Вам также может понравиться
- Proceedings of the Twelfth International Cryogenic Engineering Conference Southampton, UK, 12–15 July 1988От EverandProceedings of the Twelfth International Cryogenic Engineering Conference Southampton, UK, 12–15 July 1988R. G. ScurlockОценок пока нет
- Technical Writing A-Z: A Commonsense Guide to Engineering Reports and Theses, Second Edition, British English: A Commonsense Guide to Engineering Reports and Theses, U.S. English Second EditionОт EverandTechnical Writing A-Z: A Commonsense Guide to Engineering Reports and Theses, Second Edition, British English: A Commonsense Guide to Engineering Reports and Theses, U.S. English Second EditionОценок пока нет
- Question On Jacket PipingДокумент2 страницыQuestion On Jacket PipingleimagnoudОценок пока нет
- Jacketed PipesДокумент11 страницJacketed PipesvuongОценок пока нет
- Jacketed PipingДокумент4 страницыJacketed Pipingข้าวเม่า ทอดОценок пока нет
- FOAM GLASS UG Piping Insulation Underground BrochureДокумент12 страницFOAM GLASS UG Piping Insulation Underground BrochureSethuraman SaravanakumarОценок пока нет
- Valve Philosophy Valve Application GeneralДокумент3 страницыValve Philosophy Valve Application GeneralWade ColemanОценок пока нет
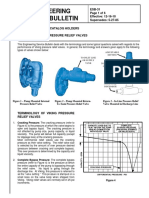
- Pressure Relief Valves PDFДокумент6 страницPressure Relief Valves PDFroyert80Оценок пока нет
- TSP0013 Steam Tracing DesignДокумент23 страницыTSP0013 Steam Tracing DesignFabio TemporiniОценок пока нет
- Process Isolation Guidelines - Refining, Hydrocarbons, Oil, and Gas - CheresourcesДокумент5 страницProcess Isolation Guidelines - Refining, Hydrocarbons, Oil, and Gas - Cheresourcesjayrolling dollazОценок пока нет
- B31.3 Process Piping Course - 15 Nonmetallic PipingДокумент0 страницB31.3 Process Piping Course - 15 Nonmetallic PipingAxel MoorОценок пока нет
- Linde LNG PipelineДокумент4 страницыLinde LNG PipelineSatis MadhavanОценок пока нет
- Symphos-Devco Presentation May 2015 FinalДокумент51 страницаSymphos-Devco Presentation May 2015 FinalIrsan Bin MustaminОценок пока нет
- B31.3 Process Piping Course - 04 Pressure Design of MetalsДокумент22 страницыB31.3 Process Piping Course - 04 Pressure Design of MetalsEryl YeongОценок пока нет
- Vent Tip Info Sheet SДокумент1 страницаVent Tip Info Sheet SabsahkahОценок пока нет
- April04-Pump Maintenance Too HighДокумент8 страницApril04-Pump Maintenance Too Highho-faОценок пока нет
- Air Cooler Piping Design Questionaries With AnswerДокумент1 страницаAir Cooler Piping Design Questionaries With AnswerVikash TiwariОценок пока нет
- Barry Dooley Introducton-to-ACC-FAC-and-Cycle-ChemistryДокумент37 страницBarry Dooley Introducton-to-ACC-FAC-and-Cycle-Chemistrychemicalchouhan9303Оценок пока нет
- STD 111Документ25 страницSTD 111Sanjay Patel0% (1)
- API 660 Vs TEMAДокумент2 страницыAPI 660 Vs TEMAloqОценок пока нет
- MOGAS Refining Valve Application GuideДокумент28 страницMOGAS Refining Valve Application Guidecristi_molinsОценок пока нет
- Defination of Steam Out ConditionДокумент1 страницаDefination of Steam Out Conditionreach_arindomОценок пока нет
- Repair or Alteration of Pressure VesselsДокумент4 страницыRepair or Alteration of Pressure VesselsMSОценок пока нет
- Double Containment EДокумент43 страницыDouble Containment EDavid FonsecaОценок пока нет
- Gate Globe Check Price ListДокумент5 страницGate Globe Check Price Listkemo10Оценок пока нет
- Catalyst HandlingДокумент36 страницCatalyst Handlingvpsimbu86Оценок пока нет
- Refinery Sour Water StrippingДокумент2 страницыRefinery Sour Water StrippingramaОценок пока нет
- Piping Material Service IndexДокумент3 страницыPiping Material Service IndexOghenekevwe OrumahОценок пока нет
