Вам также может понравиться
- GuíaDeEstudio (Preview)Документ10 страницGuíaDeEstudio (Preview)J Díaz SalaverríaОценок пока нет
- Uso de La Pregunta Como Estrategia de EnseñanzaДокумент10 страницUso de La Pregunta Como Estrategia de EnseñanzaJ Díaz SalaverríaОценок пока нет
- Tecnologías LimpiasДокумент17 страницTecnologías LimpiasJ Díaz SalaverríaОценок пока нет
- PBEДокумент3 страницыPBEJ Díaz SalaverríaОценок пока нет
- Chemistry TopicsДокумент6 страницChemistry TopicsJ Díaz SalaverríaОценок пока нет
- Estrategias AmbientalesДокумент4 страницыEstrategias AmbientalesJ Díaz SalaverríaОценок пока нет
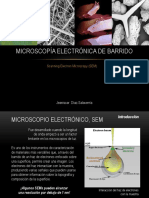
- Microscopía Electrónica de BarridoДокумент5 страницMicroscopía Electrónica de BarridoJ Díaz SalaverríaОценок пока нет
- ShotPeening PDFДокумент2 страницыShotPeening PDFJesus BarbozaОценок пока нет
- Materiales y MétodosДокумент6 страницMateriales y MétodosJ Díaz SalaverríaОценок пока нет
- Espectroscopía AtómicaДокумент19 страницEspectroscopía AtómicaJ Díaz SalaverríaОценок пока нет
- Imagenes MT 4722Документ4 страницыImagenes MT 4722J Díaz SalaverríaОценок пока нет
- Microscopía Electrónica de BarridoДокумент15 страницMicroscopía Electrónica de BarridoJ Díaz SalaverríaОценок пока нет
- ImagineДокумент4 страницыImagineJ Díaz SalaverríaОценок пока нет
- Uso de La Pregunta Como Estrategia de EnseñanzaДокумент14 страницUso de La Pregunta Como Estrategia de EnseñanzaJ Díaz SalaverríaОценок пока нет
- Lo Que Hacen Los Mejores Profesores de UniversidadДокумент1 страницаLo Que Hacen Los Mejores Profesores de UniversidadJ Díaz SalaverríaОценок пока нет
- Cócteles para TodosДокумент64 страницыCócteles para TodosNatanael Rodriguez100% (2)
- Objetivos y Competencias de Un Plan de AsignaturaДокумент4 страницыObjetivos y Competencias de Un Plan de AsignaturaJ Díaz SalaverríaОценок пока нет
- PolarografíaДокумент28 страницPolarografíaJ Díaz SalaverríaОценок пока нет
- T31006 PDFДокумент217 страницT31006 PDFJ Díaz SalaverríaОценок пока нет
- Fuerzas IntermolecularesДокумент23 страницыFuerzas IntermolecularesChristian Martin Franco AcostaОценок пока нет
- La Educación ProhibidaДокумент1 страницаLa Educación ProhibidaJ Díaz SalaverríaОценок пока нет
- Inestabilidades en Extrusión de PelículaДокумент4 страницыInestabilidades en Extrusión de PelículaJ Díaz SalaverríaОценок пока нет
- Resultados de Análisis Cuantitativo Elemental Por Espectroscopía de Absorción AtómicaДокумент6 страницResultados de Análisis Cuantitativo Elemental Por Espectroscopía de Absorción AtómicaJ Díaz SalaverríaОценок пока нет
- Fisica Vol. 2 - Alonso & FinnДокумент422 страницыFisica Vol. 2 - Alonso & FinnJorge Lopez81% (16)
- Teoría y Problemas de Electromagnetismo Schaum - EdministerДокумент209 страницTeoría y Problemas de Electromagnetismo Schaum - EdministerJ Díaz Salaverría86% (7)
- Villefère, en El Bosque deДокумент4 страницыVillefère, en El Bosque deJ Díaz SalaverríaОценок пока нет
- Yah Yah YahДокумент6 страницYah Yah YahJ Díaz SalaverríaОценок пока нет
- Vida NumerosДокумент181 страницаVida NumerosJorge_javier21100% (1)
- Sesión de Aprendizaje 02 ReciclajeДокумент4 страницыSesión de Aprendizaje 02 ReciclajeJuana Edit CuroОценок пока нет
- Estudio Mineragrafico HuaronДокумент56 страницEstudio Mineragrafico HuaronlibronuevoОценок пока нет
- El Conocimiento de Si Mismo y de Los OtrosДокумент22 страницыEl Conocimiento de Si Mismo y de Los OtrosChay Fots Blu100% (1)
