Вам также может понравиться
- (732-Itp-40 (V-6905) 42000-SNG-69-42000P-MS-5733-504-0000-06Документ10 страниц(732-Itp-40 (V-6905) 42000-SNG-69-42000P-MS-5733-504-0000-06sathi11189Оценок пока нет
- Field Installation, Inspection & Test PlanДокумент2 страницыField Installation, Inspection & Test PlanSaiful Ahda100% (1)
- Itp For Painting - FДокумент5 страницItp For Painting - FMudabbir HussainОценок пока нет
- MARAFIQ Piping Specification DetailsДокумент14 страницMARAFIQ Piping Specification DetailsjaseelОценок пока нет
- EQUIPMENT: Tube Bundle For Shell &tube HX Titile: Inspection Test Plan Item: 6112-E-02Документ6 страницEQUIPMENT: Tube Bundle For Shell &tube HX Titile: Inspection Test Plan Item: 6112-E-02Khalilahmad KhatriОценок пока нет
- Mechanical WIP ChecklistsДокумент20 страницMechanical WIP ChecklistsJovani G. BallonОценок пока нет
- Insulation Resistance Test FormДокумент1 страницаInsulation Resistance Test FormJohny AdvientoОценок пока нет
- Bus Duct Inspection Test PlanДокумент2 страницыBus Duct Inspection Test PlankamlОценок пока нет
- (Painting Works) : Inspection and Test PlanДокумент2 страницы(Painting Works) : Inspection and Test Planrize1159Оценок пока нет
- Inspection & Test Plan for Chilled Water Expansion TanksДокумент1 страницаInspection & Test Plan for Chilled Water Expansion TanksvictorОценок пока нет
- Package SsДокумент2 страницыPackage SsNagaraj VjОценок пока нет
- Project Internal Audit Procedure: SheetalkumarДокумент4 страницыProject Internal Audit Procedure: SheetalkumarTwin BullsОценок пока нет
- Itp Ralgo HssДокумент5 страницItp Ralgo Hssmark quijlvoОценок пока нет
- Itp - Electrical Second FixДокумент4 страницыItp - Electrical Second Fixirfan vpОценок пока нет
- Upgrade Waste Water Systems Electrical Tie-InsДокумент75 страницUpgrade Waste Water Systems Electrical Tie-InsHaleem Ur Rashid Bangash100% (1)
- PO No 2037-PL-PL-0058 Inspection Notification No-015 r1 PDFДокумент1 страницаPO No 2037-PL-PL-0058 Inspection Notification No-015 r1 PDFDadaso Baburao JamdarОценок пока нет
- Coke Crusher - Lubrication Pumps Run in TestДокумент26 страницCoke Crusher - Lubrication Pumps Run in TestsayedОценок пока нет
- Engine Generator Set Inspection Checklist: Section A - Customer DataДокумент2 страницыEngine Generator Set Inspection Checklist: Section A - Customer Datasri_lntОценок пока нет
- Quality Plan and Checklist (HVAC) - Sandvik G BlockДокумент3 страницыQuality Plan and Checklist (HVAC) - Sandvik G BlockParasОценок пока нет
- RFI For 18.03.2014 Piping, Welding at SESA FabДокумент4 страницыRFI For 18.03.2014 Piping, Welding at SESA Fabmuhammedemraan100% (1)
- Portacabin Inspection ChecklistДокумент2 страницыPortacabin Inspection ChecklistApm FoumilОценок пока нет
- Inspected by QCP Approval 1-APC 1-Employer (APC) 2 - DAR 2 - Engineer (DAR) 3 - Contractor (NEGEMCO) 4 - Vendor 5 - Third PartyДокумент6 страницInspected by QCP Approval 1-APC 1-Employer (APC) 2 - DAR 2 - Engineer (DAR) 3 - Contractor (NEGEMCO) 4 - Vendor 5 - Third PartyAhmad DagamsehОценок пока нет
