Вам также может понравиться
- ASME Section I and VIII-Div-1 Training Course OutlineДокумент2 страницыASME Section I and VIII-Div-1 Training Course OutlineKarthikeyan ShanmugavelОценок пока нет
- TDBFP - Gear Pump API 676 PDFДокумент42 страницыTDBFP - Gear Pump API 676 PDFRamon A. Ruiz O.Оценок пока нет
- Technical Writing A-Z: A Commonsense Guide to Engineering Reports and Theses, Second Edition, British English: A Commonsense Guide to Engineering Reports and Theses, U.S. English Second EditionОт EverandTechnical Writing A-Z: A Commonsense Guide to Engineering Reports and Theses, Second Edition, British English: A Commonsense Guide to Engineering Reports and Theses, U.S. English Second EditionОценок пока нет
- Garlock Metal - Gaskets TorqueДокумент48 страницGarlock Metal - Gaskets TorqueakenathorОценок пока нет
- Advances in Fracture Research: Proceedings of the 5th International Conference on Fracture (ICF5), Cannes, France, 29 March - 3 April 1981От EverandAdvances in Fracture Research: Proceedings of the 5th International Conference on Fracture (ICF5), Cannes, France, 29 March - 3 April 1981Оценок пока нет
- Dish Head TypesДокумент6 страницDish Head TypesJohn MaldonadoОценок пока нет
- Proceedings of the Twelfth International Cryogenic Engineering Conference Southampton, UK, 12–15 July 1988От EverandProceedings of the Twelfth International Cryogenic Engineering Conference Southampton, UK, 12–15 July 1988R. G. ScurlockОценок пока нет
- ASTM A573 SteelДокумент2 страницыASTM A573 SteelneoОценок пока нет
- Mil HDBK 695d Change 2Документ45 страницMil HDBK 695d Change 2dhoo_babyОценок пока нет
- STD 111Документ25 страницSTD 111Sanjay Patel0% (1)
- Titanium Grades PDFДокумент7 страницTitanium Grades PDFMatt AgonyaОценок пока нет
- Safety in High Pressure Oxygen Systems PDFДокумент8 страницSafety in High Pressure Oxygen Systems PDFAnonymous 1XHScfCIОценок пока нет
- Development of Emission Factors From API 622 - 624 Test Data - Buzz Harris - Bronson PateДокумент23 страницыDevelopment of Emission Factors From API 622 - 624 Test Data - Buzz Harris - Bronson PateratnakarpatilОценок пока нет
- ETL Pressure Relief Valves Datasheet PDFДокумент6 страницETL Pressure Relief Valves Datasheet PDFNanasaheb PatilОценок пока нет
- Flange Bolt Torque Calculation and Pipe Flange Bolt Torque ChartДокумент6 страницFlange Bolt Torque Calculation and Pipe Flange Bolt Torque ChartArya0% (1)
- Ped Versus AsmeДокумент2 страницыPed Versus AsmeThiruvengadamОценок пока нет
- Hydraulics CurriculumДокумент8 страницHydraulics CurriculumChris ChrisОценок пока нет
- Salt Spray BasicsДокумент2 страницыSalt Spray Basicsdwimukh360Оценок пока нет
- Pressure VesselДокумент7 страницPressure VesselTeuku Muhammad ArrahmanОценок пока нет
- EGP3-01.16 Welding For Skids and Miscellaneous SteelДокумент10 страницEGP3-01.16 Welding For Skids and Miscellaneous SteelMathias OnosemuodeОценок пока нет
- ASME B31.3 InterpretationsДокумент44 страницыASME B31.3 InterpretationsChickenChick07Оценок пока нет
- Api-582-2016-Welding-Guidelines-For-The-Chemical-Oil-And-Gas-Industries-Apiasme-Practice-Test Clause 11.3Документ4 страницыApi-582-2016-Welding-Guidelines-For-The-Chemical-Oil-And-Gas-Industries-Apiasme-Practice-Test Clause 11.3Ahmed ElsharkawОценок пока нет
- What Is The Basic Principle of CompressorДокумент2 страницыWhat Is The Basic Principle of CompressorannoymouspersonОценок пока нет
- En1555 1Документ18 страницEn1555 1rudrakrОценок пока нет
- Piping FundamentalsДокумент47 страницPiping FundamentalsNguyễn Thanh TùngОценок пока нет
- Ergil Rhino Pig Receiver and Launcher DatasheetДокумент5 страницErgil Rhino Pig Receiver and Launcher DatasheetpsycopaulОценок пока нет
- StrainersДокумент88 страницStrainersRoccinanteОценок пока нет
- Astm A285Документ1 страницаAstm A285Farihna JoseОценок пока нет
- Tol Geom Ansi y 14.5Документ33 страницыTol Geom Ansi y 14.5Rebecca TurnerОценок пока нет
- Jis G3458 PDFДокумент14 страницJis G3458 PDFhbookОценок пока нет
- Astm A516 1990Документ5 страницAstm A516 1990Indra Gugun GunawanОценок пока нет
- Field Welding Inspection Checklist: Wisconsin Department of TransportationДокумент1 страницаField Welding Inspection Checklist: Wisconsin Department of TransportationDele TedОценок пока нет
- Pressure Vessel Design PDFДокумент103 страницыPressure Vessel Design PDFJaeup YouОценок пока нет
