Вам также может понравиться
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (890)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (344)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (265)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2219)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (119)
- Tappi 550Документ8 страницTappi 550Alberto Koji TakakuraОценок пока нет
- Aircraft Flight Dynamics 2015 - 04 - 13 PDFДокумент34 страницыAircraft Flight Dynamics 2015 - 04 - 13 PDFShoeb Ahmed SyedОценок пока нет
- Viscoelastic Modeling of Flexible Pavement With Abaqus PDFДокумент143 страницыViscoelastic Modeling of Flexible Pavement With Abaqus PDFcabrel TokamОценок пока нет
- The Diametral Clearance Repartition in Single Row Ball Barings With 2, 3 or 4 Point ContactДокумент5 страницThe Diametral Clearance Repartition in Single Row Ball Barings With 2, 3 or 4 Point Contactdaniel rezmires100% (1)
- Blackbody RadiationДокумент2 страницыBlackbody RadiationstosicdusanОценок пока нет
- 2.2 - Mathematical Modeling & Transfer Function PDFДокумент25 страниц2.2 - Mathematical Modeling & Transfer Function PDFFatinnnnnn100% (1)
- Title Composite Material Data Sheets TabДокумент7 страницTitle Composite Material Data Sheets TabffontanaОценок пока нет
- Nonlinear Continuum Mechanics Nonlinear Continuum Mechanics: 2. MotionДокумент68 страницNonlinear Continuum Mechanics Nonlinear Continuum Mechanics: 2. Motionahmadomar89Оценок пока нет
- NPL Testing Demonstrates The Flir Gf320 Meets Epa Ooooa StandardsДокумент2 страницыNPL Testing Demonstrates The Flir Gf320 Meets Epa Ooooa StandardsjimmymorelosОценок пока нет
- 1.5 Feynman Diagrams WorksheetДокумент4 страницы1.5 Feynman Diagrams WorksheetVishnu Kaushik100% (2)
- Design of Storm Water Drains for Bangaluru Campus ZonesДокумент4 страницыDesign of Storm Water Drains for Bangaluru Campus Zonessalmaan mastanОценок пока нет
- Leven William F 200605 PHD PDFДокумент132 страницыLeven William F 200605 PHD PDFDeni ChanОценок пока нет
- Motion in A Straight Line: Imp. September - 2012Документ3 страницыMotion in A Straight Line: Imp. September - 2012nitin finoldОценок пока нет
- Casing Data SheetДокумент19 страницCasing Data Sheetdursosono50% (2)
- Turning FlightДокумент12 страницTurning FlightD ARUL KUMARESANОценок пока нет
- Qualification of Innovative Floating Substructures For 10MW Wind Turbines and Water Depths Greater Than 50mДокумент41 страницаQualification of Innovative Floating Substructures For 10MW Wind Turbines and Water Depths Greater Than 50mjuho jungОценок пока нет
- ASTM C 226 - 02 Standard Speci Cation For Air-Entraining Additions For Use in The Manufacture of Air-Entraining Hydraulic CementДокумент4 страницыASTM C 226 - 02 Standard Speci Cation For Air-Entraining Additions For Use in The Manufacture of Air-Entraining Hydraulic CementfilipeОценок пока нет
- Harmonic Patterns GuideДокумент51 страницаHarmonic Patterns GuideUNSA MANI SAON88% (8)
- Matrix Algebra ExplainedДокумент37 страницMatrix Algebra Explainedrks_rmrctОценок пока нет
- CH203 Fall 2014 NMR Practice Quiz 1Документ8 страницCH203 Fall 2014 NMR Practice Quiz 1BUCH203100% (1)
- The Oxford Solid State Basics, Solution ManualДокумент199 страницThe Oxford Solid State Basics, Solution Manualolvann86% (22)
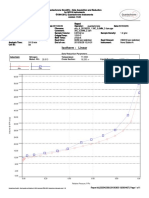
- GraphIsotherm Linear STTN - A - 20150226 - 1 30C - 0,5MM - 3 JamДокумент1 страницаGraphIsotherm Linear STTN - A - 20150226 - 1 30C - 0,5MM - 3 JamYunus HidayatОценок пока нет
- Lyapunov Stability AnalysisДокумент17 страницLyapunov Stability AnalysisumeshgangwarОценок пока нет
- Limit Test of Arsenic and Lead: - Tashi (91901263048)Документ17 страницLimit Test of Arsenic and Lead: - Tashi (91901263048)Tshering Yangzom NamdaОценок пока нет
- IMD Product Manual (Obsolete - For Reference Only)Документ4 страницыIMD Product Manual (Obsolete - For Reference Only)Jonathan LujanОценок пока нет
- Cantilever Discussion and ResultДокумент12 страницCantilever Discussion and ResultYewHang SooОценок пока нет
- AttachmentДокумент46 страницAttachmentaaaОценок пока нет
- Proper Orthogonal DecompositionДокумент10 страницProper Orthogonal DecompositionKenry Xu ChiОценок пока нет
- Evidence My Presentation OutlineДокумент6 страницEvidence My Presentation OutlineJavier Alexis Herrera0% (1)
- DB Concept NehasishДокумент23 страницыDB Concept NehasishNehasish SahuОценок пока нет