- KP-00+++-CQ712-B7357-Rev 0-ITP For CB Installation WorksДокумент3 страницыKP-00+++-CQ712-B7357-Rev 0-ITP For CB Installation WorksUtku Can KılıçОценок пока нет
- FQP GeneralДокумент21 страницаFQP GeneralgaladrialОценок пока нет
- ITP Plan - FF PDFДокумент7 страницITP Plan - FF PDFAltaf KhanОценок пока нет
- Jacking Procedurefor Construction of Tanks OLDДокумент10 страницJacking Procedurefor Construction of Tanks OLDVikram RangasamyОценок пока нет
- Request For Inspection: Fixing of Tower Crane Tie-Ins at ColumnsДокумент3 страницыRequest For Inspection: Fixing of Tower Crane Tie-Ins at ColumnsUr FriendОценок пока нет
- Itp Electrical SwitchgearДокумент4 страницыItp Electrical SwitchgearpertmasterОценок пока нет
- Procedure for hydro & pneumatic tank testingДокумент3 страницыProcedure for hydro & pneumatic tank testingNupesh katreОценок пока нет
- Wartsila India Ltd Boiler Hydro Test ProcedureДокумент2 страницыWartsila India Ltd Boiler Hydro Test ProcedureKarthi KeyanОценок пока нет
- Package 2s E0001 - Jupiter DCR 30-10-2021Документ96 страницPackage 2s E0001 - Jupiter DCR 30-10-2021senthilОценок пока нет
- Epoxy 2pk Primer PDFДокумент2 страницыEpoxy 2pk Primer PDFarhan4888Оценок пока нет
- Prosedur Penetran TestingДокумент11 страницProsedur Penetran TestingIkhsan DalimuntheОценок пока нет
- Standard Inspection and Test Plan For Api6D Valves: A GSL Company - Quality EndorsedДокумент4 страницыStandard Inspection and Test Plan For Api6D Valves: A GSL Company - Quality EndorsednithyaОценок пока нет
- G. Std. ITP For Pipeline Job PDFДокумент4 страницыG. Std. ITP For Pipeline Job PDFAnonymous 4e7GNjzGWОценок пока нет
- Site Inspection Test PlanДокумент24 страницыSite Inspection Test Planprabu palaniswamyОценок пока нет
- EXternal ITP PDFДокумент8 страницEXternal ITP PDFjaineranaОценок пока нет
- Chemical Resistance (LLDPE) PDFДокумент24 страницыChemical Resistance (LLDPE) PDFrubyshreeОценок пока нет
- A05 004 Inspection Test Plan Shell Tube Heat Exchangers 5 210D HA 01 A B C D PDFДокумент14 страницA05 004 Inspection Test Plan Shell Tube Heat Exchangers 5 210D HA 01 A B C D PDFfdfazfzОценок пока нет
- ITP Heat ExchangerДокумент1 страницаITP Heat Exchangersarmad009Оценок пока нет
- Pttep Painitng of Offshore FacilitiesДокумент66 страницPttep Painitng of Offshore FacilitiesSufianОценок пока нет
- KOC-CGCC-BRANTON-GC15 Test Package DocumentsДокумент13 страницKOC-CGCC-BRANTON-GC15 Test Package DocumentsVISHNUPRASAD ARAKKAL MOHANDASОценок пока нет
- Water Tightness Test Report For Water Retaining StructureДокумент2 страницыWater Tightness Test Report For Water Retaining StructureLakshithaGonapinuwalaWithanageОценок пока нет
- Inspection & Test Plan For Equipment Erection (Static) : ITP NO.:-9560/SITE/QAC/029/ITP-15Документ4 страницыInspection & Test Plan For Equipment Erection (Static) : ITP NO.:-9560/SITE/QAC/029/ITP-15Shubham ShuklaОценок пока нет
- Scaffold ChecklistДокумент5 страницScaffold ChecklistMohamed GhariebОценок пока нет
- Test Package - NEWДокумент14 страницTest Package - NEWDilshad AhemadОценок пока нет
