Вам также может понравиться
- Solvay BRICORR® 288 40% Phosphonocarboxylic Acid SaltsДокумент1 страницаSolvay BRICORR® 288 40% Phosphonocarboxylic Acid SaltsarjunanpnОценок пока нет
- Boiler Chemical FormulaДокумент5 страницBoiler Chemical Formulasaif asqalanyОценок пока нет
- BAM-S09-11 Phosphates in Boiler Water - Apr97Документ6 страницBAM-S09-11 Phosphates in Boiler Water - Apr97DhileepОценок пока нет
- Determination of Ca Sequestration ValueДокумент3 страницыDetermination of Ca Sequestration ValueGovindanayagi PattabiramanОценок пока нет
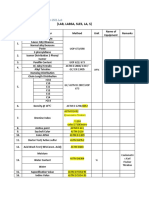
- (Lab, Labsa, Sles, La, S) : No. Test Parameter Method Unit Name of Equipment RemarksДокумент2 страницы(Lab, Labsa, Sles, La, S) : No. Test Parameter Method Unit Name of Equipment RemarksMd Nazim UddinОценок пока нет
- 7 Steps To Boiler Chemical Cleaning and Treatment Selection in Thermal Power PlantДокумент9 страниц7 Steps To Boiler Chemical Cleaning and Treatment Selection in Thermal Power PlantMohamed TallyОценок пока нет
- Applications of Weak Acid Cation Resin in Waste TreatmentДокумент9 страницApplications of Weak Acid Cation Resin in Waste TreatmentSandeep MishraОценок пока нет
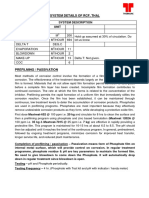
- Pass I VationДокумент1 страницаPass I VationSankar100% (1)
- Appendix I 4 IsegenBAR Specialist Studies Risk AssessmentДокумент298 страницAppendix I 4 IsegenBAR Specialist Studies Risk AssessmentMarvvvОценок пока нет
- KCLДокумент3 страницыKCLrahulkotadiya97Оценок пока нет
- Nia CetpДокумент24 страницыNia CetpRahul ParmarОценок пока нет
- Jacobi Tis Aquasorb Raw WaterДокумент15 страницJacobi Tis Aquasorb Raw WaterFarouk Omar100% (1)
- Linear Alkyl BenzeneДокумент9 страницLinear Alkyl BenzeneFouad Achargui100% (1)
- Renoclean Bio Rig WashДокумент2 страницыRenoclean Bio Rig WashMuh yusup100% (1)
- Aminas - ETHANOLAMINAS PDFДокумент6 страницAminas - ETHANOLAMINAS PDFFidel Flores CaricariОценок пока нет
- BWA Belcor 575 Replaces Molybdate USA WF 0Документ2 страницыBWA Belcor 575 Replaces Molybdate USA WF 0dalton2003Оценок пока нет
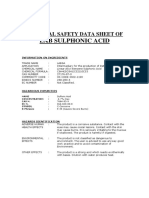
- LabsaДокумент5 страницLabsaShahbazQureshiОценок пока нет
- Water Chemsitry CourseДокумент44 страницыWater Chemsitry CourseMalik HazaaОценок пока нет
- Organic - New - 2019 Product ProfileДокумент15 страницOrganic - New - 2019 Product Profilevaibhav khodakeОценок пока нет
- MSDS Gengard GN8168Документ11 страницMSDS Gengard GN8168carrspaintsОценок пока нет
- Nouryon. mTA Salt. Electrolysis Salt PDFДокумент3 страницыNouryon. mTA Salt. Electrolysis Salt PDFAbigail HernandezОценок пока нет
- CNA PresentationДокумент27 страницCNA PresentationMayur KhirodeОценок пока нет
- Sodium Silicate PDFДокумент19 страницSodium Silicate PDFnasirtaxila9094Оценок пока нет
- Synopsis Project JocilДокумент16 страницSynopsis Project JocilbhatiaharryjassiОценок пока нет
- DYCOTE E.pdf - DownloadassetДокумент32 страницыDYCOTE E.pdf - DownloadassetJAnottama werdhabudiОценок пока нет
- Acetic Acid Separation Methods: Supervisore: Prof. H. S. GhaziaskarДокумент41 страницаAcetic Acid Separation Methods: Supervisore: Prof. H. S. Ghaziaskarjotas254100% (1)
- Coal Additive PresentationДокумент15 страницCoal Additive PresentationNileshОценок пока нет
