Вам также может понравиться
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
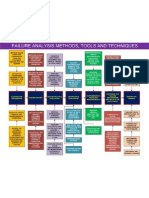
- Failure Analysis Tools, Techniques and Process FlowДокумент1 страницаFailure Analysis Tools, Techniques and Process Flowsmtdrkd100% (1)
- The Story of Spanish MossДокумент10 страницThe Story of Spanish MosssmtdrkdОценок пока нет
- 6th Central Pay Commission Salary CalculatorДокумент15 страниц6th Central Pay Commission Salary Calculatorrakhonde100% (436)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- Estrogen Dominance-The Silent Epidemic by DR Michael LamДокумент39 страницEstrogen Dominance-The Silent Epidemic by DR Michael Lamsmtdrkd75% (4)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- Why Creation of Universe Is Not An AccidentДокумент48 страницWhy Creation of Universe Is Not An AccidentsmtdrkdОценок пока нет
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (344)
- The Story of Spanish MossДокумент10 страницThe Story of Spanish MosssmtdrkdОценок пока нет
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (399)
- Land Pattern Parameters For Different Bga GeometriesДокумент4 страницыLand Pattern Parameters For Different Bga Geometriessmtdrkd100% (1)
- SMCWP 001Документ37 страницSMCWP 001Wandyy GonçalvesОценок пока нет
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- Greeting Card Calendar 2009Документ1 страницаGreeting Card Calendar 2009smtdrkdОценок пока нет
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- Area Ratio For Different SMT PartsДокумент1 страницаArea Ratio For Different SMT PartssmtdrkdОценок пока нет
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- Ph.d. Thesis On Modeling Imc Growth and SolderingДокумент180 страницPh.d. Thesis On Modeling Imc Growth and Solderingsmtdrkd100% (6)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Impact of PB Free On Test and Inspection by TeradyneДокумент3 страницыImpact of PB Free On Test and Inspection by TeradynesmtdrkdОценок пока нет
- PCB Surface Finishes Presentation by MultekДокумент54 страницыPCB Surface Finishes Presentation by Multeksmtdrkd100% (1)
- Stencil Aperture and Area Ratio Table For Optimum PrintingДокумент4 страницыStencil Aperture and Area Ratio Table For Optimum PrintingsmtdrkdОценок пока нет
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- Myths and Beliefs in Modern Electronic Assembly and Soldering TechniquesДокумент8 страницMyths and Beliefs in Modern Electronic Assembly and Soldering TechniquessmtdrkdОценок пока нет
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- Stencil Aperture and Area Ratio Table For Optimum PrintingДокумент4 страницыStencil Aperture and Area Ratio Table For Optimum PrintingsmtdrkdОценок пока нет
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- Generic Project Plan Template On ExcelДокумент3 страницыGeneric Project Plan Template On Excelsmtdrkd100% (36)
- What You Always Wanted To Know About Wave Soldering But Were Afraid To AskДокумент43 страницыWhat You Always Wanted To Know About Wave Soldering But Were Afraid To Asksmtdrkd100% (4)
- 24 Amazing Pictures of MoneyДокумент15 страниц24 Amazing Pictures of Moneysmtdrkd100% (1)
- Fantastic TripДокумент68 страницFantastic Tripabiramikdevi100% (17)
- Simple Project Management Template On ExcelДокумент2 страницыSimple Project Management Template On Excelsmtdrkd100% (1)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- Lead Free Reliability Study by BoeingДокумент23 страницыLead Free Reliability Study by Boeingsmtdrkd100% (1)
- E-Book Proof of Design DFM and Concurrent EngineeringДокумент425 страницE-Book Proof of Design DFM and Concurrent Engineeringsmtdrkd100% (7)
- Stencil Design - 10 % Reduction RuleДокумент1 страницаStencil Design - 10 % Reduction RulesmtdrkdОценок пока нет
