Вам также может понравиться
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- Daily Progres 22 AprilДокумент2 страницыDaily Progres 22 AprilIqbal Nurrasa Bakti100% (3)
- Contoh 2Документ5 страницContoh 2Iqbal Nurrasa BaktiОценок пока нет
- Invitation Letter PQT AEC & CWCДокумент3 страницыInvitation Letter PQT AEC & CWCIqbal Nurrasa BaktiОценок пока нет
- Draft MRR Isolation JointДокумент9 страницDraft MRR Isolation JointIqbal Nurrasa BaktiОценок пока нет
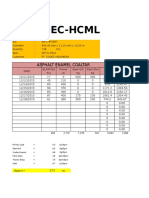
- Cooec-Hcml: Asphalt Enamel CoaltarДокумент3 страницыCooec-Hcml: Asphalt Enamel CoaltarIqbal Nurrasa BaktiОценок пока нет
- Summary Production of Concrete Production: No Sample Production Date Remarks Total ProdДокумент4 страницыSummary Production of Concrete Production: No Sample Production Date Remarks Total ProdIqbal Nurrasa BaktiОценок пока нет
- Receive MaterialДокумент1 страницаReceive MaterialIqbal Nurrasa BaktiОценок пока нет
- Book 1Документ15 страницBook 1Iqbal Nurrasa BaktiОценок пока нет
- DAILY PROGRESS PQT and Production Asphalt Enamel CoatingДокумент1 страницаDAILY PROGRESS PQT and Production Asphalt Enamel CoatingIqbal Nurrasa BaktiОценок пока нет
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (400)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (345)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
- Astm B 240-07 PDFДокумент4 страницыAstm B 240-07 PDFRamsi AnkziОценок пока нет
- Examples of Semiconductor: 1. IG-NANA Wafers: ApplicationДокумент4 страницыExamples of Semiconductor: 1. IG-NANA Wafers: Applicationaldehyde123Оценок пока нет
- How Much Is Left PDFДокумент9 страницHow Much Is Left PDFElleОценок пока нет
- Comparative Chemistry of B, Al, Ga, In, TLДокумент13 страницComparative Chemistry of B, Al, Ga, In, TLMmadu CcyОценок пока нет
- A Drop-In Lead Free Solder ReplacementДокумент10 страницA Drop-In Lead Free Solder Replacementb0i13rОценок пока нет
- Amendment No. 3 December 2021 TO Is 209: 1992 Zinc Ingot - SpecificationДокумент2 страницыAmendment No. 3 December 2021 TO Is 209: 1992 Zinc Ingot - Specificationvishal.shelareОценок пока нет
- IS-209 For ZN IngotsДокумент6 страницIS-209 For ZN IngotsAnuradhaPatraОценок пока нет
- Unit 3 Lesson 5 Combining Semiconductors Into Phosphors 2017 Teacher'sДокумент34 страницыUnit 3 Lesson 5 Combining Semiconductors Into Phosphors 2017 Teacher'sThomas Cancino LastraОценок пока нет
- ChemistryДокумент1 страницаChemistryIvy JoyceОценок пока нет
- Francescone - Tracing Indium Production To The Mines of The Cerro Rico de PotosíДокумент13 страницFrancescone - Tracing Indium Production To The Mines of The Cerro Rico de PotosíKay FranОценок пока нет
- Lec 20Документ23 страницыLec 20ArunaОценок пока нет
- Endangered Elements - Critical Thinking - tcm18-196054Документ5 страницEndangered Elements - Critical Thinking - tcm18-196054kennyvsspandex100% (1)
- Pure Nickel Special, Nuclear Grade: Never SeezДокумент2 страницыPure Nickel Special, Nuclear Grade: Never SeezsekharsamyОценок пока нет
- Electrochemical Behaviors of Indium PDFДокумент13 страницElectrochemical Behaviors of Indium PDFMaria Shin Yen MendozaОценок пока нет
- Astm F 2191 2013 (Latest)Документ9 страницAstm F 2191 2013 (Latest)akashdruva892100% (1)
- Inorganic Photovoltaics - Planar and Nanostructured DevicesДокумент111 страницInorganic Photovoltaics - Planar and Nanostructured DevicesUdai SinghОценок пока нет
- Indium PDFДокумент3 страницыIndium PDFWwJd HeavenОценок пока нет
- Aluminium Dross Waste - Topics by Science - GovДокумент198 страницAluminium Dross Waste - Topics by Science - GovPramod Reddy TilletiОценок пока нет
- Dictionary of Chemical Formulas - Sonu PDFДокумент60 страницDictionary of Chemical Formulas - Sonu PDFAtulya Singh75% (4)
- NihoniumДокумент21 страницаNihoniumBrandon McguireОценок пока нет
- Vehical Control by Alcohol Detector: BY: DHRUV AGARWAL (12-EEU-014) HEEVAN SHER (12-EEU-020)Документ24 страницыVehical Control by Alcohol Detector: BY: DHRUV AGARWAL (12-EEU-014) HEEVAN SHER (12-EEU-020)Anonymous ytZsBOVОценок пока нет
- Ion Reference SheetДокумент1 страницаIon Reference SheetBrandi Picard SchmitОценок пока нет
- CHEMJUNE2002C4Документ9 страницCHEMJUNE2002C4api-3726022Оценок пока нет
- Treliver-Anglosaxony MiningДокумент28 страницTreliver-Anglosaxony MiningCraftychemistОценок пока нет
- 11 TH P Block MGKДокумент14 страниц11 TH P Block MGKChandrapal RathoreОценок пока нет
- (Gaston Charlot) Qualitative Inorganic Analysis AДокумент376 страниц(Gaston Charlot) Qualitative Inorganic Analysis AFrederik RareОценок пока нет
- Boron FamilyДокумент52 страницыBoron FamilyTol Ralph SabОценок пока нет
- Feasibility Study of Solar-Wind HybridДокумент79 страницFeasibility Study of Solar-Wind Hybridvj4249Оценок пока нет
- Fator de Watson KW Ie50312a018Документ5 страницFator de Watson KW Ie50312a018Luiz Roberto TerronОценок пока нет
- MeissnerДокумент11 страницMeissner12345678Оценок пока нет