Вам также может понравиться
- Pretreatments of Coils To Minimize Coke Formation in Ethylene Furnaces PDFДокумент4 страницыPretreatments of Coils To Minimize Coke Formation in Ethylene Furnaces PDFAli DarvishiОценок пока нет
- Alleviation of Copper Problems in Fossil PlantsДокумент10 страницAlleviation of Copper Problems in Fossil PlantsYassine LemsyehОценок пока нет
- Status of Advanced Ultra-Supercritical Pulverised Coal Technology - ccc229Документ57 страницStatus of Advanced Ultra-Supercritical Pulverised Coal Technology - ccc229sarangss100% (1)
- ProcessДокумент30 страницProcesssmdtsinoyОценок пока нет
- 1584Документ6 страниц1584malsttarОценок пока нет
- 226 Eddystone Station UnitДокумент24 страницы226 Eddystone Station UnitsbktceОценок пока нет
- TR 108460Документ242 страницыTR 108460mtaha85100% (1)
- Water-Chemistry, Outage-Maintenance Best Practices Highlight Steam Plant WorkshopДокумент8 страницWater-Chemistry, Outage-Maintenance Best Practices Highlight Steam Plant Workshopnktiah1207Оценок пока нет
- Welcome YOU: Science & Technology of WeldingДокумент74 страницыWelcome YOU: Science & Technology of WeldingShrikant MojeОценок пока нет
- VGB PowerTech Magazine Article PDFДокумент7 страницVGB PowerTech Magazine Article PDFWaleed EmaraОценок пока нет
- Condensate Polishing GuidelinesДокумент294 страницыCondensate Polishing GuidelinesGreg EverettОценок пока нет
- Ceramic Coatings Improve Boiler Reliability and PerformanceДокумент8 страницCeramic Coatings Improve Boiler Reliability and PerformancedocturboОценок пока нет
- WJ - 1982 - R B Dooley Dissimilar Weld Boiler Tube FailureДокумент5 страницWJ - 1982 - R B Dooley Dissimilar Weld Boiler Tube FailureKuthuraikaranОценок пока нет
- Uk Finned Technic HeatingspaceДокумент18 страницUk Finned Technic HeatingspacetuzlucayirОценок пока нет
- Limits and State of The Art of The New Creep Resistant SteelsДокумент64 страницыLimits and State of The Art of The New Creep Resistant SteelsRené Galbraith BerraОценок пока нет
- State of Maryland Final Report Task Force To Study Pinhole Leaks in Copper PlumbingДокумент65 страницState of Maryland Final Report Task Force To Study Pinhole Leaks in Copper PlumbingSyavash EnshaОценок пока нет
- V 05 Galt ESKOM PDFДокумент17 страницV 05 Galt ESKOM PDFAdel KlkОценок пока нет
- Managing Steam Side Oxidation by EPRI PDFДокумент3 страницыManaging Steam Side Oxidation by EPRI PDFUdhayakumar VenkataramanОценок пока нет
- Flow-Accelerated Corrosion in Steam Generating Plants: Barry Dooley and Derek ListerДокумент51 страницаFlow-Accelerated Corrosion in Steam Generating Plants: Barry Dooley and Derek Listerzerocool86Оценок пока нет
- Calcium Phosphate Scale Formation From Simulated Milk Ultrafiltrate SolutionsДокумент8 страницCalcium Phosphate Scale Formation From Simulated Milk Ultrafiltrate SolutionssegundosoporteОценок пока нет
- Case Study On Copper CorrosionДокумент15 страницCase Study On Copper CorrosionClaudia MmsОценок пока нет
- OsidationДокумент49 страницOsidationSadhasivam VeluОценок пока нет
- Seawater Flue Gas DesulphurisationДокумент2 страницыSeawater Flue Gas DesulphurisationNestramiОценок пока нет
- HRSG High Pressure Evaporator Sampling For Internal DepositДокумент26 страницHRSG High Pressure Evaporator Sampling For Internal Depositak_thimiriОценок пока нет
- Asme Sa 199 Grade t11 TubesДокумент1 страницаAsme Sa 199 Grade t11 TubesFerroPipEОценок пока нет
- Advanced Boiler TubeДокумент2 страницыAdvanced Boiler TubeShailendra WaniОценок пока нет
