Вам также может понравиться
- The Process Capability AnalysisДокумент18 страницThe Process Capability AnalysisMohamed HamdyОценок пока нет
- Measurement Systems Analysis: Total Quality ManagementДокумент17 страницMeasurement Systems Analysis: Total Quality ManagementkhamaludinОценок пока нет
- Meet Customer Requirements with Process CapabilityДокумент30 страницMeet Customer Requirements with Process CapabilityAniket Jain100% (2)
- OEE PresentationДокумент15 страницOEE PresentationIbrahim FaragОценок пока нет
- Process Capability: 99.73% of parts lie within the 6 σ limitsДокумент10 страницProcess Capability: 99.73% of parts lie within the 6 σ limitsrm_muruganОценок пока нет
- FMEA & Measurement Systems AnalysisДокумент23 страницыFMEA & Measurement Systems AnalysisViswanathan SrkОценок пока нет
- Value Stream MappingДокумент35 страницValue Stream Mappingbalatkar100% (1)
- Performance YieldДокумент6 страницPerformance YieldAdrian PugnaОценок пока нет
- Shain in TaguchiДокумент8 страницShain in TaguchisdvikkiОценок пока нет
- Steps For Conducting GR&RДокумент4 страницыSteps For Conducting GR&RSelvaraj BalasundramОценок пока нет
- Shainin AmeliorДокумент40 страницShainin AmeliorOsman Tig100% (1)
- Process Capability and Capability Index ExplainedДокумент18 страницProcess Capability and Capability Index ExplainedBhavesh Rana100% (2)
- Training in MSA PQ Systems Training Material PDFДокумент109 страницTraining in MSA PQ Systems Training Material PDFsaby aroraОценок пока нет
- Fmea Alignment Aiag and VdaДокумент14 страницFmea Alignment Aiag and Vdahaitem100% (1)
- SPCДокумент49 страницSPCJosephi_abbasОценок пока нет
- 1.5 LSS Quality Files Bus. Risk ManagementДокумент81 страница1.5 LSS Quality Files Bus. Risk ManagementMurrell J RizonОценок пока нет
- Process CapabilityДокумент8 страницProcess CapabilityAl EnggОценок пока нет
- MSA Sample PresentationДокумент9 страницMSA Sample PresentationTom@GGCОценок пока нет
- 01 Process CapabilityДокумент33 страницы01 Process CapabilitySrinivasagam Venkataramanan100% (1)
- Measurement System AnalysisДокумент2 страницыMeasurement System AnalysisashwinnaraleОценок пока нет
- Statistical Process ControlДокумент44 страницыStatistical Process ControlDr Rushen SinghОценок пока нет
- Statistical Process Control ChartsДокумент40 страницStatistical Process Control ChartsTalha Imran100% (1)
- MSA-R&R Training Program GuideДокумент25 страницMSA-R&R Training Program GuideHarshad KulkarniОценок пока нет
- Measurement System AnalysisДокумент17 страницMeasurement System AnalysisAkash KumarОценок пока нет
- How To Use Minitab 1 BasicsДокумент28 страницHow To Use Minitab 1 Basicsserkan_apayОценок пока нет
- Error Proofing For EMSДокумент48 страницError Proofing For EMSsaleemanisaleemaniОценок пока нет
- Six Sigma Doe CatapultДокумент6 страницSix Sigma Doe CatapultErcilia AlvarezОценок пока нет
- Statistical Process ControlДокумент34 страницыStatistical Process ControlSurya BakshiОценок пока нет
- Value Stream Mapping Case StudyДокумент12 страницValue Stream Mapping Case StudySaikat GhoshОценок пока нет
- 6.4 Process CapabilityДокумент13 страниц6.4 Process CapabilitychuszОценок пока нет
- House of Quality Examples Guide Featuring Rock-Climbing Harness AnalysisДокумент9 страницHouse of Quality Examples Guide Featuring Rock-Climbing Harness AnalysisKresna NoviardityaОценок пока нет