- Floating Head Heat Exchanger MaintenanceДокумент15 страницFloating Head Heat Exchanger MaintenanceASWIN.MTОценок пока нет
- Piping Plan Pocket PalДокумент66 страницPiping Plan Pocket PalmflorespazosОценок пока нет
- Temp StrainersДокумент12 страницTemp StrainersRahul Lavand100% (1)
- Requirement For Branch Connection at Flare HeaderДокумент3 страницыRequirement For Branch Connection at Flare Headergpskumar22Оценок пока нет
- B31.3 Process Piping Course - 08 FlexibilityДокумент23 страницыB31.3 Process Piping Course - 08 Flexibilitydalianbouri100% (1)
- Designing of Air Cooled Heat Exchangers: by Mehaboob Basha N.BДокумент28 страницDesigning of Air Cooled Heat Exchangers: by Mehaboob Basha N.Bgerty1818100% (2)
- DAM DesuperheaterДокумент4 страницыDAM DesuperheaterangeloОценок пока нет
- Gasket, Gland Packing & ElastomersДокумент12 страницGasket, Gland Packing & ElastomersJaveed A. KhanОценок пока нет
- When Should Category M Fluid Service Be Selected For ASME B31Документ2 страницыWhen Should Category M Fluid Service Be Selected For ASME B31gpskumar22Оценок пока нет
- Knockout DrumsДокумент1 страницаKnockout DrumsCheng Kai CongОценок пока нет
- IR HL Heatless DryerДокумент1 страницаIR HL Heatless DryerYing Kei ChanОценок пока нет
- Tyco Pressure Relief Valve Engineering HandbookДокумент232 страницыTyco Pressure Relief Valve Engineering Handbookhacenescribd100% (1)
- CV of Globe Valves Gate Valves and Check ValvesДокумент2 страницыCV of Globe Valves Gate Valves and Check ValvesFred Faber100% (3)
- StrainerДокумент5 страницStrainerMohit BauskarОценок пока нет
- Vapor Recovery BrochureДокумент8 страницVapor Recovery BrochureMehdi Hajd KacemОценок пока нет
- Sthe SSДокумент43 страницыSthe SSNathanianОценок пока нет
- Pipe CodeДокумент113 страницPipe CodeVikas Kumar PathakОценок пока нет
- Pressure Vessel RulesДокумент15 страницPressure Vessel RulesnirmalОценок пока нет
- B31.3 Process Piping Course - 12 Fabrication and InstallationДокумент21 страницаB31.3 Process Piping Course - 12 Fabrication and InstallationLuong AnhОценок пока нет
- Hot Oil SystemДокумент20 страницHot Oil SystemMohamad PizulОценок пока нет
- ControTrace Benefits SummaryДокумент2 страницыControTrace Benefits SummaryYoung-seok Hwang100% (1)
- Conduction Tracing Versus Steam Jacketing 6-23-02Документ5 страницConduction Tracing Versus Steam Jacketing 6-23-02David FonsecaОценок пока нет
- ControHeat Vs Jacketed Valve En, KRДокумент4 страницыControHeat Vs Jacketed Valve En, KRYoung-seok HwangОценок пока нет
- Efficient Steam Distribution SystemДокумент8 страницEfficient Steam Distribution Systempavan_chinta_2Оценок пока нет
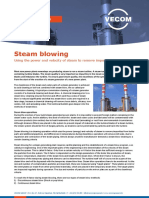
- Steam Blowing: Technical BulletinДокумент3 страницыSteam Blowing: Technical BulletinCartila MawratiОценок пока нет
- Brochure-02 GGH 06Документ2 страницыBrochure-02 GGH 06Harsh AgarwalОценок пока нет
- Pre-Heater of Nat GasДокумент12 страницPre-Heater of Nat GasStl JoseОценок пока нет
- Heat Recovery From Exhaust GasesДокумент6 страницHeat Recovery From Exhaust GasesnaveenОценок пока нет
- Rethink Specifications For Fired HeatersДокумент7 страницRethink Specifications For Fired HeatersAhmed SeliemОценок пока нет
- Thermodynamic Steam TrapsДокумент12 страницThermodynamic Steam TrapsbuddhansamratОценок пока нет
- Technical Reference Guide On Steam DistributionДокумент66 страницTechnical Reference Guide On Steam DistributionDainycious KibiwottОценок пока нет
- (YOKOGAWA) VM EMS Introduction R0Документ15 страниц(YOKOGAWA) VM EMS Introduction R0Young-seok HwangОценок пока нет
- K Factor Calculation 5787Документ2 страницыK Factor Calculation 5787Aamir AliОценок пока нет
- Electric Arc Furnace Simulation User Guide PDFДокумент23 страницыElectric Arc Furnace Simulation User Guide PDFMatthew Howard100% (1)
