Вам также может понравиться
- How Does A Blueprint Work?Документ5 страницHow Does A Blueprint Work?Eumieh Jane AlfonsoОценок пока нет
- 3 Unit 2 - Arc, Gas, Plastic Welding, LBW, EBW and Thermit WeldingДокумент96 страниц3 Unit 2 - Arc, Gas, Plastic Welding, LBW, EBW and Thermit WeldingAditya KumarОценок пока нет
- Mig WireДокумент10 страницMig WireSathishkumar SrinivasanОценок пока нет
- Consumables For MIG MAG & FCAWДокумент46 страницConsumables For MIG MAG & FCAWaravindanОценок пока нет
- Welding Technology & Inspection MethodДокумент80 страницWelding Technology & Inspection MethodVivek Satapathy100% (1)
- 13 Mig & Mag WeldingДокумент24 страницы13 Mig & Mag WeldingMohamed BencharifОценок пока нет
- Welding the Inconel 718 Superalloy: Reduction of Micro-segregation and Laves PhasesОт EverandWelding the Inconel 718 Superalloy: Reduction of Micro-segregation and Laves PhasesОценок пока нет
- Gmaw Thumb RuleДокумент68 страницGmaw Thumb Rule0502raviОценок пока нет
- Modern PetrochemicalsДокумент179 страницModern PetrochemicalsHani Kirmani100% (9)
- ALC 10029C AlcoTec Technical GuideДокумент20 страницALC 10029C AlcoTec Technical Guidetuna61Оценок пока нет
- 500 Technical Questions Safety&Fire-1Документ26 страниц500 Technical Questions Safety&Fire-1Saad GhouriОценок пока нет
- 12 Tig WeldingДокумент8 страниц12 Tig WeldingSampath KumarОценок пока нет
- Modes of Metal TransferДокумент7 страницModes of Metal TransfershruthiОценок пока нет
- Tig RwtiДокумент39 страницTig RwtiSaptarshi PalОценок пока нет
- Welding ProcessДокумент42 страницыWelding ProcessPankaj KumbhareОценок пока нет
- Infobasic ProgrammingДокумент10 страницInfobasic Programmingjaved73bdОценок пока нет
- Welding PresentationДокумент48 страницWelding Presentationedu_canete100% (2)
- SA-6 Press KitДокумент53 страницыSA-6 Press KitBob Andrepont100% (1)
- Introduction To GMAWДокумент63 страницыIntroduction To GMAWRumman Ul AhsanОценок пока нет
- Constant Voltage Volt/Amp Characteristic: Changes in Arc Length The Self Adjusting ArcДокумент35 страницConstant Voltage Volt/Amp Characteristic: Changes in Arc Length The Self Adjusting Arcpatel ketanОценок пока нет
- Welding BasicsДокумент37 страницWelding BasicsSnehal DeshmukhОценок пока нет
- Chapter9 GMAW FCAW WeldingДокумент17 страницChapter9 GMAW FCAW Weldingrusf123Оценок пока нет
- Joining Copper Nickel AlloysДокумент9 страницJoining Copper Nickel AlloyshboodhaiОценок пока нет
- Lean Thinking Redefines O&M PracticesДокумент10 страницLean Thinking Redefines O&M PracticesAsel Juárez ViteОценок пока нет
- Gas Tungsten Arc WeldingДокумент9 страницGas Tungsten Arc Weldingweldingking1100% (1)
- Navsea S9074 - 278 Part1Документ80 страницNavsea S9074 - 278 Part1tuna61Оценок пока нет
- b-737 - Rev 59 PDFДокумент402 страницыb-737 - Rev 59 PDFCatevario NegroОценок пока нет
- Welding of Copper and Its AlloysДокумент30 страницWelding of Copper and Its Alloysaj87_goswami100% (2)
- GMAWДокумент55 страницGMAWsalunkheclОценок пока нет
- Welding SymbolsДокумент21 страницаWelding Symbolstuna61Оценок пока нет
- Mig WeldДокумент47 страницMig Weldravindra_jivaniОценок пока нет
- Gmaw & Fcaw-MsmeДокумент73 страницыGmaw & Fcaw-MsmemilindОценок пока нет
- Modes of Gmaw TransferДокумент5 страницModes of Gmaw TransfershruthiОценок пока нет
- 3-Gas Metal Arc Welding (GMAW)Документ13 страниц3-Gas Metal Arc Welding (GMAW)abastosuaptОценок пока нет