- Nde Plan: Joint Number / Parts Before PWHT After PWHT RT Paut UT MT PT PMI RT MTДокумент2 страницыNde Plan: Joint Number / Parts Before PWHT After PWHT RT Paut UT MT PT PMI RT MTfizanlaminОценок пока нет
- PQP Flow ChartДокумент1 страницаPQP Flow ChartFIRMANSYAHОценок пока нет
- Main Inspection Test Plan SampleДокумент2 страницыMain Inspection Test Plan SampleMuhd AfiqОценок пока нет
- Al-Uqlah Central Processing Facility Water Level & Settlement TableДокумент12 страницAl-Uqlah Central Processing Facility Water Level & Settlement TableSantosh Kumar BogelaОценок пока нет
- ITP For Mild Steel Pipe WorksДокумент4 страницыITP For Mild Steel Pipe WorksKumar AbhishekОценок пока нет
- Handover To QAQC-Anand KumarДокумент6 страницHandover To QAQC-Anand KumarAnonymous fBkcEze1Оценок пока нет
- QIPДокумент9 страницQIPzahid_497Оценок пока нет
- FGD Project at 2X 525 MW MPL: Document Title: FQP For General Structural Works of FGDДокумент10 страницFGD Project at 2X 525 MW MPL: Document Title: FQP For General Structural Works of FGDBhanu Pratap Choudhury100% (1)
- Saudi Aramco Typical Inspection Plan: Pneumatic Pressure Testing SATIP-A-004-01 MechanicalДокумент10 страницSaudi Aramco Typical Inspection Plan: Pneumatic Pressure Testing SATIP-A-004-01 MechanicalTariqMalikОценок пока нет
- Cable Tray InstallationДокумент1 страницаCable Tray InstallationNaeemОценок пока нет
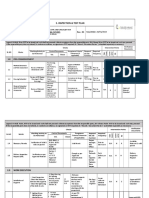
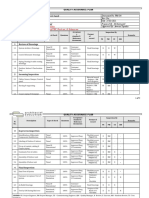
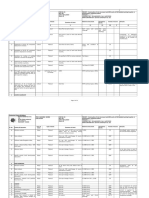
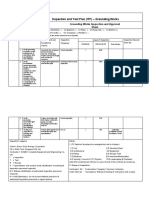
- Grounding Works ITP Inspection PlanДокумент2 страницыGrounding Works ITP Inspection PlanElisco Pher SalmasanОценок пока нет
- E3 Sample NOI for HPU Type TestДокумент1 страницаE3 Sample NOI for HPU Type TestIsaac EdusahОценок пока нет
- Quality Assurance PlanДокумент6 страницQuality Assurance Planvkrishnamoorthy100% (2)
- Sample QAPДокумент3 страницыSample QAPsniperiОценок пока нет
- A Complete Guide To Volume Price Analysi - A. CoullingДокумент242 страницыA Complete Guide To Volume Price Analysi - A. CoullingGiundat Giun Dat97% (128)
- Comparison of Brayton Cycle With Otto CycleДокумент7 страницComparison of Brayton Cycle With Otto CycleIzzadAfif1990Оценок пока нет
- Course Manual 2012Документ144 страницыCourse Manual 2012IzzadAfif1990Оценок пока нет
- PLANNED MEALS AND GROCERY LIST FOR EAT CLEAN CHALLENGE WEEK 1Документ7 страницPLANNED MEALS AND GROCERY LIST FOR EAT CLEAN CHALLENGE WEEK 1IzzadAfif1990Оценок пока нет
- AussieДокумент1 страницаAussieIzzadAfif1990Оценок пока нет
- GEA33861 - Fuel Flexible Gas Turbines As Enablers For A Low Carbon Energy EcosystemДокумент16 страницGEA33861 - Fuel Flexible Gas Turbines As Enablers For A Low Carbon Energy EcosystemStephen MwangiОценок пока нет
- Gea32885 Bouchain Whitepaper Final Aug 2016 PDFДокумент8 страницGea32885 Bouchain Whitepaper Final Aug 2016 PDFMd. Humayun Kabir ChowdhuryОценок пока нет
- Cranfield University: Piston Engines Module Lecture NotesДокумент242 страницыCranfield University: Piston Engines Module Lecture NotesIzzadAfif1990Оценок пока нет