- Midrex ProcessesДокумент8 страницMidrex ProcessesMohsen ArdestaniОценок пока нет
- Guideline: Saudi Standards, Metrology and Quality OrgДокумент9 страницGuideline: Saudi Standards, Metrology and Quality OrgacecОценок пока нет
- Q ONE BrochureДокумент8 страницQ ONE BrochureYoung-seok HwangОценок пока нет
- SL - VD4-AF (EN) - ABB Frequent VCBДокумент19 страницSL - VD4-AF (EN) - ABB Frequent VCBYoung-seok HwangОценок пока нет
- K-Factor and TransformersДокумент6 страницK-Factor and TransformersasssasasОценок пока нет
- Data Sheet FIAMM 12SLA80LДокумент1 страницаData Sheet FIAMM 12SLA80LYoung-seok HwangОценок пока нет
- Visio 2013 Keyboard ShortcutsДокумент10 страницVisio 2013 Keyboard ShortcutsPham Chi NhanОценок пока нет
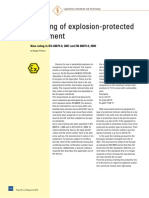
- Marking of Explosion-Protected Equipment: New Ruling in IEC 60079-0, 2007 and EN 60079-0, 2009Документ4 страницыMarking of Explosion-Protected Equipment: New Ruling in IEC 60079-0, 2007 and EN 60079-0, 2009iyyaniОценок пока нет
- Classification of Hazardous AreasДокумент26 страницClassification of Hazardous AreasNaveen ReddyОценок пока нет
- Electric Power Technical Standards (2004)Документ523 страницыElectric Power Technical Standards (2004)Montree SupaphobОценок пока нет
- A Guide To Battery ChargingДокумент7 страницA Guide To Battery Chargingsenkum812002Оценок пока нет
- WDU 6 BL enДокумент11 страницWDU 6 BL enYoung-seok HwangОценок пока нет
- Neutral Grounding Registor OIMДокумент8 страницNeutral Grounding Registor OIMYoung-seok HwangОценок пока нет
- switchrack 참고도면 PDFДокумент19 страницswitchrack 참고도면 PDFYoung-seok HwangОценок пока нет
- System Configuration (FOC Temp Monitoring)Документ1 страницаSystem Configuration (FOC Temp Monitoring)Young-seok HwangОценок пока нет
- System Configuration Drgs (Thermon)Документ2 страницыSystem Configuration Drgs (Thermon)Young-seok HwangОценок пока нет
- Skin Effect Current Tracing - Installation Manual PDFДокумент27 страницSkin Effect Current Tracing - Installation Manual PDFYoung-seok HwangОценок пока нет
- ControTrace Benefits SummaryДокумент2 страницыControTrace Benefits SummaryYoung-seok Hwang100% (1)
- 151009 Load Bank 카다로그 LPH100-Bull428Документ2 страницы151009 Load Bank 카다로그 LPH100-Bull428Young-seok HwangОценок пока нет
- Installation and Maintenance Dry Type TransformerДокумент2 страницыInstallation and Maintenance Dry Type TransformerYoung-seok HwangОценок пока нет
- Skin Effect Current Tracing - Installation ManualДокумент27 страницSkin Effect Current Tracing - Installation ManualYoung-seok HwangОценок пока нет
- Comparison Between ANSI and IEC - MetalCladSwitcgearДокумент12 страницComparison Between ANSI and IEC - MetalCladSwitcgeartsixt1327100% (2)
- ControHeat Vs Jacketed Valve En, KRДокумент4 страницыControHeat Vs Jacketed Valve En, KRYoung-seok HwangОценок пока нет
- switch rack 참고도면Документ19 страницswitch rack 참고도면Young-seok Hwang100% (1)
- Pi Mbus 300 PDFДокумент121 страницаPi Mbus 300 PDFhipercortexОценок пока нет
- 90619.1.060 Engineering Guide-Electrical Heating Tape-EngДокумент6 страниц90619.1.060 Engineering Guide-Electrical Heating Tape-EngYoung-seok HwangОценок пока нет
- The Inhibitive Effect of Ficus Thonningii Leaves Extract in 1m HCL Solution As Corrosion Inhibitors On Mild SteelДокумент8 страницThe Inhibitive Effect of Ficus Thonningii Leaves Extract in 1m HCL Solution As Corrosion Inhibitors On Mild SteelInternational Journal of Innovative Science and Research TechnologyОценок пока нет
- Chapter 2 Atomic Structure Notes Class 9 BДокумент6 страницChapter 2 Atomic Structure Notes Class 9 Bगोविंद माहेश्वरीОценок пока нет
- Biopharmaceutics VIOLET PACOPДокумент35 страницBiopharmaceutics VIOLET PACOPLilian Daria100% (8)
