Вам также может понравиться
- TB FoundationAndSkidDesignДокумент4 страницыTB FoundationAndSkidDesigndicktracy11100% (1)
- Mset Engineering Corporation SDN BHD: (Ref:Pressure Vessel Design Manual 3rd Edition by Dennis R. Moss Page 291 295)Документ36 страницMset Engineering Corporation SDN BHD: (Ref:Pressure Vessel Design Manual 3rd Edition by Dennis R. Moss Page 291 295)Karina RoquelОценок пока нет
- Dynamic Analysis Using FEAДокумент19 страницDynamic Analysis Using FEANallathambiОценок пока нет
- API 682 Accumulator Data SheetДокумент1 страницаAPI 682 Accumulator Data SheetBhyrappaОценок пока нет
- VRT Training PresentationДокумент14 страницVRT Training PresentationdonyaОценок пока нет
- Tank Blanketing and Vapor Recovery Solutions: Application MapДокумент1 страницаTank Blanketing and Vapor Recovery Solutions: Application Mapดั๊มพ์ วาสนาทิพย์Оценок пока нет
- Pipe ScheduleДокумент1 страницаPipe ScheduleSuresh SjОценок пока нет
- Experience With Torsional Vibration at Reciprocating CompressorsДокумент14 страницExperience With Torsional Vibration at Reciprocating CompressorsÏmŗäņPŗïņċëОценок пока нет
- Coefficient of Thermal ExpansionДокумент6 страницCoefficient of Thermal ExpansionemiljuchiacОценок пока нет
- Mathcad - Gorilla VII Mud Pump CalcsДокумент2 страницыMathcad - Gorilla VII Mud Pump CalcsMohamed SaeedОценок пока нет
- Dynamics DehydrationДокумент66 страницDynamics DehydrationAkande AyodejiОценок пока нет
- Universal Nozzle Calculator Ver 3 0Документ10 страницUniversal Nozzle Calculator Ver 3 0madodandembeОценок пока нет
- Check Valve Failure - Closed: HariniДокумент5 страницCheck Valve Failure - Closed: Harinimarco8garciaОценок пока нет
- FLUENT MDM Tut 03 3d Checkvalve DiffusionДокумент28 страницFLUENT MDM Tut 03 3d Checkvalve DiffusionRajeuv GovindanОценок пока нет
- Driskell - Select The Right Control ValveДокумент5 страницDriskell - Select The Right Control ValveDefenceDogОценок пока нет
- Selección de CompresoresДокумент23 страницыSelección de CompresoresjowarОценок пока нет
- Slug CatcherДокумент3 страницыSlug Catcherwkhan_55Оценок пока нет
- New CalculationДокумент9 страницNew CalculationDeepak Shakya100% (1)
- Suction Specific SpeedДокумент6 страницSuction Specific SpeedSeohyun PaikОценок пока нет
- Thermowell Vibration Investigation and AnalysisДокумент6 страницThermowell Vibration Investigation and AnalysissheenОценок пока нет
- Min FlowДокумент4 страницыMin FlowashrafОценок пока нет
- Vent Sizing For Fire Considerations For External Fire Duration Diers Users Group Ers Design For Fire CommitteeДокумент19 страницVent Sizing For Fire Considerations For External Fire Duration Diers Users Group Ers Design For Fire CommitteekglorstadОценок пока нет
- Gas Velocity CalculatorДокумент10 страницGas Velocity CalculatorTran Van ThanhОценок пока нет
- CFD Modeling Analysis of A Vertical Gas Liquid SeparatorДокумент9 страницCFD Modeling Analysis of A Vertical Gas Liquid SeparatorTanweer HussainОценок пока нет
- StrainerДокумент2 страницыStrainerRanjithОценок пока нет
- Wind LoadДокумент45 страницWind LoadglaydelleОценок пока нет
- ContentДокумент23 страницыContentajay katrojОценок пока нет
- CV - Pankaj K SinglaДокумент6 страницCV - Pankaj K SinglaPankaj SinglaОценок пока нет
- Characterizing Adsorbents For Gas SeparationsДокумент8 страницCharacterizing Adsorbents For Gas SeparationsJohn AnthoniОценок пока нет
- Torque AssignmentДокумент13 страницTorque AssignmentMostafa Ahmed ZeinОценок пока нет
- Rotating Drum CalculationДокумент12 страницRotating Drum Calculationمحمد أزها نو الدينОценок пока нет
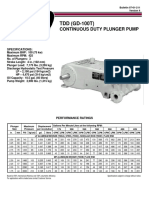
- Data Sheet TDD-GD100T PDFДокумент2 страницыData Sheet TDD-GD100T PDFjhon peñaОценок пока нет
- Calculate Bottom Hole Pressure With The Cullender and Smith MethodДокумент2 страницыCalculate Bottom Hole Pressure With The Cullender and Smith Methodprateek_bhoirОценок пока нет
- Compressor Calculations: Polytropic CalculationДокумент1 страницаCompressor Calculations: Polytropic CalculationChirag DarjiОценок пока нет
