Вам также может понравиться
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (400)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- Cost BreakdownДокумент241 страницаCost Breakdownbilisuma sebokaОценок пока нет
- Guide To Using In-Situ Tensile Pull-Off Tests To Evaluate Bond of Concrete Surface MaterialsДокумент12 страницGuide To Using In-Situ Tensile Pull-Off Tests To Evaluate Bond of Concrete Surface MaterialsMauricio Javier León TejadaОценок пока нет
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- (GUNSMITHING) The .22 PistolДокумент18 страниц(GUNSMITHING) The .22 PistolMago Invisivel88% (25)
- Nauticus 3D BeamДокумент114 страницNauticus 3D BeamMinca AndreiОценок пока нет
- LNG Project PDFДокумент39 страницLNG Project PDFJoaoCOS100% (1)
- HP Petrochemical Process Handbook 2014 PDFДокумент233 страницыHP Petrochemical Process Handbook 2014 PDFjmpandolfi95% (20)
- WP MiniMicroLNGforcommercializationofsmallvolumesofassociatedgas PUBLIC v2Документ124 страницыWP MiniMicroLNGforcommercializationofsmallvolumesofassociatedgas PUBLIC v2jmpandolfi100% (3)
- WP MiniMicroLNGforcommercializationofsmallvolumesofassociatedgas PUBLIC v2Документ124 страницыWP MiniMicroLNGforcommercializationofsmallvolumesofassociatedgas PUBLIC v2jmpandolfi100% (3)
- Mop Maop DP and Mawp Understanding The Differences To Avoid PDFДокумент7 страницMop Maop DP and Mawp Understanding The Differences To Avoid PDFNasrul AdliОценок пока нет
- Building Applications in C# - InTLДокумент682 страницыBuilding Applications in C# - InTLMustehsan Armaghan Ghouri Magkacgck100% (1)
- Compressor OptimizationДокумент37 страницCompressor OptimizationjmpandolfiОценок пока нет
- Nozzle Loads Piping Stresses and The Effect of Piping On EquipmentДокумент40 страницNozzle Loads Piping Stresses and The Effect of Piping On Equipmentcaesar00100% (6)
- Sizing of Throttling Devices For Two Phase Flow Relief ValvesДокумент10 страницSizing of Throttling Devices For Two Phase Flow Relief Valves1940LaSalle100% (1)
- Magnetic Separation PDFДокумент12 страницMagnetic Separation PDFmitzoskyОценок пока нет
- Depressurisation - A Practical GuideДокумент20 страницDepressurisation - A Practical GuideAhmad Firman Masudi100% (2)
- SNO-I-DS-001 - 0 Instrument Data Sheet For Shutdown and Blowdown Valves (Revise)Документ174 страницыSNO-I-DS-001 - 0 Instrument Data Sheet For Shutdown and Blowdown Valves (Revise)ono_czeОценок пока нет
- CFPA E Guideline No 19 2009 EVACUATION FROM BUILDINGS PDFДокумент99 страницCFPA E Guideline No 19 2009 EVACUATION FROM BUILDINGS PDFodemircioglu2Оценок пока нет
- ManualДокумент90 страницManualBhárbara Idk100% (1)
- Slug Catchers in Natural Gas ProductionДокумент64 страницыSlug Catchers in Natural Gas ProductionjmpandolfiОценок пока нет
- Tem 3413354 0101Документ67 страницTem 3413354 0101Kolawole KehindeОценок пока нет
- Ultrasonic Atomizing Nozzle SystemsДокумент40 страницUltrasonic Atomizing Nozzle SystemsAnonymous H8hysGxA100% (1)
- Water Content of CO, in Equilibrium With Liquid Water Andlor HydratesДокумент9 страницWater Content of CO, in Equilibrium With Liquid Water Andlor HydratesjmpandolfiОценок пока нет
- Prs 10035Документ9 страницPrs 10035jmpandolfiОценок пока нет
- Prs 10133Документ9 страницPrs 10133jmpandolfiОценок пока нет
- RSC Advances: ReviewДокумент16 страницRSC Advances: ReviewjmpandolfiОценок пока нет
- Calculation of Erosional Velocity Due To Liquid DropletsДокумент13 страницCalculation of Erosional Velocity Due To Liquid DropletsjmpandolfiОценок пока нет
- Experimental Pressure-Temperature Data On Three-And Four-Phase Equilibria of Fluid, Hydrate, and Ice Phases in The System Carbon Dioxide-WaterДокумент6 страницExperimental Pressure-Temperature Data On Three-And Four-Phase Equilibria of Fluid, Hydrate, and Ice Phases in The System Carbon Dioxide-WaterjmpandolfiОценок пока нет
- Experimental Study On Oil and Solids Removal in Nutshell Filters For Produced Water Treatment (SPE 190108)Документ14 страницExperimental Study On Oil and Solids Removal in Nutshell Filters For Produced Water Treatment (SPE 190108)jmpandolfiОценок пока нет
