Вам также может понравиться
- Surveyor Guide Notes On Tail Shaft Survey: 1. Propeller Shafts 1.1 Propeller Shaft Clearances - MeasurementДокумент9 страницSurveyor Guide Notes On Tail Shaft Survey: 1. Propeller Shafts 1.1 Propeller Shaft Clearances - MeasurementHim SatiОценок пока нет
- Stern TubeДокумент24 страницыStern Tubevigambetkar100% (3)
- Sea-Water Lubricated Stern Tube BearingsДокумент5 страницSea-Water Lubricated Stern Tube BearingsfrancisОценок пока нет
- Measuring Propeller Drop With The Help of Poker GaugeДокумент2 страницыMeasuring Propeller Drop With The Help of Poker Gaugeas100% (1)
- Crane SafetiesДокумент38 страницCrane SafetiesSamar Rustagi100% (1)
- Rudder Fully ExplainedДокумент51 страницаRudder Fully Explainedshirishkv100% (3)
- Propellers and Shafting: G RedpathДокумент26 страницPropellers and Shafting: G RedpathIsrael Romani CaceresОценок пока нет
- Rudder Drop & Tramel GuagrДокумент6 страницRudder Drop & Tramel GuagrSWASTIK MISHRAОценок пока нет
- What Are Ship Bottom Plugs or Dock PlugsДокумент11 страницWhat Are Ship Bottom Plugs or Dock PlugsstamatisОценок пока нет
- PropellerДокумент15 страницPropellerNavin Dipali100% (2)
- Sounding PipeДокумент13 страницSounding PipeSandeep KumarОценок пока нет
- Becker Rudder BladeДокумент38 страницBecker Rudder Bladedwi maryadi100% (1)
- Mariners Repository - Propeller Inspection, Defects and RepairsДокумент13 страницMariners Repository - Propeller Inspection, Defects and RepairsATT2016Оценок пока нет
- Panel M-16 Propulsio - Practices and Proced - jan.2007.T-RДокумент63 страницыPanel M-16 Propulsio - Practices and Proced - jan.2007.T-RCristhian Pierr Pausic BazalarОценок пока нет
- General Arrangement PDFДокумент33 страницыGeneral Arrangement PDFJeesonAntonyОценок пока нет
- Propeller CrackДокумент22 страницыPropeller CrackArdhika Hermigo100% (1)
- H2 Folding Hatch Covers - Original - 30544 PDFДокумент8 страницH2 Folding Hatch Covers - Original - 30544 PDFGILL2013Оценок пока нет
- Accommodation Ladder NewДокумент9 страницAccommodation Ladder NewBrian Voyd RebitoОценок пока нет
- NavalДокумент18 страницNavalRahul Ved0% (1)
- Oral QuesДокумент29 страницOral QuesPawan Beniwal50% (2)
- Steering GearДокумент32 страницыSteering GearBondan AstokaОценок пока нет
- Windlas PDFДокумент96 страницWindlas PDFInfant RajОценок пока нет
- Stern TubesДокумент8 страницStern Tubesweesweekwee8652Оценок пока нет
- Naval ArchitectureДокумент36 страницNaval ArchitectureAnshuman SharmaОценок пока нет
- Marine Engineering & Naval Architecture DictionaryДокумент848 страницMarine Engineering & Naval Architecture Dictionaryandevari100% (1)
- Hatch Covers SeohaeДокумент3 страницыHatch Covers SeohaecarlocftОценок пока нет
- 01 BedplateДокумент11 страниц01 BedplateVinay Kumar NeelamОценок пока нет
- Marine Machinary CourseДокумент452 страницыMarine Machinary CourseMc Liviu100% (1)
- Common Damages On TailshaftДокумент6 страницCommon Damages On TailshaftStathis MoumousisОценок пока нет
- Group Oil Lub Stern TubeДокумент25 страницGroup Oil Lub Stern TubevivekОценок пока нет
- Jack Up TestДокумент3 страницыJack Up TestGermán AguirrezabalaОценок пока нет