- Cathotic ProtectionДокумент5 страницCathotic Protectionkrishna_swaroop99Оценок пока нет
- ThesisDHMoed PDFДокумент131 страницаThesisDHMoed PDFAnurag BajpaiОценок пока нет
- BDooley ACC Corrosion FAC1Документ19 страницBDooley ACC Corrosion FAC1DSGОценок пока нет
- Failure Investigation of A Secondary Super Heat 2017 Case Studies in EngineeДокумент4 страницыFailure Investigation of A Secondary Super Heat 2017 Case Studies in EngineeSushil KumarОценок пока нет
- Ppchem Free 9 2004 2Документ0 страницPpchem Free 9 2004 2rikumohanОценок пока нет
- 304HCu 310NДокумент40 страниц304HCu 310NmalsttarОценок пока нет
- Repeat Situations in Cycle Chemistry ControlДокумент22 страницыRepeat Situations in Cycle Chemistry ControlAnonymous lHiaDxlpkxОценок пока нет
- Bor1991 - Effect of Pearlite Banding On Mechanical Properties of Perlitic SteelДокумент12 страницBor1991 - Effect of Pearlite Banding On Mechanical Properties of Perlitic SteelAlejandroAcuñaMaureiraОценок пока нет
- Boiler Hydro TestДокумент12 страницBoiler Hydro TestSachin PandeyОценок пока нет
- Boiler CleaningДокумент11 страницBoiler CleaningRavi ShankarОценок пока нет
- Creep - Iwshibli PDFДокумент32 страницыCreep - Iwshibli PDFIvanUribeОценок пока нет
- Fireside Corrosion of Alloys For Combustion Power PlantsДокумент11 страницFireside Corrosion of Alloys For Combustion Power Plantsdealer82Оценок пока нет
- Certificate of Analysis: National Institute of Standards and TechnologyДокумент5 страницCertificate of Analysis: National Institute of Standards and TechnologyJohn GiannakopoulosОценок пока нет
- Sub Critical Utility BoilersДокумент25 страницSub Critical Utility BoilersceddievanОценок пока нет
- Dai SeminarДокумент36 страницDai SeminardocrafiОценок пока нет
- Combined Cycle Water Chemistry - POWERДокумент9 страницCombined Cycle Water Chemistry - POWERShameer MajeedОценок пока нет
- LT Valves Triple Offset Butterfly ValvesДокумент20 страницLT Valves Triple Offset Butterfly ValvesamoldholeОценок пока нет
- Duplex Stainless Steel DetailДокумент12 страницDuplex Stainless Steel DetailessnelsonОценок пока нет
- PipingДокумент54 страницыPipingakhilsyam21Оценок пока нет
- Corex Process in IronmakingДокумент16 страницCorex Process in IronmakingSamsul BahriОценок пока нет
- Strategies For Inspecting Hrsgs in Two-Shift and Low-Load ServiceДокумент12 страницStrategies For Inspecting Hrsgs in Two-Shift and Low-Load ServicevnchromeОценок пока нет
- 08 ACC Chemistry and Amines PDFДокумент17 страниц08 ACC Chemistry and Amines PDFLaszlo HiltОценок пока нет
- Piping QuizДокумент20 страницPiping QuizAlex CarreraОценок пока нет
- DegassingДокумент11 страницDegassingMKOZERDEMОценок пока нет
- How To Boost HRSG Performance and Increase Your Plant's Bottom LineДокумент28 страницHow To Boost HRSG Performance and Increase Your Plant's Bottom Lineabdulyunus_amir100% (1)
- Cold Cracking of Welds SodelДокумент2 страницыCold Cracking of Welds Sodelfaridshabani100% (1)
- Seamless Steel Tubes and Pipes For BoilersДокумент20 страницSeamless Steel Tubes and Pipes For BoilersABChungBAОценок пока нет
- Material Selection For Heat Transfer ApplicationsДокумент11 страницMaterial Selection For Heat Transfer ApplicationsShiva CharakОценок пока нет
- 1-Outokumpu-Welding Stainless-Steel-Handbook PDFДокумент36 страниц1-Outokumpu-Welding Stainless-Steel-Handbook PDFTuTuy AnОценок пока нет
- Hydroprocessing Units CorrosionДокумент49 страницHydroprocessing Units CorrosionAvinawОценок пока нет