- Measurement System Analysis How-To Guide - Workbook: August 2013Документ25 страницMeasurement System Analysis How-To Guide - Workbook: August 2013trsmrsОценок пока нет
- MR23002 D Part Submission Warrant PSWДокумент1 страницаMR23002 D Part Submission Warrant PSWRafik FafikОценок пока нет
- How To Conduct A Measurement Systems AnalysisДокумент5 страницHow To Conduct A Measurement Systems AnalysisNavnath TamhaneОценок пока нет
- Lean Brief Takt TimeДокумент2 страницыLean Brief Takt TimeBala Kumar M PОценок пока нет
- Statistical Process ControlДокумент79 страницStatistical Process ControlKrunal PandyaОценок пока нет
- MOST - TrainingДокумент86 страницMOST - TrainingHudson George ThomasОценок пока нет
- Process Capability (CP, CPK) and Process Performance (PP, PPK) - What Is TheДокумент10 страницProcess Capability (CP, CPK) and Process Performance (PP, PPK) - What Is Thepkj009Оценок пока нет
- Advanced Product Quality Planning and Control Plan PDFДокумент13 страницAdvanced Product Quality Planning and Control Plan PDFCesarОценок пока нет
- Anadolu University Industrial Engineering Midterm Exam KeyДокумент8 страницAnadolu University Industrial Engineering Midterm Exam KeyTrina_Norregaa_3471Оценок пока нет
- Strategy Diagram ExamplesДокумент8 страницStrategy Diagram ExamplesmanuelОценок пока нет
- Advanced Process CapabilityДокумент11 страницAdvanced Process Capabilitycheqjieja100% (1)
- Evaluate Detailed Design Capability ToolsДокумент44 страницыEvaluate Detailed Design Capability ToolsFisher1987Оценок пока нет
- Article On Effective Operational ExcellenceДокумент4 страницыArticle On Effective Operational Excellencealaissa cagubcobОценок пока нет
- Flexsim Supplemental Training: Applied Simulation, Modeling and Analysis Using FlexsimДокумент22 страницыFlexsim Supplemental Training: Applied Simulation, Modeling and Analysis Using FlexsimmsidОценок пока нет
- CQM BQMS-Booklet1Документ82 страницыCQM BQMS-Booklet1pkj009Оценок пока нет
- Ford DFSSДокумент8 страницFord DFSSiangardiner.iow5796100% (1)
- Six Sigma LEANДокумент7 страницSix Sigma LEANAkshita MuskanОценок пока нет
- Presentation On MSA by TS16949 Auditors From UL IndiaДокумент16 страницPresentation On MSA by TS16949 Auditors From UL Indiavish12321Оценок пока нет
- Lean Manufacturing Module 2Документ20 страницLean Manufacturing Module 2pravit08Оценок пока нет
- Control Charts3Документ103 страницыControl Charts3Emad EmadОценок пока нет
- VSMДокумент22 страницыVSMஅன்பு ஜோயல்Оценок пока нет
- Design For Manufacture And Assembly A Complete Guide - 2020 EditionОт EverandDesign For Manufacture And Assembly A Complete Guide - 2020 EditionОценок пока нет
- Automotive Quality Management Systems A Complete Guide - 2020 EditionОт EverandAutomotive Quality Management Systems A Complete Guide - 2020 EditionОценок пока нет
- A R Joo Donato e Caetano Veloso A RaДокумент1 страницаA R Joo Donato e Caetano Veloso A RaBruno MauroОценок пока нет
- Stompin' at The SavoyДокумент1 страницаStompin' at The SavoyBruno MauroОценок пока нет
- Predicting Box Compression Strength - 3 PDFДокумент37 страницPredicting Box Compression Strength - 3 PDFTajuddin ShaikОценок пока нет
- MIS GeneralSpecificationCorrugatedContainersComponents en 2010-04-30Документ18 страницMIS GeneralSpecificationCorrugatedContainersComponents en 2010-04-30moresubscriptionsОценок пока нет
- All of MeДокумент1 страницаAll of MeBruno MauroОценок пока нет