- Factors Affecting Workability of ConcreteДокумент6 страницFactors Affecting Workability of ConcreteNick GeneseОценок пока нет
- Microbial Production of Organic Acids (Vinegar & Lactic Acid) 20mic2506Документ32 страницыMicrobial Production of Organic Acids (Vinegar & Lactic Acid) 20mic2506Shafi ShafiОценок пока нет
- Bacterial SynthesisДокумент16 страницBacterial SynthesisDibyajyoti20 Das4001Оценок пока нет
- Basic Principles of Tube Line FabricationДокумент69 страницBasic Principles of Tube Line Fabricationshan4600Оценок пока нет
- Dental Porcelain: by Dr. Tayseer MohamedДокумент63 страницыDental Porcelain: by Dr. Tayseer MohamedAnonymous LRPHmxh02Оценок пока нет
- Introduction To The Chemostat H.T. Banks and Marie DavidianДокумент27 страницIntroduction To The Chemostat H.T. Banks and Marie DavidianCristina CroitoruОценок пока нет
- Biochemistry First LectureДокумент14 страницBiochemistry First LectureMatthew HallОценок пока нет
- E387-04 (2014) Standard Test Method For Estimating Stray Radiant Power Ratio of Dispersive Spectrophotometers by The Opaque Filter MethodДокумент11 страницE387-04 (2014) Standard Test Method For Estimating Stray Radiant Power Ratio of Dispersive Spectrophotometers by The Opaque Filter Methodislamaktham100% (2)
- Chemseal - KRS PDFДокумент2 страницыChemseal - KRS PDFICPL-RWPОценок пока нет
- Viscosity Vs ConsistencyДокумент6 страницViscosity Vs Consistencysontakke manmathОценок пока нет
- Casein Hydrolysis by Immobilized Enzymes in A Torus ReactorДокумент7 страницCasein Hydrolysis by Immobilized Enzymes in A Torus ReactorLia NashОценок пока нет
- Advantages of Aluminum Vacuum NO LogoPDFДокумент45 страницAdvantages of Aluminum Vacuum NO LogoPDFKonstantin MarjanuczОценок пока нет
- Quality Control in The Microbiology LaboratoryДокумент5 страницQuality Control in The Microbiology LaboratoryAnne CabreraОценок пока нет
- L1Документ60 страницL1Kawinharsun DОценок пока нет
- APV Paraflow Plate HX ManualДокумент31 страницаAPV Paraflow Plate HX ManualAnonymous gwldee5100% (2)
- Shell Tellus s2 M 46Документ3 страницыShell Tellus s2 M 46Azad KiyalОценок пока нет
- Swro Vs Med Vs Med TVC PDFДокумент2 страницыSwro Vs Med Vs Med TVC PDFgochi bestОценок пока нет
- Cell Metabolism - Cell Homeostasis and Stress ResponseДокумент218 страницCell Metabolism - Cell Homeostasis and Stress ResponseguadialvarezОценок пока нет
- Encyclopedia of Soils in The Environment, Volume 2 PDFДокумент585 страницEncyclopedia of Soils in The Environment, Volume 2 PDFFer NúñezОценок пока нет
- Report For Experiment #21 Radioactive Decay: Monique DesrochersДокумент9 страницReport For Experiment #21 Radioactive Decay: Monique DesrochersMonique DesrochersОценок пока нет
- Comparison of Post and Pre CombustionДокумент12 страницComparison of Post and Pre CombustionMuhammad AtifОценок пока нет
- Consolidated Fire Incident in Metro Manila OSCH PDFДокумент23 страницыConsolidated Fire Incident in Metro Manila OSCH PDFCho AndreaОценок пока нет
- The Top 10 Reasons Why You Shall Pick Tupperware Nano Water Filtration SystemДокумент12 страницThe Top 10 Reasons Why You Shall Pick Tupperware Nano Water Filtration Systemsyahmi1337Оценок пока нет
- Why Tight-Binding Theory?: Walter A. HarrisonДокумент5 страницWhy Tight-Binding Theory?: Walter A. HarrisonzoehdiismailОценок пока нет
- Castech Rel WB Technical Data Sheet: Description Shelf LifeДокумент2 страницыCastech Rel WB Technical Data Sheet: Description Shelf LifeDileepa DissanayakeОценок пока нет
- Colligative Properties of SolutionДокумент14 страницColligative Properties of SolutionAusten Ammon AggabaoОценок пока нет
- Model QAP For Plates1Документ3 страницыModel QAP For Plates1tarun kaushalОценок пока нет