- Gas Metal Arc WeldingДокумент16 страницGas Metal Arc WeldingAizad IzzuddinОценок пока нет
- MIG Welding: Process CharacteristicsДокумент4 страницыMIG Welding: Process Characteristicstek_surinderОценок пока нет
- IntroДокумент3 страницыIntroMUHAMMAD AFIQ IQWAN KAMARUL BADRINОценок пока нет
- GMAWДокумент7 страницGMAWmostafaОценок пока нет
- Proceso de Soldadura Gmaw. Presentado Por: Fatima Del Rosario Choquehunaca Cutipa Fatima Docente: Ing Larico Grupo: Lunes 2-4Pm 1. ObjetivosДокумент8 страницProceso de Soldadura Gmaw. Presentado Por: Fatima Del Rosario Choquehunaca Cutipa Fatima Docente: Ing Larico Grupo: Lunes 2-4Pm 1. ObjetivosBel BarretoОценок пока нет
- GMAW (CO2) Welding CourseДокумент129 страницGMAW (CO2) Welding Courseanon_554333607Оценок пока нет
- Basic Mig Welding ProcessДокумент4 страницыBasic Mig Welding Processamiter84Оценок пока нет
- Shielding Gases ACM Vs CO2Документ34 страницыShielding Gases ACM Vs CO2ukavathekar100% (2)
- Welding Rods Welding Rods: Manual Metal Arc Welding (MMA)Документ6 страницWelding Rods Welding Rods: Manual Metal Arc Welding (MMA)CT0011Оценок пока нет
- Types of Arc WeldingДокумент20 страницTypes of Arc WeldingEhigiator JosephОценок пока нет
- GtawДокумент11 страницGtawsaravanans1891Оценок пока нет
- CSWIP Day 3Документ35 страницCSWIP Day 3Mehman NasibovОценок пока нет
- Welding ParametersДокумент34 страницыWelding ParametersmilindОценок пока нет
- Arc 2Документ59 страницArc 2May FadlОценок пока нет
- MIG Welding Tech.Документ3 страницыMIG Welding Tech.HoangОценок пока нет
- 4 GmawДокумент41 страница4 GmawPutra Daha PratamaОценок пока нет
- CSWIP Day3Документ35 страницCSWIP Day3rac mediaОценок пока нет
- Welding TerminologiesДокумент11 страницWelding TerminologiesPankajabhangОценок пока нет
- Cswip Section 13 Mig Mag WeldingДокумент23 страницыCswip Section 13 Mig Mag WeldingNsidibe Michael EtimОценок пока нет
- Gas Metal Arc WeldingДокумент16 страницGas Metal Arc WeldingIhsan1991 YusoffОценок пока нет
- Welding Processes - Arc: Solid Wire MIG WeldingДокумент4 страницыWelding Processes - Arc: Solid Wire MIG WeldingMehmet SoysalОценок пока нет
- Mig Mag Saw CswipДокумент35 страницMig Mag Saw CswipHamza DhariwalОценок пока нет
- Gas Tungsten Arc WeldingДокумент14 страницGas Tungsten Arc WeldingKhaled FatnassiОценок пока нет
- Metal Transfer Modes: Short Circuit Surface TensionДокумент3 страницыMetal Transfer Modes: Short Circuit Surface TensionRaman GuptaОценок пока нет
- Metal Inert Gas WeldingДокумент4 страницыMetal Inert Gas WeldingINfo WTCSОценок пока нет
- The Principle of Tungsten Inert Gas TIG Welding ProcessДокумент7 страницThe Principle of Tungsten Inert Gas TIG Welding ProcessWill TohallinoОценок пока нет
- SMAWДокумент8 страницSMAWmostafaОценок пока нет
- Gas Metal Arc WeldingДокумент52 страницыGas Metal Arc WeldingBalakumarОценок пока нет
- Lecture 4Документ65 страницLecture 4Ishtiaq AhmedОценок пока нет
- Weldintg HudanДокумент11 страницWeldintg HudanbotobotoakbarОценок пока нет
- Tips and Techniques For GtawДокумент5 страницTips and Techniques For GtawRavi ChandranОценок пока нет
- Physical Electronics: Handbook of Vacuum PhysicsОт EverandPhysical Electronics: Handbook of Vacuum PhysicsA. H. BeckОценок пока нет
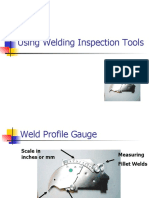
- Using Welding Inspection ToolsДокумент9 страницUsing Welding Inspection Toolstuna61Оценок пока нет
- Pushstick Template PDFДокумент2 страницыPushstick Template PDFtuna61Оценок пока нет