- Warp-I - A Case StudyДокумент2 страницыWarp-I - A Case StudyBruno MauroОценок пока нет
- Nuages 1Документ1 страницаNuages 1Bruno MauroОценок пока нет
- All The Things You AreДокумент1 страницаAll The Things You AreBruno MauroОценок пока нет
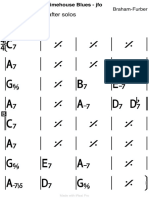
- Limehouse Blues - JfoДокумент1 страницаLimehouse Blues - JfoBruno MauroОценок пока нет
- A Numerical Study of The Hygro-Mechanical Deformation of Two Cardboard LayupsДокумент9 страницA Numerical Study of The Hygro-Mechanical Deformation of Two Cardboard LayupsBruno MauroОценок пока нет
- Corrugating Industry - Controlling Warp: Key Words: Warp, Flatness, Moisture Control, Temperature, CurlДокумент5 страницCorrugating Industry - Controlling Warp: Key Words: Warp, Flatness, Moisture Control, Temperature, CurlBruno MauroОценок пока нет
- Alexandria Engineering Journal Additives for Enhancing Corrugated Board AdhesivesДокумент4 страницыAlexandria Engineering Journal Additives for Enhancing Corrugated Board AdhesivesJojo IbrahimОценок пока нет
- How To Characterize Warp PDFДокумент2 страницыHow To Characterize Warp PDFBruno MauroОценок пока нет
- Humidity Response of Kraft Papers Determined by Dynamic Mechanical Analysis PDFДокумент8 страницHumidity Response of Kraft Papers Determined by Dynamic Mechanical Analysis PDFBruno MauroОценок пока нет
- All-The-Things-You-Are - Tab Cord MelodyДокумент2 страницыAll-The-Things-You-Are - Tab Cord MelodyBruno MauroОценок пока нет
- Art Blakey's Killer 1962 Set With Hubbard & ShorterДокумент2 страницыArt Blakey's Killer 1962 Set With Hubbard & ShorterBruno MauroОценок пока нет
- Jazz Lyrics PackДокумент2 страницыJazz Lyrics PackBruno MauroОценок пока нет
- Fundamentals of Paper DryingДокумент49 страницFundamentals of Paper DryingSushil MeshramОценок пока нет
- East of The Sun PDFДокумент1 страницаEast of The Sun PDFBruno MauroОценок пока нет
- Complex Dynamics and Chaos in A Hybrid SystemДокумент12 страницComplex Dynamics and Chaos in A Hybrid SystemBruno MauroОценок пока нет
- Satin Doll - Jazz StandardДокумент1 страницаSatin Doll - Jazz StandardBruno MauroОценок пока нет
- Gemba Walking Diagram Handout MaterialsДокумент1 страницаGemba Walking Diagram Handout MaterialsBruno MauroОценок пока нет
- George S Dilemma - Bass - CMДокумент1 страницаGeorge S Dilemma - Bass - CMBruno MauroОценок пока нет
- Gemba Walking Videos Diagram Handout MaterialsДокумент18 страницGemba Walking Videos Diagram Handout MaterialsLeontin Leon100% (1)
- GEORGE S DILEMMA - Bas - CM PDFДокумент1 страницаGEORGE S DILEMMA - Bas - CM PDFBruno MauroОценок пока нет
- Comming Back To LifeДокумент1 страницаComming Back To LifeBruno MauroОценок пока нет
- Fuchs - Delascoil - FISPQДокумент7 страницFuchs - Delascoil - FISPQBruno MauroОценок пока нет
- Moonglow PDFДокумент1 страницаMoonglow PDFBruno MauroОценок пока нет
- F9Документ49 страницF9Alexander Santos Collantes TaquedaОценок пока нет
- Errors in Quantitative AnalysisДокумент23 страницыErrors in Quantitative AnalysisDENNIS YEGON MASTERSОценок пока нет
- Hypothesis Testing ChapterДокумент139 страницHypothesis Testing Chapterasdasdas asdasdasdsadsasddssa0% (1)
- SRS College Applied Statistics Practice QuestionsДокумент1 страницаSRS College Applied Statistics Practice Questionskallinath nrОценок пока нет
