Вам также может понравиться
- DSVДокумент3 страницыDSVRenzo Paredes Gamez100% (2)
- Proceso GloboДокумент3 страницыProceso GloboCarlos Daniel Sifuentes RamírezОценок пока нет
- Ejercicio de Diagrama de ProcesoДокумент3 страницыEjercicio de Diagrama de ProcesoJonny Suazo67% (3)
- Actividades Productivas e ImproductivasДокумент17 страницActividades Productivas e ImproductivasAlejandro Pantoja100% (2)
- DuctilidadДокумент8 страницDuctilidad'Yaahiir CruzОценок пока нет
- Practica de Ensayo 2 Determinacion Del CementoДокумент22 страницыPractica de Ensayo 2 Determinacion Del CementoOmar CorreaОценок пока нет
- Proceso GloboДокумент3 страницыProceso GloboCarlos Daniel Sifuentes RamírezОценок пока нет
- Diagrama de FlujoДокумент6 страницDiagrama de FlujoRickert Osbert Vasquez SanchezОценок пока нет
- Bio DentaplastДокумент3 страницыBio DentaplastLinis J RMОценок пока нет
- Determinación Del Tiempo de Fraguado InicialДокумент5 страницDeterminación Del Tiempo de Fraguado InicialDaniel CardenasОценок пока нет
- Lab M.S PDFДокумент23 страницыLab M.S PDFduaОценок пока нет
- Material EsДокумент43 страницыMaterial EsIbeth Genesis Urey CruzОценок пока нет
- Determinación de fraguado de cemento en 40mmДокумент4 страницыDeterminación de fraguado de cemento en 40mmJohana LopezОценок пока нет
- Ensayos Del Cemento.Документ7 страницEnsayos Del Cemento.Dennys DennysОценок пока нет
- Cómo hacer anillas de gimnasia en casa con PVCДокумент3 страницыCómo hacer anillas de gimnasia en casa con PVCJorge A FОценок пока нет
- Informe 1 Consistencia Del Cemento y Tiempos de Fraguado - CompressДокумент17 страницInforme 1 Consistencia Del Cemento y Tiempos de Fraguado - CompressEDGAR IVAN MULLO REMACHEОценок пока нет
- POLIMEROSДокумент15 страницPOLIMEROSkevin rios ruizОценок пока нет
- Informe FraguadoДокумент7 страницInforme FraguadoAdrian Mora InfanteОценок пока нет
- Pruebas Lechada Micropilotes 15.11.16Документ19 страницPruebas Lechada Micropilotes 15.11.16CarlosChavezPonceОценок пока нет
- LABORATORIO No. 34 TIEMPO DE FRAGUADO CEMENTO HIDRÁULICOДокумент15 страницLABORATORIO No. 34 TIEMPO DE FRAGUADO CEMENTO HIDRÁULICOOscar SolerОценок пока нет
- Manual de ProcedimientosДокумент125 страницManual de ProcedimientosCamila MishelleОценок пока нет
- Pasta y MorteroДокумент16 страницPasta y MorteroEdinson LaurenteОценок пока нет
- Sika AnchorFix-2Документ6 страницSika AnchorFix-2egarbayoОценок пока нет
- MetodosДокумент17 страницMetodosliz27meryОценок пока нет
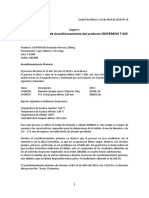
- Reporte de Transferencia Croferron T629M 18 Abr 18Документ2 страницыReporte de Transferencia Croferron T629M 18 Abr 18Herz ElliugОценок пока нет
- Pisos y pegantes asfálticosДокумент9 страницPisos y pegantes asfálticosAlberth Said Cano TorresОценок пока нет
- Dap y DopДокумент7 страницDap y DopAndre TibuОценок пока нет
- Reporte de Practica (Molde A Cera Perdida)Документ5 страницReporte de Practica (Molde A Cera Perdida)ENRIQUE SANCHEZОценок пока нет
- Proceso fabricación vidrio DAP cálculo actividadesДокумент6 страницProceso fabricación vidrio DAP cálculo actividadesLuis Quinto LoachaminОценок пока нет
- FraguadoДокумент9 страницFraguadoDiego PalominoОценок пока нет
- Laminado de Fibras y ResinasДокумент2 страницыLaminado de Fibras y Resinasbaliza1405Оценок пока нет
- Rendimiento de PVC PDFДокумент2 страницыRendimiento de PVC PDFKaren AndreaОценок пока нет
- Determinación de Tiempos de Fraguado en Pastas de CementoДокумент4 страницыDeterminación de Tiempos de Fraguado en Pastas de CementoEstefanyBernalОценок пока нет