- FGC Group LLC - Consulting & Engineering - Products - Thermal Processing Equipment - Activated Carbon Plant PDFДокумент3 страницыFGC Group LLC - Consulting & Engineering - Products - Thermal Processing Equipment - Activated Carbon Plant PDFCleverSeyramKetekuОценок пока нет
- Alpha Olefin SulfonatesДокумент25 страницAlpha Olefin Sulfonatesvnikhar123Оценок пока нет
- Demin Simple Process 7-9-13Документ1 страницаDemin Simple Process 7-9-13kaduxaОценок пока нет
- Material Balance Around Tubular Reactor:: ReactionДокумент7 страницMaterial Balance Around Tubular Reactor:: ReactionAnonymous KsRdWoYtОценок пока нет
- Acid InhibitorДокумент2 страницыAcid Inhibitorglycol_brine_coolant_pcmОценок пока нет
- The Treatment of Cooling Water With Chlorine Dioxide PDFДокумент10 страницThe Treatment of Cooling Water With Chlorine Dioxide PDFMumtaz Ahmed GhummanОценок пока нет
- Technological Result of Decomposition Sodium Aluminate SolutionДокумент10 страницTechnological Result of Decomposition Sodium Aluminate SolutionDragana Dragojlović SmiljanicОценок пока нет
- Fatty AminesДокумент5 страницFatty AminesMehmet AydinОценок пока нет
- Unit 3 Chemical Process Technology II Lesson 1 Nitrogen Industries (M)Документ22 страницыUnit 3 Chemical Process Technology II Lesson 1 Nitrogen Industries (M)Green JeskОценок пока нет
- BP s25 Wwta-DataДокумент20 страницBP s25 Wwta-DatajnmanivannanОценок пока нет
- Cooling Water - PackariousДокумент57 страницCooling Water - PackariousBrett RagonОценок пока нет
- 7 Filming AmineДокумент3 страницы7 Filming Amineengp1922Оценок пока нет
- Water Conditing in IndustryДокумент12 страницWater Conditing in IndustryFarwa MalikОценок пока нет
- Phosphinosuccinic Oligomer (PSO)Документ3 страницыPhosphinosuccinic Oligomer (PSO)mirceablaga86Оценок пока нет
- Gopu Venugopala Reddy Team Labs and Consultants India PDFДокумент22 страницыGopu Venugopala Reddy Team Labs and Consultants India PDFHardik VavdiyaОценок пока нет
- Product Information: Belsperse 164 - High Performance Dispersant For Industrial Water SystemsДокумент2 страницыProduct Information: Belsperse 164 - High Performance Dispersant For Industrial Water SystemsEti SureniОценок пока нет
- SOKALAN - High-Performance Additives For Thermal DesalinationДокумент7 страницSOKALAN - High-Performance Additives For Thermal DesalinationHasbi Ashidiqi P100% (1)
- Water Treatment Brochure PDFДокумент8 страницWater Treatment Brochure PDFmathesis-2Оценок пока нет
- UOP Type AZ-300 Data SheetДокумент1 страницаUOP Type AZ-300 Data SheetAmir RahbariОценок пока нет
- Phosphonates Polymers BROCHUREДокумент2 страницыPhosphonates Polymers BROCHURETunc Tulu CetinkayaОценок пока нет
- Oilfield Chemistry: ProgramДокумент36 страницOilfield Chemistry: ProgramMohamed HassanОценок пока нет
- Phosphinosuccinic Oligomer (PSO)Документ3 страницыPhosphinosuccinic Oligomer (PSO)mirceablaga86Оценок пока нет
- Deposit Control Polymers For Stressed Phosphate-Based Cooling Water SystemsДокумент15 страницDeposit Control Polymers For Stressed Phosphate-Based Cooling Water SystemsJohnОценок пока нет
- Activated Carbon Medicinal Pharmaceutical Processes: For andДокумент14 страницActivated Carbon Medicinal Pharmaceutical Processes: For andArpit jainОценок пока нет