- Calculation Sheet For Flares: User Supplied Inputs (Grey Cells)Документ1 страницаCalculation Sheet For Flares: User Supplied Inputs (Grey Cells)grabettyОценок пока нет
- Design Note For Air Reciever TankДокумент6 страницDesign Note For Air Reciever TankJoshua Balaram RaoОценок пока нет
- Bolt Tensioning - E411 - GB PDFДокумент2 страницыBolt Tensioning - E411 - GB PDF4jawwy markme026Оценок пока нет
- AFT Calc1Документ24 страницыAFT Calc1Job MateusОценок пока нет
- Cent Pump OperationДокумент5 страницCent Pump OperationTamer Abd ElrasoulОценок пока нет
- Filter CalculationДокумент4 страницыFilter CalculationRashmi RanjanОценок пока нет
- WRC Check List CriteriaДокумент1 страницаWRC Check List CriteriaAlvin Smith100% (1)
- Easyheat s27 - 02 SarcoДокумент8 страницEasyheat s27 - 02 SarcoMarcelo ResckОценок пока нет
- Assignment # 1: ENCH 607 / ENPE 625Документ15 страницAssignment # 1: ENCH 607 / ENPE 625Chemical ChemixirОценок пока нет
- Strainer YoshitakeДокумент25 страницStrainer YoshitakeMuhammad ImranОценок пока нет
- 080Документ9 страниц080Stefano Del TedescoОценок пока нет
- Crane Vs Eqvlnt Length Method For FittingsДокумент177 страницCrane Vs Eqvlnt Length Method For FittingsSamuel OnyewuenyiОценок пока нет
- Heat Exchanger Design: Qfuel ContractorДокумент27 страницHeat Exchanger Design: Qfuel ContractorUsama AkramОценок пока нет
- A Guide To Assist in Evaluating Liquid Fuel FlamesДокумент16 страницA Guide To Assist in Evaluating Liquid Fuel FlamestinuvalsapaulОценок пока нет
- Dynamic Analysis - WIPДокумент6 страницDynamic Analysis - WIPgurpreets_807665Оценок пока нет
- Heat Tracing Systems R1Документ49 страницHeat Tracing Systems R1Ammar ZulfiqarОценок пока нет
- Process Design Support DataДокумент53 страницыProcess Design Support DataSuryakant RanderiОценок пока нет
- Critical Property CorrelationsДокумент16 страницCritical Property Correlations李天Оценок пока нет
- Crossflow Heat Exchanger Ex PDFДокумент5 страницCrossflow Heat Exchanger Ex PDFprinesst0% (1)
- Pipe Flexibilty Manual: Check I Design DataДокумент5 страницPipe Flexibilty Manual: Check I Design DataPugel YeremiasОценок пока нет
- Optimized Skid Design For Compressor PackagesДокумент9 страницOptimized Skid Design For Compressor PackagesjdfdfererОценок пока нет
- Optimized Skid Design For Compressor PackagesДокумент9 страницOptimized Skid Design For Compressor Packagesmario_gОценок пока нет
- New Fatigue Provisions For The Design of Crane Runway GirdersДокумент9 страницNew Fatigue Provisions For The Design of Crane Runway Girdersdicktracy11Оценок пока нет
- Zhong Design of Foundations For Large Dynamic Equipment in A High Seismic Region 2013 PDFДокумент12 страницZhong Design of Foundations For Large Dynamic Equipment in A High Seismic Region 2013 PDFasgharОценок пока нет
- Design of Structures and Foundations For Vibrating Machines PDFДокумент39 страницDesign of Structures and Foundations For Vibrating Machines PDFsaputrafrandy_958992Оценок пока нет
- Raven 3800 MixerДокумент3 страницыRaven 3800 Mixersantosh kumar100% (1)
- BSER MixerДокумент2 страницыBSER Mixersantosh kumarОценок пока нет
- The Pve Mixer Drive: Heavy Duty For Heavy LoadsДокумент3 страницыThe Pve Mixer Drive: Heavy Duty For Heavy Loadssantosh kumarОценок пока нет
- Pumps Vibrations Limits As Per International Standards: EnggcyclopediaДокумент10 страницPumps Vibrations Limits As Per International Standards: Enggcyclopediasantosh kumarОценок пока нет
- Advanced Pitch PropellerДокумент2 страницыAdvanced Pitch Propellersantosh kumarОценок пока нет
- Upthrust Problems On Multistage Vertical Turbine Pumps: by Donald R. Smith and Stephen PriceДокумент12 страницUpthrust Problems On Multistage Vertical Turbine Pumps: by Donald R. Smith and Stephen PriceGerman ToledoОценок пока нет
- Compressor Maint ListДокумент3 страницыCompressor Maint Listsantosh kumar100% (1)
- Pulsa Pulsation Dampener Pre-ChargeДокумент2 страницыPulsa Pulsation Dampener Pre-Chargesantosh kumarОценок пока нет