- Hastelloy C-2000 Welding Data: General InformationДокумент1 страницаHastelloy C-2000 Welding Data: General Informationtuna61Оценок пока нет
- Nuance Power PDF Trial: Corner CupboardДокумент26 страницNuance Power PDF Trial: Corner Cupboardtuna61Оценок пока нет
- User Inputs Cost Outputs: Fillet Weld Cost Analysis ToolДокумент2 страницыUser Inputs Cost Outputs: Fillet Weld Cost Analysis Tooltuna61Оценок пока нет
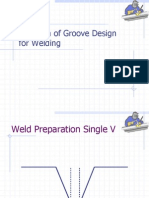
- Variation of Groove Design For WeldingДокумент10 страницVariation of Groove Design For Weldingtuna61Оценок пока нет
- Top Tips For Passing STДокумент1 страницаTop Tips For Passing STtuna61Оценок пока нет
- Test PlateДокумент1 страницаTest Platetuna61Оценок пока нет
- Welding Symbols: Understanding Welding Symbols Terms and Definitions by Mohammed Haroon JaveedДокумент21 страницаWelding Symbols: Understanding Welding Symbols Terms and Definitions by Mohammed Haroon Javeedtuna61Оценок пока нет
- Gama Dimat Catalog Be17Документ16 страницGama Dimat Catalog Be17ELMIR ADILОценок пока нет
- B200S-LF Low Freq Sounder Base Install 56-4151-003R-06-10Документ4 страницыB200S-LF Low Freq Sounder Base Install 56-4151-003R-06-10George P ReynoldsОценок пока нет
- Hitide 2i (BP)Документ4 страницыHitide 2i (BP)Biju_PottayilОценок пока нет
- Tutorial Sheet 7Документ2 страницыTutorial Sheet 7Muhammad NidzwanОценок пока нет
- Welder and Welding Operator Qualification Test Record (Asme Ix Code)Документ1 страницаWelder and Welding Operator Qualification Test Record (Asme Ix Code)Neil TaneoОценок пока нет
- Assign Chap 8Документ3 страницыAssign Chap 8nishedhОценок пока нет
- Drive Test AnalysisДокумент47 страницDrive Test Analysis3a9aОценок пока нет
- Bricks ComparisonДокумент13 страницBricks ComparisonMd. Numan HossainОценок пока нет
- Shell Spirax S6 Txme: Performance, Features & BenefitsДокумент2 страницыShell Spirax S6 Txme: Performance, Features & BenefitsAbdelhadi HoussinОценок пока нет
- K.analysis of The Articulated Robotic Arm (TITLE DEFENCE)Документ22 страницыK.analysis of The Articulated Robotic Arm (TITLE DEFENCE)sky4sterОценок пока нет
- Astm A182 f22 Class 3Документ3 страницыAstm A182 f22 Class 3VõTạОценок пока нет
- Delta Manual 3064Документ2 страницыDelta Manual 3064Nebojša MićićОценок пока нет
- Stanley 46 InstructionsДокумент2 страницыStanley 46 Instructionsj_abendstern4688Оценок пока нет
- Yale PD2, C85, D85Документ28 страницYale PD2, C85, D85LGWILDCAT73Оценок пока нет
- Iv2906 Iveco Ad380t42h 6x4Документ2 страницыIv2906 Iveco Ad380t42h 6x4أبو خالد الأثرىОценок пока нет
- Datasheet Joint Isolant 4'' #300 PDFДокумент1 страницаDatasheet Joint Isolant 4'' #300 PDFseifОценок пока нет
- Service Manual: Model Code - Kib19Bp3-CmgДокумент11 страницService Manual: Model Code - Kib19Bp3-Cmgpravin jadavОценок пока нет
- Instruction Manual: Oil-Lubricated Rotary Vane Vacuum Pumps RA 0750 AДокумент32 страницыInstruction Manual: Oil-Lubricated Rotary Vane Vacuum Pumps RA 0750 AYunisОценок пока нет
- How To Use Volatility - v2Документ65 страницHow To Use Volatility - v2John SedoskiОценок пока нет
- L3 - Hardening Soil Models in PlaxisДокумент33 страницыL3 - Hardening Soil Models in PlaxisOng Tai BoonОценок пока нет
- DMPCДокумент49 страницDMPCiprassandyОценок пока нет
- Samsung E1272 EN PDFДокумент2 страницыSamsung E1272 EN PDFmuhammad aslamОценок пока нет
- February 2016Документ104 страницыFebruary 2016Cleaner MagazineОценок пока нет