- SETO PTES Workshop Doug Hofer GEДокумент7 страницSETO PTES Workshop Doug Hofer GEIzzadAfif1990Оценок пока нет
- Donchian Trading GuidelinesДокумент9 страницDonchian Trading GuidelinesIzzadAfif1990Оценок пока нет
- 7ha Power Plants: Combined Cycle Efficiency Simple Cycle OutputДокумент1 страница7ha Power Plants: Combined Cycle Efficiency Simple Cycle Outputabhisheks5987Оценок пока нет
- Gas Turb 14Документ379 страницGas Turb 14IzzadAfif1990Оценок пока нет
- Heavy Duty Gas Turbine: Outstanding Combined Cycle Efficiency 64% For Reduced Customer Carbon FootprintДокумент1 страницаHeavy Duty Gas Turbine: Outstanding Combined Cycle Efficiency 64% For Reduced Customer Carbon FootprintIzzadAfif1990Оценок пока нет
- Decarbonizing Gas Turbines Through Carbon Capture: A Pathway To Lower COДокумент14 страницDecarbonizing Gas Turbines Through Carbon Capture: A Pathway To Lower COIzzadAfif1990Оценок пока нет
- Technology Experience Innovation: GE Power SystemsДокумент20 страницTechnology Experience Innovation: GE Power SystemsIzzadAfif1990Оценок пока нет
- Malaysia: The Rise of Najib and 1malaysia: Southeast Asian Affairs, Volume 2010, Pp. 164-179 (Article)Документ17 страницMalaysia: The Rise of Najib and 1malaysia: Southeast Asian Affairs, Volume 2010, Pp. 164-179 (Article)IzzadAfif1990Оценок пока нет
- Paint Matrix Cover PageДокумент7 страницPaint Matrix Cover PageIzzadAfif1990Оценок пока нет
- Rotatig WorkДокумент1 страницаRotatig WorkIzzadAfif1990Оценок пока нет
- 1Q2014 Fullbook enДокумент29 страниц1Q2014 Fullbook enIzzadAfif1990Оценок пока нет
- Company ListjjДокумент1 страницаCompany ListjjIzzadAfif1990Оценок пока нет
- Cover Letter GETPДокумент1 страницаCover Letter GETPIzzadAfif1990Оценок пока нет
- PDR - Preparation of The Tack Weld - 002Документ4 страницыPDR - Preparation of The Tack Weld - 002IzzadAfif1990Оценок пока нет
- Design Question & AnswerДокумент42 страницыDesign Question & AnswerTian Fung Wang100% (1)
- Petronas Details RAPID Project Contract AwardsДокумент9 страницPetronas Details RAPID Project Contract AwardsIzzadAfif1990100% (1)
- ASME Codes for Welding StandardsДокумент5 страницASME Codes for Welding StandardsIzzadAfif1990Оценок пока нет
- Engineering NotesДокумент4 страницыEngineering NotesIzzadAfif1990Оценок пока нет
- Petronas Details RAPID Project Contract AwardsДокумент9 страницPetronas Details RAPID Project Contract AwardsIzzadAfif1990100% (1)
- List of British StandardsДокумент37 страницList of British StandardsIzzadAfif19900% (1)
- 9ha Power PlantsДокумент2 страницы9ha Power PlantsIzzadAfif1990Оценок пока нет
- Company ListjjДокумент1 страницаCompany ListjjIzzadAfif1990Оценок пока нет
- Is 9089Документ12 страницIs 9089spibluОценок пока нет
- Investment CastingДокумент14 страницInvestment CastingAkshaj NevgiОценок пока нет
- MS & Aluminium SectionДокумент28 страницMS & Aluminium SectionSouth East ArchitectsОценок пока нет
- CLAD Steel Pipes: Product InformationДокумент2 страницыCLAD Steel Pipes: Product Informationyrdna nawaiteosОценок пока нет