- Industrial Applications of Heat Resistant MaterialsДокумент10 страницIndustrial Applications of Heat Resistant MaterialssavanchandranОценок пока нет
- Heat Exchanger: Department of Chemical Engineering, University of Engineering & Technology LahoreДокумент31 страницаHeat Exchanger: Department of Chemical Engineering, University of Engineering & Technology LahoreDINESHRAMANUJAMОценок пока нет
- Condenser PDFДокумент14 страницCondenser PDFShankar Jha67% (3)
- Presentation - Enhancing Capacity - Empowering Nation Presentation On Supercritical Boilers 28 August 2012Документ14 страницPresentation - Enhancing Capacity - Empowering Nation Presentation On Supercritical Boilers 28 August 2012Shankar JhaОценок пока нет
- Financing: 5.1 Construction Costs / Investment CostsДокумент2 страницыFinancing: 5.1 Construction Costs / Investment CostsShankar JhaОценок пока нет
- You Can Build: An Ice Rink EverywhereДокумент3 страницыYou Can Build: An Ice Rink EverywhereShankar JhaОценок пока нет
- Financial Literacy - Reserve Bank of India's InitiativesДокумент4 страницыFinancial Literacy - Reserve Bank of India's InitiativesShankar JhaОценок пока нет
- 3960 MW Coal Based Ultra Mega Power ProjeДокумент5 страниц3960 MW Coal Based Ultra Mega Power ProjeShankar JhaОценок пока нет
- Project Submission FormДокумент5 страницProject Submission FormShankar JhaОценок пока нет
- The Public Knowledge WorkshopДокумент2 страницыThe Public Knowledge WorkshopShankar JhaОценок пока нет
- Abc of Thermal Power Plant - Pressure Part Erection of Boiler in A Themal Power Plant - PDFДокумент3 страницыAbc of Thermal Power Plant - Pressure Part Erection of Boiler in A Themal Power Plant - PDFShankar JhaОценок пока нет
- HDR North24 Parganas 2010 Full ReportДокумент312 страницHDR North24 Parganas 2010 Full ReportShankar Jha0% (1)
- Steps For Getting Loan For Opening A SchoolДокумент11 страницSteps For Getting Loan For Opening A SchoolShankar Jha100% (1)
- Upgrades and Enhancements For Competitive Coal-Fired Boiler SystemsДокумент8 страницUpgrades and Enhancements For Competitive Coal-Fired Boiler SystemsShankar Jha100% (1)
- Decommissioning Cost AnalysisviewdocumentДокумент118 страницDecommissioning Cost AnalysisviewdocumentShankar Jha100% (1)
- 10 Steps To Start A Primary SchoolДокумент10 страниц10 Steps To Start A Primary SchoolShankar Jha0% (1)
- Welcome: Presentation On Benchmarking For Employees of BtpsДокумент17 страницWelcome: Presentation On Benchmarking For Employees of BtpsShankar JhaОценок пока нет
- Citi Center For Financial LiteracyДокумент60 страницCiti Center For Financial LiteracyShankar JhaОценок пока нет
- Power PlantДокумент38 страницPower PlantShankar JhaОценок пока нет
- Basic Principles: December 21, 2011 The Energy and Environment CouncilДокумент31 страницаBasic Principles: December 21, 2011 The Energy and Environment CouncilShankar JhaОценок пока нет
- Boiler Codes For Power ApplicationsДокумент17 страницBoiler Codes For Power ApplicationsGalih Honggo Baskoro100% (2)
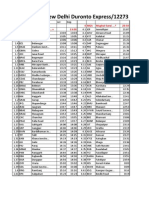
- Doranto Sech HWH-NDLSДокумент6 страницDoranto Sech HWH-NDLSShankar JhaОценок пока нет
- Details For Order #002 5434861 1225038: Not Yet ShippedДокумент1 страницаDetails For Order #002 5434861 1225038: Not Yet ShippedSarai NateraОценок пока нет
- Lenovo Security ThinkShield-Solutions-Guide Ebook IDG NA HV DownloadДокумент10 страницLenovo Security ThinkShield-Solutions-Guide Ebook IDG NA HV DownloadManeshОценок пока нет
- Choosing The Right HF Welding Process For Api Large Pipe MillsДокумент5 страницChoosing The Right HF Welding Process For Api Large Pipe MillsNia KurniaОценок пока нет