- Norma MTC E-606 TIEMPO DE FRAGUA DEL CEMENTO - Aparato de VicatДокумент3 страницыNorma MTC E-606 TIEMPO DE FRAGUA DEL CEMENTO - Aparato de VicatelvisОценок пока нет
- Práctica ColadoДокумент7 страницPráctica ColadoOmar MendozaОценок пока нет
- Deber Tiempo EstándarДокумент2 страницыDeber Tiempo EstándarJonathan SilvaОценок пока нет
- Sigmazinc 158Документ7 страницSigmazinc 158Veronica Aldana CubasОценок пока нет
- UTN TM-TP 2 AglomerantesДокумент8 страницUTN TM-TP 2 AglomerantesCielo PerezОценок пока нет
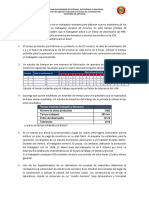
- Jhon Velarde Practica Calificada Iii - Tecnología IndustrialДокумент7 страницJhon Velarde Practica Calificada Iii - Tecnología IndustrialMarlen EvaristoОценок пока нет
- Greavedad Especifica y Tiempo de FraguadoДокумент3 страницыGreavedad Especifica y Tiempo de FraguadoJosé Gabriel Almeida HerreraОценок пока нет
- EjericicioДокумент1 страницаEjericicioAndrés Felipe BarreraОценок пока нет
- 7.-Tc-Tiempo Fraguado Metodo de VicatДокумент8 страниц7.-Tc-Tiempo Fraguado Metodo de VicatMerciitap Sarango Ramiirez100% (1)
- Informe O. Unitaria - MoliendaДокумент15 страницInforme O. Unitaria - MoliendaYael hernandezОценок пока нет
- Parte 2 Proyecto ACTUALIZADO (Layout)Документ8 страницParte 2 Proyecto ACTUALIZADO (Layout)Jonathan GuevaraОценок пока нет
- Dimetcote 9Документ7 страницDimetcote 9Jorge Benjamin Riberth RamírezОценок пока нет
- Parcial Estudio Del TrabajoДокумент3 страницыParcial Estudio Del TrabajoANGHELY TATIANA QUINAYAS JOJOAОценок пока нет
- PresupuestoOficinasMinaДокумент2 страницыPresupuestoOficinasMinaJaime Salazar LОценок пока нет
- Consistencia Del CementoДокумент16 страницConsistencia Del CementoKathy ColumbaОценок пока нет
- Problema 5.2 MetodosДокумент3 страницыProblema 5.2 MetodosBessy SanchezОценок пока нет
- Fundir en Cera Un Tornillo Sin Fin Con Molde de Yeso.Документ21 страницаFundir en Cera Un Tornillo Sin Fin Con Molde de Yeso.ANDRES GUILCAPIОценок пока нет
- 3.consistencia Normal y Tiempo de FraguadoДокумент4 страницы3.consistencia Normal y Tiempo de FraguadoJUAN PINILLA TAPIASОценок пока нет
- CuestionarioP7(ParáMetrosInyeccion)19Документ3 страницыCuestionarioP7(ParáMetrosInyeccion)19mmn moreno mmnОценок пока нет
- Ensayo No 4 Consistencia Normal Del CemeДокумент5 страницEnsayo No 4 Consistencia Normal Del Cemerober pariona escobarОценок пока нет
- Practica N°4 (Fraguado de La Pasta de Cemento) (Corregido)Документ11 страницPractica N°4 (Fraguado de La Pasta de Cemento) (Corregido)anon_580798559Оценок пока нет
- PRÁCTICA No 3 Inyección de PlásticoДокумент7 страницPRÁCTICA No 3 Inyección de PlásticoYuliana VázquezОценок пока нет
- Moldes SiliconaДокумент1 страницаMoldes SiliconaAlfredo Vital100% (1)
- Lavado y colmatado de tapones de corcho. MAMA0109От EverandLavado y colmatado de tapones de corcho. MAMA0109Оценок пока нет
- Proceso Productivo para Fabricar Bloques de Hormigón: Bloqueras artesanales, #2От EverandProceso Productivo para Fabricar Bloques de Hormigón: Bloqueras artesanales, #2Оценок пока нет
- Psico FinalДокумент21 страницаPsico FinalWilmar Arturo Gonzalez SerranoОценок пока нет
- Practica 5 Tiempo Estandar ASP IIДокумент7 страницPractica 5 Tiempo Estandar ASP IIWilmar Arturo Gonzalez SerranoОценок пока нет
- Convert Id OresДокумент1 страницаConvert Id OresWilmar Arturo Gonzalez SerranoОценок пока нет
- Practica - 7 Aguilar SanchezДокумент10 страницPractica - 7 Aguilar SanchezWilmar Arturo Gonzalez SerranoОценок пока нет
- Termodinámica: Calor, energía y reacciones químicasДокумент52 страницыTermodinámica: Calor, energía y reacciones químicasRicardoCamanSilvaОценок пока нет