- Analysing Spatial Data Via Geostatistical Methods: Craig John MorganДокумент25 страницAnalysing Spatial Data Via Geostatistical Methods: Craig John MorganSivashni NaickerОценок пока нет
- 3rd Quarter ExamДокумент6 страниц3rd Quarter ExamRitchelle MabandosОценок пока нет
- Statistical Treatment Of Data Essential For ExperimentsДокумент3 страницыStatistical Treatment Of Data Essential For ExperimentsJennifer G.Оценок пока нет
- Math 7 Diagnostic TestДокумент7 страницMath 7 Diagnostic TestALvin Moxie Canay88% (8)
- Assessment in Learning 1Документ7 страницAssessment in Learning 1jonalyn obinaОценок пока нет
- Sampling Distribution of Sample MeansДокумент21 страницаSampling Distribution of Sample MeansMargie YbañezОценок пока нет
- Data Preprocessing: L1+ FreqДокумент13 страницData Preprocessing: L1+ FreqAnonymous LIQ5pC37Оценок пока нет
- Experiment 1: Calibration of Analytical Balance Group Members: Cruz, DanielleДокумент7 страницExperiment 1: Calibration of Analytical Balance Group Members: Cruz, DanielleDCRUZОценок пока нет
- DA MCQsДокумент12 страницDA MCQssurajОценок пока нет
- Hypothesis Testing ExamplesДокумент6 страницHypothesis Testing ExamplesUmee FarwahОценок пока нет
- Assignment 1 - MANOVA (Multivariate ANOVA)Документ39 страницAssignment 1 - MANOVA (Multivariate ANOVA)zapelОценок пока нет
- Module 4 - 094416Документ14 страницModule 4 - 094416Clay MaaliwОценок пока нет
- STA301 - (Assignment No.1)Документ2 страницыSTA301 - (Assignment No.1)Asif MahmoodОценок пока нет
- Variance and Standard Deviation Ungrouped: Kalibo, Aklan Graduate School (Maed)Документ5 страницVariance and Standard Deviation Ungrouped: Kalibo, Aklan Graduate School (Maed)Rhoda Ivy Ulep Ilin-TandaanОценок пока нет
- CS 215 Data Analysis and Interpretation Sample QuestionsДокумент10 страницCS 215 Data Analysis and Interpretation Sample QuestionsVinayaka GosulaОценок пока нет
- Bca SyllabusДокумент18 страницBca SyllabusKAUSHIKОценок пока нет
- Definitions For CQT, CQE, CQM, and CQA Exams 050105Документ18 страницDefinitions For CQT, CQE, CQM, and CQA Exams 050105rajaabid100% (6)
- CSE 385 - Data Mining and Business Intelligence - Lecture 04Документ67 страницCSE 385 - Data Mining and Business Intelligence - Lecture 04Islam AshrafОценок пока нет
- Standard Deviation and VarianceДокумент20 страницStandard Deviation and VarianceDani ShОценок пока нет
- Slide-Co Minh NTДокумент162 страницыSlide-Co Minh NTwikileaks30Оценок пока нет
- Final Defense in PR2Документ53 страницыFinal Defense in PR2Friza ann marie NiduazaОценок пока нет
- Quantitative Methods 2: ECON 20003Документ25 страницQuantitative Methods 2: ECON 20003ninglu wanОценок пока нет
- Statistically Derived Rate-of-Change Oil Analysis Limits and AlarmsДокумент4 страницыStatistically Derived Rate-of-Change Oil Analysis Limits and Alarmsgilar herliana putraОценок пока нет
- Mean Median and Mode For Grouped DataДокумент4 страницыMean Median and Mode For Grouped Dataallwin92Оценок пока нет
- Normal Distribution Properties and ApplicationsДокумент20 страницNormal Distribution Properties and ApplicationsDinah Fe Tabaranza-OlitanОценок пока нет
- FX X X C X X: MA 20104 Probability and Statistics Assignment No. 2Документ3 страницыFX X X C X X: MA 20104 Probability and Statistics Assignment No. 2Subhajit BagОценок пока нет
- Quantitative Methods or Quantitative Quiz 1 Prelim by JezzaДокумент8 страницQuantitative Methods or Quantitative Quiz 1 Prelim by JezzaMichalcova Realisan Jezza100% (1)