- The Importance of A Sound FoundationДокумент5 страницThe Importance of A Sound Foundationsantosh kumarОценок пока нет
- Calgary 2011 Nozzle Loads PresentationДокумент10 страницCalgary 2011 Nozzle Loads PresentationpexyОценок пока нет
- Buyers Guide To CMAA 74Документ24 страницыBuyers Guide To CMAA 74santosh kumar100% (1)
- Dosing Product Price List by GrundfosДокумент36 страницDosing Product Price List by Grundfossantosh kumar50% (2)
- Pressure-Temperature Chart Class 150: CF3M-CF8MДокумент1 страницаPressure-Temperature Chart Class 150: CF3M-CF8Msantosh kumarОценок пока нет
- Tutorial - Creating Bottle Using Surface Techniques in SolidWorks - GrabCAD Tutorials PDFДокумент16 страницTutorial - Creating Bottle Using Surface Techniques in SolidWorks - GrabCAD Tutorials PDFovercomeboyОценок пока нет
- Ventures Priamry Heritage-Social StudiesДокумент128 страницVentures Priamry Heritage-Social StudiesWryter Business100% (2)
- Impact Force CalculationДокумент3 страницыImpact Force CalculationphamvanlaiОценок пока нет
- Agarwal Packers ReviewДокумент10 страницAgarwal Packers ReviewAnonymous eDOS7RLyОценок пока нет
- Answers To Case Application Ch1-8Документ13 страницAnswers To Case Application Ch1-8553601750% (2)
- Assessment #1 StatisticsДокумент4 страницыAssessment #1 StatisticsjemimaОценок пока нет
- Forest Fire Risk AnalysisДокумент11 страницForest Fire Risk AnalysisbhinojosaОценок пока нет
- Aunty Maria': Come Home For A Coffee: Teaching NoteДокумент4 страницыAunty Maria': Come Home For A Coffee: Teaching NoteAditya DesaiОценок пока нет
- MD Nastran R3 - Explicit Nonlinear SOL 700 User's Guide PDFДокумент602 страницыMD Nastran R3 - Explicit Nonlinear SOL 700 User's Guide PDFpezz07Оценок пока нет
- Group 4 - Reference and SenseДокумент24 страницыGroup 4 - Reference and SenseMachsunaОценок пока нет
- General Manager - Mining / Oil & Gas (Expat)Документ4 страницыGeneral Manager - Mining / Oil & Gas (Expat)RajaSyakistОценок пока нет
- Beekman - Tomorrow's Technology and You 9eДокумент89 страницBeekman - Tomorrow's Technology and You 9eJimmy DrakeОценок пока нет
- Water Treatment PDFДокумент87 страницWater Treatment PDFJubin KumarОценок пока нет
- VoIPmonitor Sniffer Manual v5Документ19 страницVoIPmonitor Sniffer Manual v5Allan PadillaОценок пока нет
- Renalyn N. Selloga Housekeeping NC IiДокумент9 страницRenalyn N. Selloga Housekeeping NC IiAlex GinОценок пока нет
- CS604 - Operating SystemsДокумент11 страницCS604 - Operating SystemsAsadОценок пока нет
- PIT Error Overview - ParetoДокумент208 страницPIT Error Overview - ParetoHariharan Yelomalei50% (2)
- Command ReferenceДокумент368 страницCommand Referenceom007Оценок пока нет
- Curriculam Vite: ObjectiveДокумент3 страницыCurriculam Vite: ObjectiveSonyОценок пока нет
- Establishment of A Design Methodology For High-Performance Circuits Based On Automatic Optimization MethodsДокумент2 страницыEstablishment of A Design Methodology For High-Performance Circuits Based On Automatic Optimization Methodscatalin85Оценок пока нет
- 36-217 Fall 2013 HW04Документ2 страницы36-217 Fall 2013 HW04Gabriel Bernard MullenОценок пока нет
- Academic Misconduct PolicyДокумент29 страницAcademic Misconduct PolicySahil BatraОценок пока нет
- H14YS-5A-2301-Reminder - 110423Документ3 страницыH14YS-5A-2301-Reminder - 110423BẢO Nhi LêОценок пока нет
- B1 IF-Clauses IF006: WWW - English-Practice - atДокумент2 страницыB1 IF-Clauses IF006: WWW - English-Practice - atAyeshaОценок пока нет
- Prelims Coe Elec2Документ72 страницыPrelims Coe Elec2Sheena SapuayОценок пока нет
- Documentation 040Документ148 страницDocumentation 040proxemicОценок пока нет
- TataДокумент24 страницыTataNitin MauryaОценок пока нет
- Ejemplo CFX o Fluent Heat Conduction in A CylinderДокумент11 страницEjemplo CFX o Fluent Heat Conduction in A Cylinderavilaman45Оценок пока нет
- C Test Questions and Answers PDFДокумент15 страницC Test Questions and Answers PDFVikas Bakoliya100% (1)
- TPS - Quick AssessmentДокумент2 страницыTPS - Quick AssessmentcssIllinois100% (1)