- Poverty Eradication Cluster HLPF Position Paper With Case StudiesДокумент4 страницыPoverty Eradication Cluster HLPF Position Paper With Case StudiesJohn Paul Demonteverde ElepОценок пока нет
- Guidance - Third Party Human Capital Providers - January 2024Документ3 страницыGuidance - Third Party Human Capital Providers - January 2024rahmed78625Оценок пока нет
- HRM Final Ass Apple Human Resource Management AssesmentДокумент8 страницHRM Final Ass Apple Human Resource Management AssesmentAditya Nandi Vardhana100% (1)
- LIC - Jeevan Labh - Brochure - 9 Inch X 8 Inch - EngДокумент13 страницLIC - Jeevan Labh - Brochure - 9 Inch X 8 Inch - Engnakka_rajeevОценок пока нет
- Energy Facts PDFДокумент18 страницEnergy Facts PDFvikas pandeyОценок пока нет
- Morales v. Lockheed Martin, 10th Cir. (2000)Документ2 страницыMorales v. Lockheed Martin, 10th Cir. (2000)Scribd Government DocsОценок пока нет
- Output Vat Zero-Rated Sales ch8Документ3 страницыOutput Vat Zero-Rated Sales ch8Marionne GОценок пока нет
- Organisational Structure of NetflixДокумент2 страницыOrganisational Structure of NetflixAnkita Das57% (7)
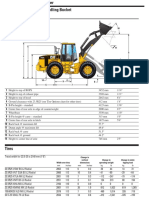
- Cat It62hДокумент4 страницыCat It62hMarceloОценок пока нет
- Agenda 9Документ46 страницAgenda 9Bala Gangadhar TilakОценок пока нет
- Telemeter-Electronic Brochure Flexible Heaters WebДокумент12 страницTelemeter-Electronic Brochure Flexible Heaters WebXavierОценок пока нет
- Successfully Allocating Risk and Negotiating A PPP ContractДокумент12 страницSuccessfully Allocating Risk and Negotiating A PPP ContractWilliam Tong100% (1)
- CPA Taxation by Ampongan - Principles of TaxationДокумент43 страницыCPA Taxation by Ampongan - Principles of TaxationVictor Tuco100% (1)
- PCIB Vs ESCOLIN (G.R. No. L-27860 & L-27896)Документ61 страницаPCIB Vs ESCOLIN (G.R. No. L-27860 & L-27896)strgrlОценок пока нет
- Introduction and Instructions: ForewordДокумент20 страницIntroduction and Instructions: ForewordDanang WidoyokoОценок пока нет
- Octopus 900 Instructions For UseДокумент18 страницOctopus 900 Instructions For UseAli FadhilОценок пока нет
- Zambia MTEF 2015 - 2017 (Green Paper)Документ27 страницZambia MTEF 2015 - 2017 (Green Paper)Chola MukangaОценок пока нет
- BMW Speakers Install BSW Stage 1 E60 Sedan Logic7Документ13 страницBMW Speakers Install BSW Stage 1 E60 Sedan Logic7StolnicuBogdanОценок пока нет
- Blockchain Unit Wise Question BankДокумент3 страницыBlockchain Unit Wise Question BankMeghana50% (4)
- Functions and Uses of CCTV CameraДокумент42 страницыFunctions and Uses of CCTV CameraMojere GuardiarioОценок пока нет
- Procurement Systems and Tools RoundTable Notes (Europe) 13 Oct 2020 - 0Документ8 страницProcurement Systems and Tools RoundTable Notes (Europe) 13 Oct 2020 - 0SathishkumarОценок пока нет
- Introduction To GlobalizationДокумент17 страницIntroduction To Globalization21100959Оценок пока нет
- HRM Ass1Документ3 страницыHRM Ass1asdas asfasfasdОценок пока нет
- Caselet - LC: The Journey of The LCДокумент5 страницCaselet - LC: The Journey of The LCAbhi JainОценок пока нет
- National Action Plan Implementation Gaps and SuccessesДокумент8 страницNational Action Plan Implementation Gaps and SuccessesHamza MinhasОценок пока нет
- Shareholder Agreement 06Документ19 страницShareholder Agreement 06Josmar TelloОценок пока нет
- Lecture Notes (Financial Economics)Документ136 страницLecture Notes (Financial Economics)americus_smile7474100% (2)