- Sulphite Vs Tannin Oxygen Scavenger TreatmentsДокумент5 страницSulphite Vs Tannin Oxygen Scavenger TreatmentsAhmed Taher100% (1)
- Siloxane DX-1708 and 1709Документ45 страницSiloxane DX-1708 and 1709jones32Оценок пока нет
- Cal TR12x40Документ2 страницыCal TR12x40Herik AziziОценок пока нет
- Manu. Process Flow ChartДокумент2 страницыManu. Process Flow ChartBaljeet Kumar PooniaОценок пока нет
- Liquid Urea-Formaldehyde Resin Manufacturing Industry-217599 - 4Документ65 страницLiquid Urea-Formaldehyde Resin Manufacturing Industry-217599 - 4Sanzar Rahman 1621555030Оценок пока нет
- Thermax Resin Summarized Data Sheet PDFДокумент12 страницThermax Resin Summarized Data Sheet PDFmathesis-2Оценок пока нет
- BBI Webinar Lutropur MSA-XP For DistributionДокумент18 страницBBI Webinar Lutropur MSA-XP For DistributionSeptian Wahyu PriyonoОценок пока нет
- Thermax Chemical Division Brochure PDFДокумент24 страницыThermax Chemical Division Brochure PDFmathesis-2Оценок пока нет
- Store - Catalog Products - NEW - The Dirty War On Syria - Washington, Regime Change and Resistance PDFДокумент4 страницыStore - Catalog Products - NEW - The Dirty War On Syria - Washington, Regime Change and Resistance PDFPanosMitsopoulosОценок пока нет
- How To Calculate Flare Radiation Isopleths - Industrial Professionals - CheresourcesДокумент5 страницHow To Calculate Flare Radiation Isopleths - Industrial Professionals - CheresourcesPanosMitsopoulosОценок пока нет
- Air Quality ModelДокумент30 страницAir Quality ModelPanosMitsopoulosОценок пока нет
- WWW - Engsoft.co - KR - Es Fluegas eДокумент9 страницWWW - Engsoft.co - KR - Es Fluegas ePanosMitsopoulosОценок пока нет
- The Relationship Between Injustice and CrimeДокумент11 страницThe Relationship Between Injustice and CrimePanosMitsopoulosОценок пока нет
- Phsyhopatic CrimeДокумент9 страницPhsyhopatic CrimePanosMitsopoulosОценок пока нет
- A Comparative Analysis of General Strain TheoryДокумент11 страницA Comparative Analysis of General Strain TheoryPanosMitsopoulosОценок пока нет
- In Illinois and New York, The Crime-Fighters Are Criminals - National Review OnlineДокумент10 страницIn Illinois and New York, The Crime-Fighters Are Criminals - National Review OnlinePanosMitsopoulosОценок пока нет
- How To Calculate Flare Radiation Isopleths - Industrial Professionals - CheresourcesДокумент5 страницHow To Calculate Flare Radiation Isopleths - Industrial Professionals - CheresourcesPanosMitsopoulosОценок пока нет
- SUPERGOOD - LSQ - The Model of Dimensional Analysis - VanbrakДокумент16 страницSUPERGOOD - LSQ - The Model of Dimensional Analysis - VanbrakPanosMitsopoulosОценок пока нет
- President John F Kennedy Were Murdered by The Military-SecurityДокумент3 страницыPresident John F Kennedy Were Murdered by The Military-SecurityPanosMitsopoulosОценок пока нет
- Information Warfare - "World War Three, Inside The War Room"Документ4 страницыInformation Warfare - "World War Three, Inside The War Room"PanosMitsopoulosОценок пока нет
- Cover Letter Greeting Errors - Pongo BlogДокумент2 страницыCover Letter Greeting Errors - Pongo BlogPanosMitsopoulosОценок пока нет
