Вам также может понравиться
- Pages From Californijska Cijev 7Документ1 страницаPages From Californijska Cijev 7selmir_9Оценок пока нет
- Pages From Californijska Cijev 6Документ1 страницаPages From Californijska Cijev 6selmir_9Оценок пока нет
- Pages From Californijska CijevДокумент9 страницPages From Californijska Cijevselmir_9Оценок пока нет
- Pages From Californijska Cijev 6Документ1 страницаPages From Californijska Cijev 6selmir_9Оценок пока нет
- Pages From Californijska Cijev 1Документ1 страницаPages From Californijska Cijev 1selmir_9Оценок пока нет
- Pages From Californijska Cijev 8Документ1 страницаPages From Californijska Cijev 8selmir_9Оценок пока нет
- Pages From Californijska Cijev 9Документ1 страницаPages From Californijska Cijev 9selmir_9Оценок пока нет
- Pages From Californijska Cijev 9Документ1 страницаPages From Californijska Cijev 9selmir_9Оценок пока нет
- Pages From Californijska Cijev 7Документ1 страницаPages From Californijska Cijev 7selmir_9Оценок пока нет
- Pages From Californijska Cijev 3Документ1 страницаPages From Californijska Cijev 3selmir_9Оценок пока нет
- Pages From Californijska Cijev 4Документ1 страницаPages From Californijska Cijev 4selmir_9Оценок пока нет
- Pages From Californijska Cijev 8Документ1 страницаPages From Californijska Cijev 8selmir_9Оценок пока нет
- Pages From Grundfosliterature-3065923 4Документ1 страницаPages From Grundfosliterature-3065923 4selmir_9Оценок пока нет
- Pole Spacing ToolДокумент2 страницыPole Spacing Toolselmir_9Оценок пока нет
- Pages From Californijska Cijev 5Документ1 страницаPages From Californijska Cijev 5selmir_9Оценок пока нет
- BS EN 858-1-2002 Separator Systems For Light Liquids (1) 1 PDFДокумент1 страницаBS EN 858-1-2002 Separator Systems For Light Liquids (1) 1 PDFselmir_929% (7)
- Pages From Californijska Cijev 1Документ1 страницаPages From Californijska Cijev 1selmir_9Оценок пока нет
- English (GB) Installation and Operating Instructions: 2. ApplicationsДокумент1 страницаEnglish (GB) Installation and Operating Instructions: 2. Applicationsselmir_9Оценок пока нет
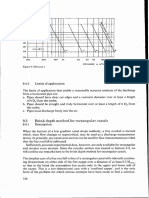
- 14 20gravelsand 20I 200,4-0,8 20 20PDS 20eДокумент1 страница14 20gravelsand 20I 200,4-0,8 20 20PDS 20eselmir_9Оценок пока нет
- Pages From Grundfosliterature-3065923 5Документ1 страницаPages From Grundfosliterature-3065923 5selmir_9Оценок пока нет
- Pages From Grundfosliterature-3065923 1Документ1 страницаPages From Grundfosliterature-3065923 1selmir_9Оценок пока нет
- Pages From Grundfosliterature-3065923 3Документ1 страницаPages From Grundfosliterature-3065923 3selmir_9Оценок пока нет
- EC-Grounding Bonding and Overcurrent Protection-D01-M03 (Part 1)Документ21 страницаEC-Grounding Bonding and Overcurrent Protection-D01-M03 (Part 1)selmir_9Оценок пока нет
- Sched 40 Concentric Reducers - Carbon Steel-2Документ3 страницыSched 40 Concentric Reducers - Carbon Steel-2selmir_9Оценок пока нет
- Multifunction Valve 50 HZ: Company Name: Created By: Phone: DateДокумент2 страницыMultifunction Valve 50 HZ: Company Name: Created By: Phone: Dateselmir_9Оценок пока нет
- Irlr8726Pbf Irlu8726Pbf: ApplicationsДокумент11 страницIrlr8726Pbf Irlu8726Pbf: Applicationsselmir_9Оценок пока нет
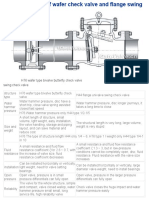
- The Comparison of Wafer Check Valve and Flange Swing Check Valve - Made in China Check ValvesДокумент1 страницаThe Comparison of Wafer Check Valve and Flange Swing Check Valve - Made in China Check Valvesselmir_9Оценок пока нет
- BS en 858-2-2003 Separator Systems For Light Liquids (3) 12Документ1 страницаBS en 858-2-2003 Separator Systems For Light Liquids (3) 12selmir_9Оценок пока нет
- IEE tutorial workshop on Earthing & Bonding techniquesДокумент51 страницаIEE tutorial workshop on Earthing & Bonding techniquestgkenny873491% (35)
