Вам также может понравиться
- Creating a One-Piece Flow and Production Cell: Just-in-time Production with Toyota’s Single Piece FlowОт EverandCreating a One-Piece Flow and Production Cell: Just-in-time Production with Toyota’s Single Piece FlowРейтинг: 4 из 5 звезд4/5 (1)
- PTQ - Optimization of Ethylene PlantsДокумент3 страницыPTQ - Optimization of Ethylene PlantsmhdsolehОценок пока нет
- Aspen DynamicsДокумент4 страницыAspen DynamicsAbbasi ZakiОценок пока нет
- LINKmanДокумент4 страницыLINKmanDebajit BurhagohainОценок пока нет
- Process Variables Reference PDFДокумент6 страницProcess Variables Reference PDFClint Charles P. BrutasОценок пока нет
- Plant Performance & Efficiency Monitoring: Introduction & Familiarization Module - Part 1Документ19 страницPlant Performance & Efficiency Monitoring: Introduction & Familiarization Module - Part 1Youcef NasriОценок пока нет
- Hoenywell APC and RTO Solution Article Digital RefiningДокумент8 страницHoenywell APC and RTO Solution Article Digital RefiningmelvokingОценок пока нет
- UOP Energy Management Solutions PaperДокумент5 страницUOP Energy Management Solutions PaperDeni Yudha PermanaОценок пока нет
- High Purity Distillation Column: Simulation and OptimizationДокумент5 страницHigh Purity Distillation Column: Simulation and OptimizationMohamed GuenouneОценок пока нет
- Model Predictive Control of A Crude Distillation Unit PDFДокумент6 страницModel Predictive Control of A Crude Distillation Unit PDFHussaini Hamisu100% (1)
- Honeywell Apc CasestДокумент3 страницыHoneywell Apc CasestMohammad Yasser RamzanОценок пока нет
- Importance of Control ValvesДокумент31 страницаImportance of Control ValvesIndranil Hatua100% (1)
- Title: Process Optimization in Chemical Engineering Author: Christian Jair Sánchez ReynelДокумент2 страницыTitle: Process Optimization in Chemical Engineering Author: Christian Jair Sánchez Reynelchristian sanchezОценок пока нет
- Process Simulation and Optimization of Cyclohexane Manufacturing Plant Using Unisim and Hint PDFДокумент23 страницыProcess Simulation and Optimization of Cyclohexane Manufacturing Plant Using Unisim and Hint PDFKhadeejaОценок пока нет
- Jj11 3794Документ2 страницыJj11 3794Himru SainiОценок пока нет
- Development of Ethyl Acetate Process TechnologyДокумент20 страницDevelopment of Ethyl Acetate Process TechnologyKaycelyn Bacay100% (1)
- Measurement Automation Strategy Key To Bio-Ethanol Refinery EfficiencyДокумент9 страницMeasurement Automation Strategy Key To Bio-Ethanol Refinery EfficiencykaicyemОценок пока нет
- Topic 2.0. Introduction To Process ControlpptxДокумент48 страницTopic 2.0. Introduction To Process ControlpptxProsper ChimukaОценок пока нет
- Energy Efficiency 4 PillarsДокумент5 страницEnergy Efficiency 4 PillarsVenkatesh Kumar RamanujamОценок пока нет
- Excess Methanol RecoveryДокумент6 страницExcess Methanol RecoverySteven Putra HalimОценок пока нет
- Case Study On Automation Control InstrumentationДокумент3 страницыCase Study On Automation Control InstrumentationNavpreet DhimanОценок пока нет
- Profit Controller RMPCT OverviewДокумент4 страницыProfit Controller RMPCT OverviewEnrique Cerna VillalobosОценок пока нет
- WCE2015 pp326-331Документ6 страницWCE2015 pp326-331kirbeyОценок пока нет
