19 страницDigital India1RamanОценок пока нет
- Metro de Madrid PresentationДокумент39 страницMetro de Madrid PresentationMarton CavaniОценок пока нет
- RFP For Data Analytics V2.0Документ55 страницRFP For Data Analytics V2.0Tayyab SaeedОценок пока нет
- Usg Ceilings Systems Catalog en SC2000Документ302 страницыUsg Ceilings Systems Catalog en SC2000R Kar HeinОценок пока нет
- Safe Work Method Statement WorksheetДокумент7 страницSafe Work Method Statement WorksheetianllagasОценок пока нет
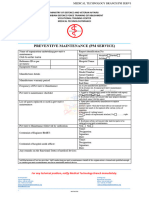
- Preventive Maintenance (PM Service)Документ2 страницыPreventive Maintenance (PM Service)jim tauОценок пока нет
- Aircraft Design: T/WДокумент47 страницAircraft Design: T/WYakОценок пока нет
- Aircraft Ignition Systems FinalДокумент17 страницAircraft Ignition Systems Finalvinithakrishnan100% (1)
- Aviation InsuranceДокумент30 страницAviation Insurancelaxmi sambreОценок пока нет
- Designing Customer Focus at KONEДокумент15 страницDesigning Customer Focus at KONETushar MalhotraОценок пока нет
- SIEMENS D3 Onshore Brochure enДокумент5 страницSIEMENS D3 Onshore Brochure enGalembsОценок пока нет
- Glotut 01 AnsДокумент2 страницыGlotut 01 AnsJean LawОценок пока нет
- Dell Precision 670 SpecsДокумент2 страницыDell Precision 670 SpecsRayirth DghОценок пока нет
- 3 Aluminium Extrusion Connecting ElementsДокумент45 страниц3 Aluminium Extrusion Connecting ElementsZayene KhmaisОценок пока нет
- Carter Products Jet Bandsaw Guide Conversion Kit Installation InstructionsДокумент2 страницыCarter Products Jet Bandsaw Guide Conversion Kit Installation Instructionstravis_gant3547Оценок пока нет
- Kumar: AGC Simulator Price-Based Operation-Part 11: Case Study ResultsДокумент6 страницKumar: AGC Simulator Price-Based Operation-Part 11: Case Study ResultsLeela KrishnaОценок пока нет
- CATIA V5-6R2015 Basics - Part I : Getting Started and Sketcher WorkbenchОт EverandCATIA V5-6R2015 Basics - Part I : Getting Started and Sketcher WorkbenchРейтинг: 4 из 5 звезд4/5 (10)
- AutoCAD 2010 Tutorial Series: Drawing Dimensions, Elevations and SectionsОт EverandAutoCAD 2010 Tutorial Series: Drawing Dimensions, Elevations and SectionsОценок пока нет
- Certified Solidworks Professional Advanced Weldments Exam PreparationОт EverandCertified Solidworks Professional Advanced Weldments Exam PreparationРейтинг: 5 из 5 звезд5/5 (1)
- Product Manufacturing and Cost Estimating using CAD/CAE: The Computer Aided Engineering Design SeriesОт EverandProduct Manufacturing and Cost Estimating using CAD/CAE: The Computer Aided Engineering Design SeriesРейтинг: 4 из 5 звезд4/5 (4)