- Leaflet Ferroxyl Test Kit NewДокумент2 страницыLeaflet Ferroxyl Test Kit NewShailesh DeshmukhОценок пока нет
- Acticated Atmosfere Case Hardening of SteelsДокумент127 страницActicated Atmosfere Case Hardening of SteelsUlises Quintana CarhuanchoОценок пока нет
- Astm A 449Документ7 страницAstm A 449Sasan AbbasiОценок пока нет
- Gerb Formulas PDFДокумент4 страницыGerb Formulas PDFMuthu KumarОценок пока нет
- ElectrochemistryДокумент2 страницыElectrochemistrySaksham SinghОценок пока нет
- Heat Treatment Lab ReportДокумент7 страницHeat Treatment Lab Reportmuvhulawa bologo100% (1)
- Imds Recommendation 019 Circuit BoardsДокумент13 страницImds Recommendation 019 Circuit BoardsNeemias de Macedo FerreiraОценок пока нет
- Welding Engineering and Technology by R S ParmarДокумент652 страницыWelding Engineering and Technology by R S ParmarMohamed Sohaib100% (5)
- Cutting Tools - KENNEDYДокумент304 страницыCutting Tools - KENNEDYordenador90Оценок пока нет
- Nof0849384523 ch11Документ44 страницыNof0849384523 ch11sujit_sekharОценок пока нет
- Introduction, Press & MachiningДокумент327 страницIntroduction, Press & MachiningLucky DagaОценок пока нет
- Mil A 8625Документ20 страницMil A 8625Jose MoralesОценок пока нет
- Welding Repair Procedure for PT. Juhdi Sakti EngineeringДокумент4 страницыWelding Repair Procedure for PT. Juhdi Sakti EngineeringRiky SumantriОценок пока нет
- Well Completion For Severe Corrosive OilДокумент35 страницWell Completion For Severe Corrosive OilAniekan SabastineОценок пока нет
- 904L (Valbruna)Документ2 страницы904L (Valbruna)Claudia MmsОценок пока нет
- Introduction To Design of Steel Strucutres: Lecturer: Mark Christian D. Esguerra, MSCE-SE CandidateДокумент20 страницIntroduction To Design of Steel Strucutres: Lecturer: Mark Christian D. Esguerra, MSCE-SE CandidateMark Christian EsguerraОценок пока нет
- 3m SUPERABRASIVESДокумент40 страниц3m SUPERABRASIVESGaurav BediОценок пока нет
- Alloy-Steel and Stainless Steel Bolting Materials For Low-Temperature ServiceДокумент8 страницAlloy-Steel and Stainless Steel Bolting Materials For Low-Temperature Servicesharon blushteinОценок пока нет
- Astm A574Документ7 страницAstm A574박준용Оценок пока нет
- MP Lab ReportДокумент4 страницыMP Lab ReportAbdul RehmanОценок пока нет
- Tests Conducted On Under Water Battery - YaduДокумент15 страницTests Conducted On Under Water Battery - YadushuklahouseОценок пока нет
- Pointspeed 30: Compact, Powerful Lightweight! - The New Rotary Nozzle From FalchДокумент2 страницыPointspeed 30: Compact, Powerful Lightweight! - The New Rotary Nozzle From FalchJosé Escalona C.Оценок пока нет
- Metallurgy Project (AutoRecovered)Документ27 страницMetallurgy Project (AutoRecovered)ziadОценок пока нет
- Slide 12 Sheet Forming 1Документ37 страницSlide 12 Sheet Forming 1john doeОценок пока нет
- Homework 3Документ8 страницHomework 3Alferid ShifaОценок пока нет
- Class 8 Science Notes Ch-1Документ9 страницClass 8 Science Notes Ch-1deepakatoliaОценок пока нет