- Real-Time Optimization of A Gasoline Run-Down Header Blending OperationДокумент18 страницReal-Time Optimization of A Gasoline Run-Down Header Blending Operationkirandevi1981Оценок пока нет
- EQNX Energy Performance Monitoring 211202122340873Документ3 страницыEQNX Energy Performance Monitoring 211202122340873Manish KumarОценок пока нет
- Ce-307 - Chemical Engineering DesignДокумент41 страницаCe-307 - Chemical Engineering Designmuhammad_asim_10Оценок пока нет
- Energy & EnvironmentДокумент227 страницEnergy & EnvironmentBalasundaramSrinivasaRajkumar0% (1)
- James B. Riggs M. Nazmul KarimДокумент44 страницыJames B. Riggs M. Nazmul KarimDel Valle Montero MarcoОценок пока нет
- Process Control Fundamentals: Revision Date: January 2020Документ202 страницыProcess Control Fundamentals: Revision Date: January 2020DidiОценок пока нет
- Project ReportДокумент80 страницProject ReportVysakh Sharma100% (1)
- Sagar ResumeДокумент3 страницыSagar Resumekaush132Оценок пока нет
- Cement Guidebook enДокумент44 страницыCement Guidebook enBayu_SeОценок пока нет
- Rule Induction in Data MiningДокумент10 страницRule Induction in Data Miningjawadbhatti35Оценок пока нет
- Ethanol Guidebook For DesignДокумент67 страницEthanol Guidebook For DesignSRINIVASAN TОценок пока нет
- Chemical and Bio-Process Control: James B. Riggs M. Nazmul KarimДокумент44 страницыChemical and Bio-Process Control: James B. Riggs M. Nazmul KarimRiani ZipОценок пока нет
- Chap01 - A Career in Process ControlДокумент44 страницыChap01 - A Career in Process ControlKeith MaddenОценок пока нет
- Chemical Process Control: Source: James B. Riggs M. Nazmul Karim Che - Tte.EduДокумент34 страницыChemical Process Control: Source: James B. Riggs M. Nazmul Karim Che - Tte.EduvavaОценок пока нет
- 2011-12 Objectives 2.02Документ22 страницы2011-12 Objectives 2.02bmustaphiОценок пока нет
- Chapter 1Документ51 страницаChapter 1yaqoobОценок пока нет
- 2nd Oee SlidesДокумент8 страниц2nd Oee SlidesQazi Zain SajjadОценок пока нет
- Chem Process Ethylene Glycol BrochureДокумент1 страницаChem Process Ethylene Glycol BrochurecandhareОценок пока нет
- Optimization 240122 191010Документ18 страницOptimization 240122 191010Muhammad Ayan MalikОценок пока нет
- Jittima Thipsukhum and Montree WongsriДокумент10 страницJittima Thipsukhum and Montree WongsrinokarajuОценок пока нет
- Energy OptimizationДокумент41 страницаEnergy OptimizationLina1929100% (1)
- Contract Manufacturer's Journey To Higher ContainmentДокумент24 страницыContract Manufacturer's Journey To Higher ContainmentBulent InanОценок пока нет
- EWCM Family Brochure CT122368 Rel.10-09 enДокумент12 страницEWCM Family Brochure CT122368 Rel.10-09 en李昕Оценок пока нет
- Bio EthanolДокумент3 страницыBio EthanolVioleta ArabadzhievaОценок пока нет
- Solution Dynamics Boiler Efficiency ImprovementДокумент2 страницыSolution Dynamics Boiler Efficiency ImprovementtvsshindeОценок пока нет
- CHE 410 Chemcal Process Industries Rev (Part 1)Документ32 страницыCHE 410 Chemcal Process Industries Rev (Part 1)Benedick Jayson MartiОценок пока нет
- Process and Plant Design: Design Is A Creative Process Whereby An Innovative Solution For A Problem IsДокумент9 страницProcess and Plant Design: Design Is A Creative Process Whereby An Innovative Solution For A Problem IsAbdullah N. TahirОценок пока нет
