Вам также может понравиться
- GMAW Welding - 1Документ48 страницGMAW Welding - 1jswldeepОценок пока нет
- Welding Process Techniques: KG - Pandithan, Iwe Technical Advisor, RiboДокумент51 страницаWelding Process Techniques: KG - Pandithan, Iwe Technical Advisor, RibojswldeepОценок пока нет
- Weld DefectДокумент78 страницWeld DefectjswldeepОценок пока нет
- Welding ProcessДокумент112 страницWelding ProcessaadmaadmОценок пока нет
- Asme Sec Ix 2021: KG - Pandithan Iwe Technical AdviserДокумент80 страницAsme Sec Ix 2021: KG - Pandithan Iwe Technical AdviserjswldeepОценок пока нет
- An Overview: MetalsДокумент61 страницаAn Overview: MetalsjswldeepОценок пока нет
- GMAW Welding - 1Документ67 страницGMAW Welding - 1jswldeepОценок пока нет
- Total Welding Management: Edited and Prepared BY KG - Pandithan IWE Technical Adviser Ribo IndustryДокумент36 страницTotal Welding Management: Edited and Prepared BY KG - Pandithan IWE Technical Adviser Ribo IndustryjswldeepОценок пока нет
- RESIDUAL STRESSES & PROCEDURE From MECH MET by DITERДокумент4 страницыRESIDUAL STRESSES & PROCEDURE From MECH MET by DITERjswldeepОценок пока нет
- Change of Items in BOQ - IIMAДокумент1 страницаChange of Items in BOQ - IIMAjswldeepОценок пока нет
- IATF-16949 Course Schdule Details: - 21 Day ChallengeДокумент4 страницыIATF-16949 Course Schdule Details: - 21 Day ChallengejswldeepОценок пока нет
- Materials CompatibilityДокумент1 страницаMaterials CompatibilityjswldeepОценок пока нет
- The Indian Institute of Welding Mumbai Branch "Defect-Free Welds: Process Control Is The Key!"Документ1 страницаThe Indian Institute of Welding Mumbai Branch "Defect-Free Welds: Process Control Is The Key!"jswldeepОценок пока нет
- Manufacturing & Supplier Quality Resume MTech MBAДокумент3 страницыManufacturing & Supplier Quality Resume MTech MBAjswldeepОценок пока нет
- Annual Calendar 2020-21Документ6 страницAnnual Calendar 2020-21jswldeepОценок пока нет
- Annual Calendar 2020-21Документ6 страницAnnual Calendar 2020-21jswldeepОценок пока нет
- Weld Tech Talk 8Документ1 страницаWeld Tech Talk 8jswldeepОценок пока нет
- Radiant Manpower Service - PresentationДокумент10 страницRadiant Manpower Service - PresentationjswldeepОценок пока нет
- Delcam Software India Pvt. LTD: Swing Bearing MTG Hole PCDДокумент3 страницыDelcam Software India Pvt. LTD: Swing Bearing MTG Hole PCDjswldeepОценок пока нет
- The Future of Learning Is Omni-ChannelДокумент4 страницыThe Future of Learning Is Omni-ChanneljswldeepОценок пока нет
- Kaizen PDCA Cycle ProcessДокумент83 страницыKaizen PDCA Cycle ProcessjswldeepОценок пока нет
- Agenda: Global Iso Knowledge Sharing Summit - 2021 - OnlineДокумент2 страницыAgenda: Global Iso Knowledge Sharing Summit - 2021 - OnlinejswldeepОценок пока нет
- The Indian Institute of Welding Mumbai BranchДокумент1 страницаThe Indian Institute of Welding Mumbai BranchjswldeepОценок пока нет
- Mobile Services: Your Account Summary This Month'S ChargesДокумент6 страницMobile Services: Your Account Summary This Month'S ChargesjswldeepОценок пока нет
- 2603 2604 2605 - Comparisons - 4 6 11 PDFДокумент1 страница2603 2604 2605 - Comparisons - 4 6 11 PDFuocmogiandi_a100% (1)
- Maswer Automotive - Company ProfileДокумент32 страницыMaswer Automotive - Company ProfilejswldeepОценок пока нет
- Specifications AAMA 260405 PDFДокумент10 страницSpecifications AAMA 260405 PDFprashant garg100% (1)
- Weiland Aama 2605 05 Kynar 500Документ10 страницWeiland Aama 2605 05 Kynar 500Øwięs MØhãmmedОценок пока нет
- Boarding PassДокумент1 страницаBoarding PassjswldeepОценок пока нет
- PRESENTATION-1 UpdatedДокумент17 страницPRESENTATION-1 UpdatedjswldeepОценок пока нет
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (400)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (344)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