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- Manufacturable Lead Free SMT ProcessДокумент4 страницыManufacturable Lead Free SMT Processsmtdrkd100% (1)
- Best Practices FactoryДокумент207 страницBest Practices FactorysmtdrkdОценок пока нет
- Carnatic Music Composition DatabaseДокумент142 страницыCarnatic Music Composition Databasesmtdrkd86% (14)
- Andhragaaru RecipesДокумент38 страницAndhragaaru Recipessmtdrkd100% (5)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (120)
- Carnatic Music Composition DatabaseДокумент142 страницыCarnatic Music Composition Databasesmtdrkd86% (14)
- Homework Solutions/Kinetics 1Документ11 страницHomework Solutions/Kinetics 1Eduardo Rosado HerreraОценок пока нет
- Practical EXamДокумент5 страницPractical EXamNDTInstructor100% (6)
- PhotogrammetryДокумент45 страницPhotogrammetryValerie VictoriaОценок пока нет
- FuelДокумент172 страницыFuelImtiaz KhanОценок пока нет
- TV126WHM Nuo PDFДокумент33 страницыTV126WHM Nuo PDFganyuanОценок пока нет
- Chem 11 - Lab 1 - How Thick Is Aluminum FoilДокумент1 страницаChem 11 - Lab 1 - How Thick Is Aluminum FoilabmacphailОценок пока нет
- 007 Magmatip Filling Results enДокумент7 страниц007 Magmatip Filling Results enpurushothaman1234566Оценок пока нет
- (M1 Technical) Cpe0011lДокумент12 страниц(M1 Technical) Cpe0011lJoel CatapangОценок пока нет
- On Oxygen-Induced Corrosion of An Oil Refinery Condensate Fraction at Ion UnitДокумент17 страницOn Oxygen-Induced Corrosion of An Oil Refinery Condensate Fraction at Ion UnitAzmi Mohammed NorОценок пока нет
- Travelling Tripper CalculationДокумент5 страницTravelling Tripper CalculationHarshGuptaОценок пока нет
- Hiten Parmar: Physics byДокумент5 страницHiten Parmar: Physics byKailas ArunОценок пока нет
- Zhang 2007 J. Electrochem. Soc. 154 A910 PDFДокумент8 страницZhang 2007 J. Electrochem. Soc. 154 A910 PDFPeterОценок пока нет
- ch5 PDFДокумент18 страницch5 PDFspoiled_childОценок пока нет
- An Excursion Through Discrete Differential Geometry-Crane-2020Документ154 страницыAn Excursion Through Discrete Differential Geometry-Crane-2020Joshua IbrahimОценок пока нет
- CHEM 212 - RecrystallizationДокумент16 страницCHEM 212 - RecrystallizationkristaОценок пока нет
- Aee1 SkriptДокумент186 страницAee1 SkriptCristian PanaОценок пока нет
- Valv MarwinДокумент15 страницValv MarwinNestor OliОценок пока нет
- 17 Capacitors and Inductors in AC CircuitsДокумент12 страниц17 Capacitors and Inductors in AC CircuitsAbhijit PattnaikОценок пока нет
- Petrology NotesДокумент110 страницPetrology NotesRaj Sunil KandregulaОценок пока нет
- Penetration Tests According To The ISO 11140Документ41 страницаPenetration Tests According To The ISO 11140masthan6yОценок пока нет
- XI - Science Class Routine 2019: Xi-Isc - I Rm. 234 Xi - Isc-Ii Rm. 334Документ2 страницыXI - Science Class Routine 2019: Xi-Isc - I Rm. 234 Xi - Isc-Ii Rm. 334Koushik MajumderОценок пока нет
- DatumsДокумент22 страницыDatumsAlberto LobonesОценок пока нет
- Asymptotes Tutorial: Horizontal Vertical Slant and HolesДокумент30 страницAsymptotes Tutorial: Horizontal Vertical Slant and Holesgregory_k_sherman100% (1)
- PCF8833 1Документ112 страницPCF8833 1Raphael AlvesОценок пока нет
- Construction Site Earthwork CalculationДокумент4 страницыConstruction Site Earthwork CalculationmasteriragaОценок пока нет
- Twinning and PHENIX: Peter ZwartДокумент30 страницTwinning and PHENIX: Peter ZwartSarat chandra dashОценок пока нет
- Real Time Pipeline Leak Detection On Shell's NorthДокумент9 страницReal Time Pipeline Leak Detection On Shell's NorthMohd SubriОценок пока нет
- SIGMAW Engineering BookДокумент412 страницSIGMAW Engineering BookhendraschОценок пока нет
- Transformasi Dalam MatematikДокумент39 страницTransformasi Dalam MatematikMas Izwatu Solehah MiswanОценок пока нет
- Research StatementДокумент5 страницResearch StatementEmad AbdurasulОценок пока нет