- Unilever 'S Detergent Powder Plant: Dryer Control and Optimization Project Increases Production, Reduces Product GiveawayДокумент2 страницыUnilever 'S Detergent Powder Plant: Dryer Control and Optimization Project Increases Production, Reduces Product GiveawaybarmarwanОценок пока нет
- Fundamentals of Applied Chemistry 11-1Документ19 страницFundamentals of Applied Chemistry 11-1Aaditya K S100% (1)
- 2005 - Monitoring and Control of Process and Power Systems - Towards New ParadigmsДокумент12 страниц2005 - Monitoring and Control of Process and Power Systems - Towards New ParadigmsademargcjuniorОценок пока нет
- Effective Implementation of an ISO 50001 Energy Management System (EnMS)От EverandEffective Implementation of an ISO 50001 Energy Management System (EnMS)Рейтинг: 4 из 5 звезд4/5 (1)
- Modeling, Control, and Optimization of Natural Gas Processing PlantsОт EverandModeling, Control, and Optimization of Natural Gas Processing PlantsРейтинг: 5 из 5 звезд5/5 (1)
- Basic Valve & SizingДокумент8 страницBasic Valve & SizingRio Ananda PutraОценок пока нет
- Fuzzy Logic Prioritizing Maintenance Work in Operative PlanningДокумент16 страницFuzzy Logic Prioritizing Maintenance Work in Operative PlanningRio Ananda PutraОценок пока нет
- Omni 3000 - 6000 Modbus Database 4CДокумент178 страницOmni 3000 - 6000 Modbus Database 4CRio Ananda Putra100% (1)
- A Fuzzy-Based System For Maintenance Planning of Road PavementsДокумент6 страницA Fuzzy-Based System For Maintenance Planning of Road PavementsRio Ananda PutraОценок пока нет
- A Fuzzy-Based System For Maintenance Planning of Road PavementsДокумент6 страницA Fuzzy-Based System For Maintenance Planning of Road PavementsRio Ananda PutraОценок пока нет
- Beam ExpanderДокумент12 страницBeam ExpanderRio Ananda PutraОценок пока нет
- Step FOPDT LengkapДокумент110 страницStep FOPDT LengkapRio Ananda PutraОценок пока нет
- Effective Scientific Paper: Dr.-Ing Doty D. RisantiДокумент34 страницыEffective Scientific Paper: Dr.-Ing Doty D. RisantiRio Ananda PutraОценок пока нет
- Fuzzy Gain Scheduling of PID ControllersДокумент1 страницаFuzzy Gain Scheduling of PID ControllersRio Ananda PutraОценок пока нет
- Rumus Perhitungan Perfomansi Peralatan Utama CPP EEESДокумент5 страницRumus Perhitungan Perfomansi Peralatan Utama CPP EEESRio Ananda PutraОценок пока нет
- Kalkulus C RevДокумент2 страницыKalkulus C RevRio Ananda PutraОценок пока нет
- Compare PLC and DCSДокумент12 страницCompare PLC and DCSeddiethehead1968100% (1)
- Perceptual ControlДокумент283 страницыPerceptual Controlleonardolippert100% (2)
- SINAMICS S120 Function Manual Edition 03 2007Документ434 страницыSINAMICS S120 Function Manual Edition 03 2007www.otomasyonegitimi.comОценок пока нет
- Pragmatic Electrical Engineering: Systems and InstrumentsДокумент145 страницPragmatic Electrical Engineering: Systems and InstrumentsCory FraserОценок пока нет
- Analytical Tuning Method For Cascade Control System Via Multi-Scale Control SchemeДокумент26 страницAnalytical Tuning Method For Cascade Control System Via Multi-Scale Control SchemeFelipe BravoОценок пока нет
- LJ Create: Analog and Digital Motor ControlДокумент7 страницLJ Create: Analog and Digital Motor ControlMahmud Hasan SumonОценок пока нет
- Powerflex® 40P: Technical DataДокумент36 страницPowerflex® 40P: Technical DataPauli TaОценок пока нет