- Week Eighteen of The Russian Intervention in Syria - A Dramatic Escalation Appears Imminent - The Unz ReviewДокумент5 страницWeek Eighteen of The Russian Intervention in Syria - A Dramatic Escalation Appears Imminent - The Unz ReviewPanosMitsopoulosОценок пока нет
- The EU, Greece, and All ThatДокумент2 страницыThe EU, Greece, and All ThatPanosMitsopoulosОценок пока нет
- AFT Fathom AmerenMissouriCaseStudyДокумент2 страницыAFT Fathom AmerenMissouriCaseStudypca97Оценок пока нет
- O-2605 Water FireДокумент2 страницыO-2605 Water FirePanosMitsopoulosОценок пока нет
- Brochure06 Usc 07 PDFДокумент2 страницыBrochure06 Usc 07 PDFslawateОценок пока нет
- M 4803Документ1 страницаM 4803PanosMitsopoulosОценок пока нет
- Coalunitcharacteristics2014 SummaryДокумент6 страницCoalunitcharacteristics2014 SummaryPanosMitsopoulosОценок пока нет
- En-548 Doc-Dwg ListДокумент3 страницыEn-548 Doc-Dwg ListPanosMitsopoulosОценок пока нет
- Powerengineering201505-Dl - SOS Gas Turbine EPCДокумент1 страницаPowerengineering201505-Dl - SOS Gas Turbine EPCPanosMitsopoulosОценок пока нет
- Foster Wheeler, Tecnimont Form North America Chemicals Alliance - Hydrocarbon Processing - February 2014Документ2 страницыFoster Wheeler, Tecnimont Form North America Chemicals Alliance - Hydrocarbon Processing - February 2014PanosMitsopoulosОценок пока нет
- Oil&Gas F SasolДокумент2 страницыOil&Gas F SasolPanosMitsopoulosОценок пока нет
- AFT Arrow 4 Data SheetДокумент2 страницыAFT Arrow 4 Data SheetVictor AntonОценок пока нет
- Citgo Reports Fire in Crude Tower at Corpus Refinery - Hydrocarbon Processing - February 2014Документ2 страницыCitgo Reports Fire in Crude Tower at Corpus Refinery - Hydrocarbon Processing - February 2014PanosMitsopoulosОценок пока нет
- PMC Refinery Contract For Foster WheelerДокумент2 страницыPMC Refinery Contract For Foster WheelerPanosMitsopoulosОценок пока нет
- Market Data Book 2015 ProspectusДокумент6 страницMarket Data Book 2015 ProspectusPanosMitsopoulosОценок пока нет
- Foster Wheeler Wins Contract For Pipeline and Power Plant Project in PeruДокумент2 страницыFoster Wheeler Wins Contract For Pipeline and Power Plant Project in PeruPanosMitsopoulosОценок пока нет
- NA ReadingStrategies U5M11L03Документ1 страницаNA ReadingStrategies U5M11L03Lila AlwaerОценок пока нет
- Unilever PakistanДокумент26 страницUnilever PakistanElie Mints100% (3)
- Pipe Freezing StudyДокумент8 страницPipe Freezing StudymirekwaznyОценок пока нет
- University of Ghana: This Paper Contains Two Parts (PART I and PART II) Answer All Questions From Both PARTSДокумент3 страницыUniversity of Ghana: This Paper Contains Two Parts (PART I and PART II) Answer All Questions From Both PARTSPhilip Pearce-PearsonОценок пока нет
- Structure of NABARD Grade AДокумент7 страницStructure of NABARD Grade ARojalin PaniОценок пока нет
- Swiss Army Triplet 1Документ2 страницыSwiss Army Triplet 1johnpwayОценок пока нет
- Exemption in Experience & Turnover CriteriaДокумент4 страницыExemption in Experience & Turnover CriteriaVivek KumarОценок пока нет
- A Method For Prediction of Gas/Gas Ejector PerformanceДокумент6 страницA Method For Prediction of Gas/Gas Ejector PerformancedhavaleshОценок пока нет
- GST RATE LIST - pdf-3Документ6 страницGST RATE LIST - pdf-3Niteesh KumarОценок пока нет