- 08 Main Engine Alignment PDFДокумент24 страницы08 Main Engine Alignment PDFarunОценок пока нет
- Crankcase Explosion Casualty Investigation British ValourДокумент23 страницыCrankcase Explosion Casualty Investigation British Valoursevero97100% (1)
- PART 1 Classification and SurveysДокумент413 страницPART 1 Classification and Surveys송성훈100% (1)
- Meo Class 4 QuestionsДокумент13 страницMeo Class 4 QuestionsAthulRKrishnanОценок пока нет
- Damage To Stern Tube Bearing and SealsДокумент4 страницыDamage To Stern Tube Bearing and SealsJoão Henrique Volpini MattosОценок пока нет
- Anchor Loss: Technical and Operational Challenges and RecommendationsДокумент52 страницыAnchor Loss: Technical and Operational Challenges and Recommendationsigor teixeiraОценок пока нет
- Challenge of Stern Tube Bearings and Seals)Документ6 страницChallenge of Stern Tube Bearings and Seals)Vito DigeoОценок пока нет
- Group 2 WindlassДокумент17 страницGroup 2 WindlassUser NameОценок пока нет
- Brochure Damen Floating Drydocks 06 2015Документ4 страницыBrochure Damen Floating Drydocks 06 2015osamaОценок пока нет
- Daihstu BookДокумент20 страницDaihstu BookAjinkya KhamkarОценок пока нет
- Hull Coating BreakdownДокумент18 страницHull Coating Breakdownswapneel_kulkarniОценок пока нет
- Important Points While Carrying Out Power Balancing of Marine EnginesДокумент5 страницImportant Points While Carrying Out Power Balancing of Marine EnginesprabhudiwaОценок пока нет
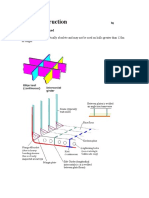
- Stern ConstructionДокумент47 страницStern ConstructionAung Htet KyawОценок пока нет
- Shaft Align 1Документ5 страницShaft Align 1rajishrrrОценок пока нет
- Design For Easy Ship Repair and SurveyДокумент11 страницDesign For Easy Ship Repair and Surveyujjwal kumar vidyarthiОценок пока нет
- Propeller Shaft AligementДокумент22 страницыPropeller Shaft AligementThushara Sampath Dissanayke100% (2)
- Hyper Mist System - Regulations, Working and MaintenanceДокумент8 страницHyper Mist System - Regulations, Working and MaintenanceOctavian DinuОценок пока нет
- Pa ManuelДокумент82 страницыPa ManuelThanh Nghị BùiОценок пока нет
- FRAMO - Oil Analysis LimitsДокумент8 страницFRAMO - Oil Analysis LimitsFelipeОценок пока нет
- Testing of Marine Boiler WaterДокумент10 страницTesting of Marine Boiler WaterVishu SharmaОценок пока нет
- Marine Main Engine ComponentsДокумент117 страницMarine Main Engine ComponentsNandakishore Pradeep100% (1)
- Dockmaster Training ManualДокумент278 страницDockmaster Training ManualDilmer Vegas Fernández100% (1)
- Marine Combustion Practice: The Commonwealth and International Library: Marine Engineering DivisionОт EverandMarine Combustion Practice: The Commonwealth and International Library: Marine Engineering DivisionРейтинг: 5 из 5 звезд5/5 (1)
- Southern Marine Engineering Desk Reference: Second Edition Volume IiОт EverandSouthern Marine Engineering Desk Reference: Second Edition Volume IiОценок пока нет
- Guide Notes For Anchors and Chains SurveyДокумент5 страницGuide Notes For Anchors and Chains SurveyJORGEОценок пока нет
- Procedure For Ship Propeller RenewalДокумент24 страницыProcedure For Ship Propeller RenewalJORGEОценок пока нет
- Docking SurveyДокумент173 страницыDocking SurveyJORGEОценок пока нет