- BS en 858-2-2003 Separator Systems For Light Liquids (3) 4Документ1 страницаBS en 858-2-2003 Separator Systems For Light Liquids (3) 4selmir_9Оценок пока нет
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5783)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (890)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (399)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (344)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (119)
- Appeal Tax Procedure (Malaysia)Документ2 страницыAppeal Tax Procedure (Malaysia)Zati TyОценок пока нет
- TMP 841704 RL 2023-03-13 Relieving LetterДокумент1 страницаTMP 841704 RL 2023-03-13 Relieving Letterxop0887Оценок пока нет
- Myo Cny 2023 MenuДокумент12 страницMyo Cny 2023 Menulihanyong17Оценок пока нет
- AbolethДокумент3 страницыAbolethjlewis_4Оценок пока нет
- Ball Bearings 1Документ17 страницBall Bearings 1ManicharanОценок пока нет
- Alpacon Degreaser BIO GENДокумент2 страницыAlpacon Degreaser BIO GENFahmi Ali100% (1)
- Small-Scale Fisheries Co-op ConstitutionДокумент37 страницSmall-Scale Fisheries Co-op ConstitutionCalyn MusondaОценок пока нет
- Lecture 8 - Life Cycle Inventory Example and SimaPro Intro - S18Документ42 страницыLecture 8 - Life Cycle Inventory Example and SimaPro Intro - S18Francisco AraujoОценок пока нет
- Gen-6000-0mh0/0mhe Gen-6000-0mk0 Gen-6000-0ms0/0mse Gen-7500-0mh0/0mhe Gen-8000-0mk0/0mke Gen-8000-0ms0/0mseДокумент26 страницGen-6000-0mh0/0mhe Gen-6000-0mk0 Gen-6000-0ms0/0mse Gen-7500-0mh0/0mhe Gen-8000-0mk0/0mke Gen-8000-0ms0/0mseAhmed Khodja KarimОценок пока нет
- CSR 620 Commissioning Manual A4-5285CДокумент40 страницCSR 620 Commissioning Manual A4-5285CNguyễn Xuân Lộc86% (7)
- Simplex-4004 Installation Operating Manual Rev C PDFДокумент36 страницSimplex-4004 Installation Operating Manual Rev C PDFElias Rangel100% (1)
- Servo LubesДокумент2 страницыServo LubesVignesh VickyОценок пока нет
- L10: Factors that Affect a Pendulum's PeriodДокумент9 страницL10: Factors that Affect a Pendulum's PeriodHeide CarrionОценок пока нет
- Image Authentication ENFSIДокумент43 страницыImage Authentication ENFSIIolanda OprisanОценок пока нет
- Lecture Notes On Revaluation and Impairment PDFДокумент6 страницLecture Notes On Revaluation and Impairment PDFjudel ArielОценок пока нет
- C-Core-A3-Fold-Double-Side AMCC COREДокумент2 страницыC-Core-A3-Fold-Double-Side AMCC CORESandeep SОценок пока нет
- Gas Turbine MaintenanceДокумент146 страницGas Turbine MaintenanceMamoun1969100% (8)
- Praveen Verma Auto CAD IntershipДокумент15 страницPraveen Verma Auto CAD IntershipPraveen vermaОценок пока нет
- Cyolo Datasheet 2022 - Driving Digital BusinessДокумент3 страницыCyolo Datasheet 2022 - Driving Digital BusinessAlexis MoralesОценок пока нет
- Vandergrift - Listening, Modern Theory & PracticeДокумент6 страницVandergrift - Listening, Modern Theory & PracticeKarolina CiОценок пока нет
- Louise Bedford Trading InsightsДокумент80 страницLouise Bedford Trading Insightsartendu100% (3)
- Catalogo Bombas PedrolloДокумент80 страницCatalogo Bombas PedrolloChesster EscobarОценок пока нет
- 3.1. Optical Sources - LED - FOC - PNP - February 2022 - NewДокумент49 страниц3.1. Optical Sources - LED - FOC - PNP - February 2022 - NewyashОценок пока нет
- KD.7.1-WPS OfficeДокумент9 страницKD.7.1-WPS OfficePratista TyasОценок пока нет
- Horses To Follow: Ten To Follow From Timeform'S Team of ExpertsДокумент12 страницHorses To Follow: Ten To Follow From Timeform'S Team of ExpertsNita naОценок пока нет
- Geography Lesson PlanДокумент4 страницыGeography Lesson Planapi-204977805100% (3)
- Ceramic Tiles Industry Research ProjectДокумент147 страницCeramic Tiles Industry Research Projectsrp188Оценок пока нет
- BLDG TECH Juson Assignment Lecture 1Документ23 страницыBLDG TECH Juson Assignment Lecture 1Ma. Janelle GoОценок пока нет
- Automotive Relay PDFДокумент3 страницыAutomotive Relay PDFSimon MclennanОценок пока нет