- Slip Agents Extended Performance Range For Polyolefin FilmsДокумент2 страницыSlip Agents Extended Performance Range For Polyolefin Filmsanti blocking additiveОценок пока нет
- Chloramine Reduction Product Profile 310106Документ2 страницыChloramine Reduction Product Profile 310106nermeen ahmedОценок пока нет
- Natsci5l Lecture2kinematicsДокумент2 страницыNatsci5l Lecture2kinematicsjaneth waminalОценок пока нет
- Dupont Vertrel XF: Specialty FluidДокумент4 страницыDupont Vertrel XF: Specialty FluidRicardo PereiraОценок пока нет
- GEM Elemental Analysis Tool PDFДокумент2 страницыGEM Elemental Analysis Tool PDFdownbuliaoОценок пока нет
- Assignment of Analytical ChemistryДокумент12 страницAssignment of Analytical Chemistrysawaira ikramОценок пока нет
- FMDS0798Документ12 страницFMDS0798A NОценок пока нет
- Organic Chemistry Module (Part 1)Документ6 страницOrganic Chemistry Module (Part 1)Rita ZhouОценок пока нет
- 030 RFI ELLIPSE Beam Admin Auditorium ACT Response 20231113Документ4 страницы030 RFI ELLIPSE Beam Admin Auditorium ACT Response 20231113Muriyanto MuriОценок пока нет
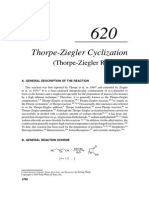
- Thrope Ziegler Cyclization SearchДокумент4 страницыThrope Ziegler Cyclization SearchahmedramadanОценок пока нет
- Ijert Ijert: Behavior of Composite Nanofluids Under Extreme Pressure ConditionДокумент8 страницIjert Ijert: Behavior of Composite Nanofluids Under Extreme Pressure ConditionGK SinghОценок пока нет
- Determination of Radionuclide Content in Agricultural Lands Using ResRad Off-Site Computer Model in Nasarawa State, NigeriaДокумент10 страницDetermination of Radionuclide Content in Agricultural Lands Using ResRad Off-Site Computer Model in Nasarawa State, NigeriaInternational Journal of Innovative Science and Research TechnologyОценок пока нет
- Question Paper Depth in PhysicsДокумент20 страницQuestion Paper Depth in PhysicsTheОценок пока нет
- Chlorofluorocarbons: (CFCS)Документ4 страницыChlorofluorocarbons: (CFCS)mansikakaniОценок пока нет
- Imp KDL CTH June-14 (Excel)Документ580 страницImp KDL CTH June-14 (Excel)Vivek DomadiaОценок пока нет
- JCI Hygood FM 200 BrochureДокумент6 страницJCI Hygood FM 200 BrochureMuliawan TjandraОценок пока нет
- Longer Answer iGCSE Pearson Specific 2014 Paper 1Документ8 страницLonger Answer iGCSE Pearson Specific 2014 Paper 1Umm TaybahОценок пока нет
- Tutorial 6Документ22 страницыTutorial 6Merna El SayeghОценок пока нет
- Week2-D2-Components of MatterДокумент64 страницыWeek2-D2-Components of MatterIvy Joyce BuanОценок пока нет
- Seismaic Behaviour of Isloated BridgesДокумент41 страницаSeismaic Behaviour of Isloated Bridgespraveenpv7100% (1)
- Practice Quiz For Chapters 10 To 12 I. Multiple ChoiceДокумент5 страницPractice Quiz For Chapters 10 To 12 I. Multiple ChoiceDe Zuniga AireishОценок пока нет
- Metallurgical Processes ReviewДокумент9 страницMetallurgical Processes ReviewLeo Bayer PereiraОценок пока нет
- CH 01 Edited PDFДокумент10 страницCH 01 Edited PDFabbyОценок пока нет
- 3a Lattice Vibrations PDFДокумент18 страниц3a Lattice Vibrations PDFGanesh NegiОценок пока нет
- Data Pack: Methods For The Determination of Cyanide Using Amperometric DetectionДокумент30 страницData Pack: Methods For The Determination of Cyanide Using Amperometric DetectionCristhian Rivera RengifoОценок пока нет
- Xii C Holiday HWДокумент151 страницаXii C Holiday HWArnav SaksenaОценок пока нет
- SURFYNOL® 465 Surfactant: Nonionic Dynamic Wetting AgentДокумент2 страницыSURFYNOL® 465 Surfactant: Nonionic Dynamic Wetting AgentJeidy Estefania Serrano MarquinОценок пока нет
- Libro de Corrientes Inducidas Nivel LLДокумент209 страницLibro de Corrientes Inducidas Nivel LLMateo AmayaОценок пока нет
- Aluminium As Civil Engineering MaterialДокумент17 страницAluminium As Civil Engineering Materialnithesh kumar jОценок пока нет
- Pipa PendahulianДокумент52 страницыPipa PendahulianYusmanparjianto YusmanparjiantoОценок пока нет