- Difference Between WRC 107 and WRC 297Документ2 страницыDifference Between WRC 107 and WRC 297kuselanmlОценок пока нет
- Face-To-Face Valve Dimensions - EN-558-1: DN Basic Seriess 1 2 3 4 5 6 7 8 9 10 11 12Документ3 страницыFace-To-Face Valve Dimensions - EN-558-1: DN Basic Seriess 1 2 3 4 5 6 7 8 9 10 11 12Jorge FerrerОценок пока нет
- Analyzing The Performance of Pump Networks Part 1 Basic Theory - CEP MagazineДокумент8 страницAnalyzing The Performance of Pump Networks Part 1 Basic Theory - CEP MagazineMuhammad ImranОценок пока нет
- Low Temperature and Cryogenic Ball ValvesДокумент4 страницыLow Temperature and Cryogenic Ball Valves윤병택100% (1)
- Pressure Temperature Ratings GuideДокумент4 страницыPressure Temperature Ratings GuideCURRITOJIMENEZОценок пока нет
- Furmanite Failure ModesДокумент34 страницыFurmanite Failure ModespkannanОценок пока нет
- Astm A744-A744m 2010Документ6 страницAstm A744-A744m 2010Júlio RosaОценок пока нет
- StandardsДокумент60 страницStandardsEmma BoyceОценок пока нет
- Seamless Carbon Steel Boiler Tubes For High-Pressure ServiceДокумент2 страницыSeamless Carbon Steel Boiler Tubes For High-Pressure ServiceChandra ClarkОценок пока нет
- API Specifications and StandardsДокумент2 страницыAPI Specifications and StandardsAlvin Smith100% (1)
- Basics of Shell and Tube Heat Exchangers With PDFДокумент12 страницBasics of Shell and Tube Heat Exchangers With PDFtruong cong truc100% (1)
- Pipe and Valve IdentificationДокумент27 страницPipe and Valve Identificationanwerquadri100% (1)
- Norsok PC Systems GuideДокумент14 страницNorsok PC Systems GuideJohn100% (1)
- TorquingДокумент7 страницTorquingVicky KumarОценок пока нет
- Stress Analysis and Design Optimization of A Pressure Vessel Using Ansys PackageДокумент12 страницStress Analysis and Design Optimization of A Pressure Vessel Using Ansys Packageanthony zegarra ochoaОценок пока нет
- Weld Misalignment Influence On Structural Integrity of Cylindrical Pressure VesselДокумент7 страницWeld Misalignment Influence On Structural Integrity of Cylindrical Pressure VesselyuriОценок пока нет
- Auditing Oof Welding Under ASME Section IXДокумент21 страницаAuditing Oof Welding Under ASME Section IXsabahiraqОценок пока нет
- Design and Analysis of Spherical Pressure Vessel UsingДокумент14 страницDesign and Analysis of Spherical Pressure Vessel UsingADitya JenaОценок пока нет
- ASTM A333 Grade 6 SpecificationДокумент9 страницASTM A333 Grade 6 SpecificationmaldonadohansОценок пока нет
- 650-680 Rev 4 - Hydrostatic Test ExemptionsДокумент3 страницы650-680 Rev 4 - Hydrostatic Test ExemptionspediОценок пока нет
- Nut & Bolt ScienceДокумент3 страницыNut & Bolt SciencetanujaayerОценок пока нет
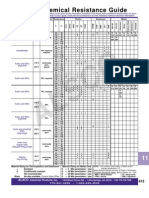
- Alsco: Chemical Resistance GuideДокумент55 страницAlsco: Chemical Resistance GuidejcndОценок пока нет
- Manufacturing of Dish End PDFДокумент48 страницManufacturing of Dish End PDFravi2007Оценок пока нет
- Slag PotsДокумент4 страницыSlag Potsponnivalavans_994423Оценок пока нет
- Design of Fit Between Die and InsertДокумент4 страницыDesign of Fit Between Die and InsertInnovative Research PublicationsОценок пока нет
- Design of Process Layout For A Pilot Alkyd Resin PДокумент8 страницDesign of Process Layout For A Pilot Alkyd Resin PYogi YuganОценок пока нет
- A307 6545 104 Enq Rev0Документ283 страницыA307 6545 104 Enq Rev0Yogi YuganОценок пока нет
- Design Development of A Vacuum Vessel With Detachable Top Lid ConfigurationДокумент11 страницDesign Development of A Vacuum Vessel With Detachable Top Lid ConfigurationYogi YuganОценок пока нет
- Nuclear Power Corporation Weld Ut: Flaw Location Calculations (For Ut-Ii Training Programme)Документ1 страницаNuclear Power Corporation Weld Ut: Flaw Location Calculations (For Ut-Ii Training Programme)Yogi YuganОценок пока нет
- Turningrolls Pos Eng Web PDFДокумент32 страницыTurningrolls Pos Eng Web PDFYogi YuganОценок пока нет
- Steam Kettles: 5011.02.26 9-1 Food Service Technology CenterДокумент9 страницSteam Kettles: 5011.02.26 9-1 Food Service Technology CenterYogi YuganОценок пока нет
- Manufacturing of Dish End PDFДокумент48 страницManufacturing of Dish End PDFYogi YuganОценок пока нет
- VEFV1100 - Vessel S&T Heat Exchanger Standard DetailsДокумент39 страницVEFV1100 - Vessel S&T Heat Exchanger Standard DetailsYogi YuganОценок пока нет
- VEFV3100Документ19 страницVEFV3100adolfocienfuegosОценок пока нет