- Serie I de Ejercicios Periodo 1 Ciclo 2Документ3 страницыSerie I de Ejercicios Periodo 1 Ciclo 2William MolinaОценок пока нет
- Fatiga Muscular.Документ7 страницFatiga Muscular.Harrison Wilmer Mariñas SalazarОценок пока нет
- Analisis de Problemas - Espina PescadoДокумент32 страницыAnalisis de Problemas - Espina PescadoJorge Quezada CerónОценок пока нет
- Trabajo Finalll... Listoooo.. Ya EnsambladoДокумент58 страницTrabajo Finalll... Listoooo.. Ya Ensambladocarlos javierОценок пока нет
- Estudio, Diseño e Implementacion de Un Sistema de Comunicacion Celular Utilizando Tecnologia GSMДокумент222 страницыEstudio, Diseño e Implementacion de Un Sistema de Comunicacion Celular Utilizando Tecnologia GSMJaime Pulido Paez0% (1)
- Planificacion Primero 1era. SemanaДокумент3 страницыPlanificacion Primero 1era. SemanaMontserrat Lopez CastroОценок пока нет
- Desarrollo de Un Modelo Integrado de Estimación de Equipos Capex y Opex Mina para La División Radomiro TomicДокумент97 страницDesarrollo de Un Modelo Integrado de Estimación de Equipos Capex y Opex Mina para La División Radomiro TomicjavieraОценок пока нет
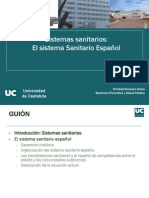
- TEMA37 Sistemas de SaludДокумент43 страницыTEMA37 Sistemas de Saludbsg08Оценок пока нет
- 3ro MedioДокумент11 страниц3ro MedioA Fernández DyegoОценок пока нет
- Precio Lectores Opticos - Abril 2015Документ13 страницPrecio Lectores Opticos - Abril 2015Cesar Guillermo Ramirez FelipeОценок пока нет
- Primer Bloque Teorías y Sistemas PsicológicosДокумент6 страницPrimer Bloque Teorías y Sistemas Psicológicosdaniela saenzОценок пока нет
- Examen Dd107 AlexandraДокумент11 страницExamen Dd107 AlexandraErick Fabrizio Lasso Morales100% (3)
- Mapas Conceptuales AdolescentesДокумент3 страницыMapas Conceptuales AdolescentesMaríaJosé Palma Nuñez67% (6)
- 6to Grado Bloque 2 Planeacion PDFДокумент15 страниц6to Grado Bloque 2 Planeacion PDFChucho EsquivelОценок пока нет
- Taller Modelos AtomicosДокумент2 страницыTaller Modelos AtomicosIsco Yepes MejiaОценок пока нет
- Caracterizacion de Los Residuos SolidosДокумент104 страницыCaracterizacion de Los Residuos SolidosHenrry OchoaОценок пока нет
- Breve Resumen Lectura de Jhon BeattieДокумент8 страницBreve Resumen Lectura de Jhon BeattieayaliyasocialОценок пока нет
- Trascendencia Axiológica de Mahatma GandhiДокумент3 страницыTrascendencia Axiológica de Mahatma GandhiMemo De AlvaОценок пока нет
- Etica - FilosofosДокумент11 страницEtica - Filosofoswillie wilson100% (2)
- Templar IosДокумент10 страницTemplar IosLIDIA MAMANI PINAYAОценок пока нет
- 3t2k La Orden SSДокумент484 страницы3t2k La Orden SSGlacom Demon100% (13)
- Elaboramos Un PodcastДокумент5 страницElaboramos Un PodcastGIANELLA NOEMI VALENCIA VALVERDEОценок пока нет
- Conceptoos Basicos de La ElectronicaДокумент435 страницConceptoos Basicos de La Electronicabrandon riveraОценок пока нет
- Informe Física Remoto 4Документ19 страницInforme Física Remoto 4ESTIVEN ROPEROОценок пока нет
- Guía de Actividad 4 Interpretemos GráficasДокумент10 страницGuía de Actividad 4 Interpretemos GráficasDayant BautistaОценок пока нет
- Presentacion No.15. Vigilancia Epidemiologica.Документ20 страницPresentacion No.15. Vigilancia Epidemiologica.Yuri Cruz100% (1)
- Programa de Intervenciòn2Документ17 страницPrograma de Intervenciòn2Ivan Tacza SantanaОценок пока нет