- Natural Convection Heat Transfer in Horizonal Cylindrical Cavities (ASME)Документ4 страницыNatural Convection Heat Transfer in Horizonal Cylindrical Cavities (ASME)jmpandolfiОценок пока нет
- Natural Convection Inside A Horizontal Cylinder (AIChE)Документ7 страницNatural Convection Inside A Horizontal Cylinder (AIChE)jmpandolfiОценок пока нет
- BOG CalДокумент6 страницBOG CalSook Thiam LeeОценок пока нет
- Avoiding Common Pitfalls in Cooling Tower Pump Intake Design Related To Hydraulic PerformanceДокумент15 страницAvoiding Common Pitfalls in Cooling Tower Pump Intake Design Related To Hydraulic PerformancejmpandolfiОценок пока нет
- Application and Operating History of Moderate-Speed Api 618 Reciprocating CompressorsДокумент10 страницApplication and Operating History of Moderate-Speed Api 618 Reciprocating CompressorsTrịnh Đức HạnhОценок пока нет
- Comparative Study Manufacturing Cost Between EN13445 and ASMEДокумент32 страницыComparative Study Manufacturing Cost Between EN13445 and ASMEDries VandezandeОценок пока нет
- Avoiding Common Pitfalls in Cooling Tower Pump Intake Design Related To Hydraulic PerformanceДокумент15 страницAvoiding Common Pitfalls in Cooling Tower Pump Intake Design Related To Hydraulic PerformancejmpandolfiОценок пока нет
- Ex Protection - ABB PDFДокумент2 страницыEx Protection - ABB PDFVikram SinghОценок пока нет
- Zorya Mashproekt Gas Pipelines 2016 1Документ12 страницZorya Mashproekt Gas Pipelines 2016 1jmpandolfi100% (1)
- Seriola 1510 31 EngДокумент1 страницаSeriola 1510 31 EngjmpandolfiОценок пока нет
- Comparative Study Manufacturing Cost Between EN13445 and ASMEДокумент32 страницыComparative Study Manufacturing Cost Between EN13445 and ASMEDries VandezandeОценок пока нет
- Selection and Analysis of Material For Boiler Pipes in A Steam PlantДокумент8 страницSelection and Analysis of Material For Boiler Pipes in A Steam PlantjmpandolfiОценок пока нет
- MCT Cable Transit System: Fire Rated, Environmental Cable Sealing SystemsДокумент7 страницMCT Cable Transit System: Fire Rated, Environmental Cable Sealing SystemsRaju ThamkeОценок пока нет
- SQL Server Connectivity Roadmap.: Preliminary TroubleshootingДокумент7 страницSQL Server Connectivity Roadmap.: Preliminary Troubleshootingapi-3748582Оценок пока нет
- Raman Spectroscopy SetupДокумент13 страницRaman Spectroscopy SetupRafael RamosОценок пока нет
- Physics 02-07 Centripetal Force and Banked CurvesДокумент2 страницыPhysics 02-07 Centripetal Force and Banked CurveslatteОценок пока нет
- Código BoogaДокумент138 страницCódigo BoogaJazmin SeguelОценок пока нет
- Reason Key CommandsДокумент6 страницReason Key CommandsVijay KumarОценок пока нет
- Se MeterDataProcessingДокумент83 страницыSe MeterDataProcessingbzkxtОценок пока нет
- Chemistry, Intermediate II Year Model Question PapersДокумент3 страницыChemistry, Intermediate II Year Model Question PapersAkshay PandeyОценок пока нет
- Unit-1 - Spur Gears - Lecture - 6 - Problems Spur Gear - Mahesh GaikwadДокумент13 страницUnit-1 - Spur Gears - Lecture - 6 - Problems Spur Gear - Mahesh GaikwadNikhil JadhavОценок пока нет
- Chapter 6 SlidesДокумент28 страницChapter 6 Slidesshinde_jayesh2005Оценок пока нет
- M2.2.9 Critical Review and Selection of NDT MethodsДокумент13 страницM2.2.9 Critical Review and Selection of NDT MethodsAldy Bagus PratamaОценок пока нет
- Rossler Chaotic Circuit and It's Application For Communication SecureДокумент10 страницRossler Chaotic Circuit and It's Application For Communication SecureMada Sanjaya WsОценок пока нет
- Asme eДокумент41 страницаAsme eAnonymous wWOWz9UnWОценок пока нет
- MH16 Series ROOFTOP AC Manual REV 2013Документ19 страницMH16 Series ROOFTOP AC Manual REV 2013caleb perezОценок пока нет
- Chapter 1 Introduction: U V U U V X y yДокумент56 страницChapter 1 Introduction: U V U U V X y ywithyou100% (1)
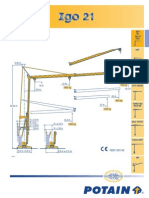
- Potain Igo 21 PDFДокумент4 страницыPotain Igo 21 PDFMarco CruzОценок пока нет
- Grasses Their Use in BuildingДокумент8 страницGrasses Their Use in BuildingpitufitoОценок пока нет
- Reviewer in Hairdressing (From Mastery Test)Документ7 страницReviewer in Hairdressing (From Mastery Test)peanut nutterОценок пока нет
- Froth Flush ProcessДокумент33 страницыFroth Flush ProcessnivasssvОценок пока нет