- Ascenso Del Agua Por El Xilema InformeДокумент5 страницAscenso Del Agua Por El Xilema InformeBREIDY LEANDRO RODRIGUEZ UMANAОценок пока нет
- Estudio Sobre La Ventilación de GarajesДокумент6 страницEstudio Sobre La Ventilación de GarajesFran Gracia BerneОценок пока нет
- Clase 1 Bioquimica de AlimentosДокумент53 страницыClase 1 Bioquimica de Alimentoshadee anchundia chavezОценок пока нет
- TIOETERES FinalДокумент6 страницTIOETERES FinalMARIAFERNANDA YULISSA TICONA ARTEAGAОценок пока нет
- Nom 153 Ssa1 1996Документ13 страницNom 153 Ssa1 1996José BeristainОценок пока нет
- Técnicas de Fabricación de Rejillas de BraggДокумент4 страницыTécnicas de Fabricación de Rejillas de BraggVeronica MartinezОценок пока нет
- Reconocimiento de Materiales y Equipo de Laboratorio - Elementos Quimicos de Alto RiesgoДокумент17 страницReconocimiento de Materiales y Equipo de Laboratorio - Elementos Quimicos de Alto RiesgoJhon SaldañaОценок пока нет
- Termoquímica y equilibrio químico UdeG CUCДокумент11 страницTermoquímica y equilibrio químico UdeG CUCJoseluis LepeОценок пока нет
- Metabolismo de Los GlúcidosДокумент11 страницMetabolismo de Los GlúcidosJose A. Nebra DíazОценок пока нет
- Tipos de Soluciones QuimicasДокумент1 страницаTipos de Soluciones QuimicasAlexander Kaabi Alarcon FraileОценок пока нет
- Informe Beta FQДокумент7 страницInforme Beta FQFelipe MontoyaОценок пока нет
- Msds Furniture Polish CleanerДокумент1 страницаMsds Furniture Polish CleanerCreaciones GraficasОценок пока нет
- Ficha Tecnica de MaterialДокумент3 страницыFicha Tecnica de Materialjuan carlos celestinoОценок пока нет
- Cavitación tubo VenturiДокумент9 страницCavitación tubo Venturioscar rubenОценок пока нет
- Clasificación de Formas FarmacéuticasДокумент2 страницыClasificación de Formas FarmacéuticasZúñiga EstherОценок пока нет
- Ácido láctico: propiedades, usos y formulacionesДокумент5 страницÁcido láctico: propiedades, usos y formulacionesJohann Garcia Tous HkcОценок пока нет
- PRÁCTICA 3 - MEDICIONES DE PH Y CAPACIDAD REGULADORAДокумент13 страницPRÁCTICA 3 - MEDICIONES DE PH Y CAPACIDAD REGULADORAmaferОценок пока нет
- Informe Lab 3 Cinética Química Reloj de IodoДокумент9 страницInforme Lab 3 Cinética Química Reloj de IodoValesska SánchezОценок пока нет
- Catalogo Urrea PlomeriaДокумент248 страницCatalogo Urrea PlomeriaGuillermo Delgado FabelaОценок пока нет
- Principios Generales de La MecánicaДокумент1 страницаPrincipios Generales de La MecánicaMARISOL ARRIAGA OSUNAОценок пока нет
- Sintesis Del AlumbreДокумент14 страницSintesis Del AlumbreCristhian Aru.100% (1)
- FROTH NIELS AE Ficha de Datos de SeguridadДокумент6 страницFROTH NIELS AE Ficha de Datos de SeguridadLUISA FERNANDA DANIELS NAVARROОценок пока нет
- Analisis de FluidosДокумент9 страницAnalisis de FluidosAlejandra Nustes PerezОценок пока нет
- Informe Grupos 4 y 5 Quimica AnaliticaДокумент5 страницInforme Grupos 4 y 5 Quimica Analiticagiulietta stylesОценок пока нет
- Examen Tratamiento de Aguas-IIДокумент2 страницыExamen Tratamiento de Aguas-IIDANIEL LEONARDO DE LA CRUZ GOMEZ50% (2)
- Taller - Soluciones (4) Sin DesarrollarДокумент3 страницыTaller - Soluciones (4) Sin DesarrollarJuNiLeLoОценок пока нет
- Importancia electroquímicaДокумент3 страницыImportancia electroquímicaBryan Garcia0% (1)
- Hoja de Seguridad - MexichemДокумент5 страницHoja de Seguridad - MexichemAnthony BasurtoОценок пока нет
- Procedimiento soldaduraДокумент8 страницProcedimiento soldaduraPer DCОценок пока нет