- TUG BoatДокумент18 страницTUG BoatJORGE100% (1)
- 452Документ365 страниц452Lincoln RibeiroОценок пока нет
- S Prom ScriptДокумент6 страницS Prom ScriptRenalyn PaguiganОценок пока нет
- A Man Who Had No EyesДокумент3 страницыA Man Who Had No Eyesapi-237159930Оценок пока нет
- Food and Beverage ServicesДокумент14 страницFood and Beverage ServicesArniel SomilОценок пока нет
- Should & Shouldn T HaveДокумент1 страницаShould & Shouldn T Havebroken heartedОценок пока нет
- Role of Sme's in Indian EconomyДокумент21 страницаRole of Sme's in Indian Economymanishkanojia_100% (3)
- Atlas Copco Document GA90Документ176 страницAtlas Copco Document GA90Jhun Aquino100% (1)
- Houseboy Quiz 1Документ1 страницаHouseboy Quiz 1msdhanani786Оценок пока нет
- Rogue 1 Criminal Lightfoot HalflingДокумент3 страницыRogue 1 Criminal Lightfoot HalflingJeff SlickОценок пока нет
- Chapter 5 Super Duper Latest 1Документ16 страницChapter 5 Super Duper Latest 1Bernadeth Siapo MontoyaОценок пока нет
- Toda Architecture: A Study Trip To The NilgirisДокумент17 страницToda Architecture: A Study Trip To The NilgiriscsaОценок пока нет
- Acceptable Quality Standards in The Leather and Footwear Industry. General Studies SeriesДокумент102 страницыAcceptable Quality Standards in The Leather and Footwear Industry. General Studies SeriesShahriar H DiptoОценок пока нет
- Spring Snowdrop Gnome PatternДокумент15 страницSpring Snowdrop Gnome Patternana100% (13)
- 96-8000 English Mill OperatorДокумент211 страниц96-8000 English Mill OperatorRoger RistissarОценок пока нет
- Color Fading in Textile Materials 203Документ13 страницColor Fading in Textile Materials 203Marister OliveiraОценок пока нет
- Alpha2016 SSДокумент53 страницыAlpha2016 SSmegyo4682Оценок пока нет
- Rifle-Butt-Cheek-Rest by Choya CantrellДокумент7 страницRifle-Butt-Cheek-Rest by Choya CantrellBoschuОценок пока нет
- Knitting Introduction and HistoryДокумент14 страницKnitting Introduction and HistoryKnittingTechnologyОценок пока нет
- Waiting For Rain Hack (Pattern)Документ5 страницWaiting For Rain Hack (Pattern)Rockin StringОценок пока нет
- Kumpulan Emoticon Symbols DanДокумент2 страницыKumpulan Emoticon Symbols DanSebiye OdaqОценок пока нет
- RubberДокумент20 страницRubberNazuk HimesОценок пока нет
- MGT Case FinalДокумент29 страницMGT Case Finalsadia noushinОценок пока нет
- Harry Potter - The Woes of Dumbledore's ArmyДокумент18 страницHarry Potter - The Woes of Dumbledore's ArmyNaveen AmarasingheОценок пока нет
- Lesson Plan of Fibre To FabricДокумент3 страницыLesson Plan of Fibre To FabricPushpa Kumari100% (10)
- Spectator XXII (2016)Документ29 страницSpectator XXII (2016)BeLingualОценок пока нет
- FYBA Coach Handbook 2014-2015Документ17 страницFYBA Coach Handbook 2014-2015Gatis MelderisОценок пока нет
- LifecycleДокумент17 страницLifecycleAra EspinaОценок пока нет
- PROYECTO 4 FernandaДокумент16 страницPROYECTO 4 FernandaFernanda HaroОценок пока нет
- Nouns and QuantifiersДокумент3 страницыNouns and QuantifiersAndres PerezОценок пока нет
- Foundry SafetyДокумент3 страницыFoundry SafetyAritonang SuryaОценок пока нет
- Safety PolicyДокумент71 страницаSafety PolicyAlhaj MassoudОценок пока нет