- Hesychasm - A Christian Path of TranscendenceДокумент10 страницHesychasm - A Christian Path of Transcendencebde_gnas100% (1)
- Construction Drawing: Legend Notes For Sanitary Piping Installation General Notes NotesДокумент1 страницаConstruction Drawing: Legend Notes For Sanitary Piping Installation General Notes NotesrajavelОценок пока нет
- Adolescents' Gender and Their Social Adjustment The Role of The Counsellor in NigeriaДокумент20 страницAdolescents' Gender and Their Social Adjustment The Role of The Counsellor in NigeriaEfosaОценок пока нет
- UpdateJul2007 3julДокумент10 страницUpdateJul2007 3julAnshul SinghОценок пока нет
- Periodic Table Lab AnswersДокумент3 страницыPeriodic Table Lab AnswersIdan LevyОценок пока нет
- (Polish Journal of Sport and Tourism) The Estimation of The RAST Test Usefulness in Monitoring The Anaerobic Capacity of Sprinters in AthleticsДокумент5 страниц(Polish Journal of Sport and Tourism) The Estimation of The RAST Test Usefulness in Monitoring The Anaerobic Capacity of Sprinters in AthleticsAfizieОценок пока нет
- Simple Enzymes Kinetics and Kinetics ModelДокумент14 страницSimple Enzymes Kinetics and Kinetics ModelSidra-tul MuntahaОценок пока нет
- Corrosion Performance of Mild Steel and GalvanizedДокумент18 страницCorrosion Performance of Mild Steel and GalvanizedNarasimha DvlОценок пока нет
- Pre-Paid Customer Churn Prediction Using SPSSДокумент18 страницPre-Paid Customer Churn Prediction Using SPSSabhi1098Оценок пока нет
- Baby DedicationДокумент3 страницыBaby DedicationLouriel Nopal100% (3)
- Review Course 2 (Review On Professional Education Courses)Документ8 страницReview Course 2 (Review On Professional Education Courses)Regie MarcosОценок пока нет
- Group Members: - Muhamad Sahli B Muda - Nurul Hana Balqis Baharom - Napsiah Abdul RahmanДокумент18 страницGroup Members: - Muhamad Sahli B Muda - Nurul Hana Balqis Baharom - Napsiah Abdul RahmanNurul Hana BalqisОценок пока нет
- 835 (Health Care Claim PaymentAdvice) - HIPAA TR3 GuideДокумент306 страниц835 (Health Care Claim PaymentAdvice) - HIPAA TR3 Guideअरूण शर्माОценок пока нет
- DatuinMA (Activity #5 - NSTP 10)Документ2 страницыDatuinMA (Activity #5 - NSTP 10)Marc Alen Porlaje DatuinОценок пока нет
- Ionic Bonding Worksheet - Type 1 PracticeДокумент2 страницыIonic Bonding Worksheet - Type 1 Practicerichwenekylejc o Evaristo100% (6)
- Oral Communication in ContextДокумент19 страницOral Communication in ContextAzory ZelleОценок пока нет
- Code of Practice For Design Loads (Other Than Earthquake) For Buildings and StructuresДокумент39 страницCode of Practice For Design Loads (Other Than Earthquake) For Buildings and StructuresIshor ThapaОценок пока нет
- Chrysler CDS System - Bulletin2Документ6 страницChrysler CDS System - Bulletin2Martin Boiani100% (1)
- 2396510-14-8EN - r1 - Service Information and Procedures Class MДокумент2 072 страницы2396510-14-8EN - r1 - Service Information and Procedures Class MJuan Bautista PradoОценок пока нет
- Zillah P. Curato: ObjectiveДокумент1 страницаZillah P. Curato: ObjectiveZillah CuratoОценок пока нет
- (Bruno Bettelheim) Symbolic Wounds Puberty RitesДокумент196 страниц(Bruno Bettelheim) Symbolic Wounds Puberty RitesAmbrose66Оценок пока нет