- Industrial Valve Cross Ref - Vickers VS Rexroth For Primary Metal Applications0309Документ60 страницIndustrial Valve Cross Ref - Vickers VS Rexroth For Primary Metal Applications0309Abelio TavaresОценок пока нет
- PLC, PLC LADDER, PLC EBOOK, PLC PROGRAMMING, - PID Control in SIEMENS S7 PLC PDFДокумент4 страницыPLC, PLC LADDER, PLC EBOOK, PLC PROGRAMMING, - PID Control in SIEMENS S7 PLC PDFfeyyazkurtОценок пока нет
- Recent Advances in The Control of Piezoelectric Actuators: International Journal of Advanced Robotic SystemsДокумент11 страницRecent Advances in The Control of Piezoelectric Actuators: International Journal of Advanced Robotic SystemsAlioune Badara DioufОценок пока нет
- Chapter 4 Internal Control QuestionsДокумент50 страницChapter 4 Internal Control QuestionsFome100% (1)
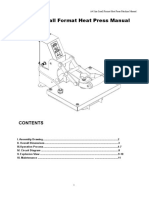
- A4 Heat Press Manual PDFДокумент13 страницA4 Heat Press Manual PDFmapache66Оценок пока нет
- Difference Between DCS and PLCДокумент2 страницыDifference Between DCS and PLCmtrj59Оценок пока нет
- CH4404 Process Technology 1Документ6 страницCH4404 Process Technology 1hannahОценок пока нет
- Autonomous Flight in Unstructured and Unknown Indoor EnvironmentsДокумент8 страницAutonomous Flight in Unstructured and Unknown Indoor EnvironmentsJames KnotОценок пока нет
- An Atlas of Engineering Dynamic Systems, Models, and Transfer FunctionsДокумент37 страницAn Atlas of Engineering Dynamic Systems, Models, and Transfer Functionshazem ab2009Оценок пока нет
- Lecture 4Документ13 страницLecture 4Syed Hussain Akbar MosviОценок пока нет
- R7411008-Digital Control SystemsДокумент4 страницыR7411008-Digital Control SystemssivabharathamurthyОценок пока нет
- PID Based Dynamometer Used in Engine TestДокумент7 страницPID Based Dynamometer Used in Engine TestAyeshá KhánОценок пока нет
- Ref24 PDFДокумент8 страницRef24 PDFashwiniОценок пока нет
- Assignment No.2: Topic: OscillaДокумент6 страницAssignment No.2: Topic: OscillaMuhammad Mubashar AwaisiОценок пока нет
- A Solar Powered Reconfigurable Inverter Topology For Ac/Dc Home With Fuzzy Logic ControllerДокумент6 страницA Solar Powered Reconfigurable Inverter Topology For Ac/Dc Home With Fuzzy Logic ControllerTushar MukherjeeОценок пока нет
- Sliding Mode Based Model Predictive TorqДокумент5 страницSliding Mode Based Model Predictive TorqimranОценок пока нет
- Control Practices Using Simulink With Arduino As Low Cost HardwareДокумент6 страницControl Practices Using Simulink With Arduino As Low Cost HardwareAul FiОценок пока нет
- Block DiagramДокумент29 страницBlock DiagramWawan Suhartawan100% (1)
- Robust Optimal H /H Fault Detection and Its Applications in A TGSCM Control SystemДокумент14 страницRobust Optimal H /H Fault Detection and Its Applications in A TGSCM Control SystemDavids MarinОценок пока нет
- Design and Motion Control of Autonomous Underwater Vehicle AmoghДокумент9 страницDesign and Motion Control of Autonomous Underwater Vehicle AmoghSuman SahaОценок пока нет
- Boiler Level PID ControlДокумент6 страницBoiler Level PID ControlRio EstikaОценок пока нет
- Real-Time Systems: June 2012Документ81 страницаReal-Time Systems: June 2012Kusuma P ChandrashekharОценок пока нет
- Fuzzy Module 2Документ38 страницFuzzy Module 2Abel AbelОценок пока нет