Вам также может понравиться
- Sanchez, Hincapie - El Capital Intelectual en Las Empresas Del Sector MetalmecanicaДокумент6 страницSanchez, Hincapie - El Capital Intelectual en Las Empresas Del Sector MetalmecanicaNetoОценок пока нет
- Sanchez John - Una Mirada A Algunos Aspectos de La Tecnología Como Fuente de Ventaja Competitiva en MetalmecanicasДокумент6 страницSanchez John - Una Mirada A Algunos Aspectos de La Tecnología Como Fuente de Ventaja Competitiva en MetalmecanicasNetoОценок пока нет
- La Creación de Valor en Las EmpresasДокумент13 страницLa Creación de Valor en Las EmpresasIngCivil UpnОценок пока нет
- Es 1063534 UДокумент6 страницEs 1063534 UNetoОценок пока нет
- Indicadores para PymesДокумент13 страницIndicadores para PymesJesús Eduardo Oviedo GalloОценок пока нет
- Sarache, Cardenas - Procedimiento para Evaluar La Estrategia de Manufactura en MetalmecanicaДокумент22 страницыSarache, Cardenas - Procedimiento para Evaluar La Estrategia de Manufactura en MetalmecanicaNetoОценок пока нет
- Katz y Vera - Historia Evolutiva de Una Planta MetalmecanicaДокумент19 страницKatz y Vera - Historia Evolutiva de Una Planta MetalmecanicaNetoОценок пока нет
- C0Документ5 страницC0Salvador SafinaОценок пока нет
- 441-SP Mantenimiento y Tratamiento de Agua para Su Caldera de ProcesosДокумент2 страницы441-SP Mantenimiento y Tratamiento de Agua para Su Caldera de ProcesosRafael Omar Flores RomeroОценок пока нет
- Lopez, Gorrin - Estrategias Operativas para El Desarrollo de Las Pequeñas y Medianas Empresas Pertenecientes MetalmecanicaДокумент7 страницLopez, Gorrin - Estrategias Operativas para El Desarrollo de Las Pequeñas y Medianas Empresas Pertenecientes MetalmecanicaNetoОценок пока нет
- BombasДокумент5 страницBombasNetoОценок пока нет
- El Paradigma de La T Grande - Harvard Business ReviewДокумент10 страницEl Paradigma de La T Grande - Harvard Business ReviewPablo MeryОценок пока нет
- Es Rentable Mi Negocio - Enrique Chon YamasatoДокумент22 страницыEs Rentable Mi Negocio - Enrique Chon YamasatoNetoОценок пока нет
- Como Venderle Al Estado - Luis CanalesДокумент19 страницComo Venderle Al Estado - Luis CanalesNetoОценок пока нет
- Tema 5 La Localizacion y El Tamaño de La Empresa PDFДокумент24 страницыTema 5 La Localizacion y El Tamaño de La Empresa PDFMarcos Hernandez RodriguezОценок пока нет
- Norma Petroecuador Sh-O3oДокумент14 страницNorma Petroecuador Sh-O3oNetoОценок пока нет
- Descripción y Mantenimiento de Bombas para Vacío Modelo SMДокумент2 страницыDescripción y Mantenimiento de Bombas para Vacío Modelo SMNetoОценок пока нет
- Como Pelear Una Guerra de PreciosДокумент31 страницаComo Pelear Una Guerra de PreciosNetoОценок пока нет
- Art - Lazzari, Machado y Perez - Estudio para La Localizacion Espacial de Un Proyecto PDFДокумент16 страницArt - Lazzari, Machado y Perez - Estudio para La Localizacion Espacial de Un Proyecto PDFNetoОценок пока нет
- Redefinición y Tendencias Del Concepto de Estrategia para El Gerente ColombianoДокумент15 страницRedefinición y Tendencias Del Concepto de Estrategia para El Gerente ColombianoNeto100% (1)
- Percepción Del Color y de La Forma en Los EmpaquesДокумент15 страницPercepción Del Color y de La Forma en Los EmpaquesNetoОценок пока нет
- Análisis de Los Factores de Competitividad de Las Tiendas de Barrios de CadenaДокумент11 страницAnálisis de Los Factores de Competitividad de Las Tiendas de Barrios de CadenaNetoОценок пока нет
- VBMДокумент24 страницыVBMErick Cupul100% (1)
- Reflexiones para Comercializar Perecederos - FrutasДокумент10 страницReflexiones para Comercializar Perecederos - FrutasNetoОценок пока нет
- Estudio de Caso: LLEGÓ LA ESCASEZ Y MANDÓ A PARARДокумент20 страницEstudio de Caso: LLEGÓ LA ESCASEZ Y MANDÓ A PARARNetoОценок пока нет
- Modelo de Encuesta A Empresas MetalmecanicasДокумент13 страницModelo de Encuesta A Empresas MetalmecanicasNetoОценок пока нет
- Exito de Las Pymes en ColombiaДокумент20 страницExito de Las Pymes en ColombiaNetoОценок пока нет
- Análisis Teórico de La Relación Entre DiversificaciónДокумент22 страницыAnálisis Teórico de La Relación Entre DiversificaciónpabloparetsОценок пока нет
- Percepción Del Color y de La Forma en Los EmpaquesДокумент15 страницPercepción Del Color y de La Forma en Los EmpaquesNetoОценок пока нет
- Las Directrices Del Costo Como Fuentes de Ventajas CompetitivasДокумент26 страницLas Directrices Del Costo Como Fuentes de Ventajas CompetitivasNetoОценок пока нет
- Análisis de Las Dimensiones ContextualesДокумент4 страницыAnálisis de Las Dimensiones ContextualesCesar Jesus Arroyo OscateОценок пока нет
- Informe 6Документ13 страницInforme 6ivan1989104Оценок пока нет
- TRABAJO FINAL Diagnóstico y Reparación Del Sistema de Suspensión, Dirección y FrenosДокумент7 страницTRABAJO FINAL Diagnóstico y Reparación Del Sistema de Suspensión, Dirección y FrenosNilsom UrviolaОценок пока нет
- Calcio Carbonato PrecipitadoДокумент4 страницыCalcio Carbonato PrecipitadomarthaОценок пока нет
- 1 Intento Examen FinalДокумент6 страниц1 Intento Examen FinalCaliche RojasОценок пока нет
- Procedimiento Identificacion de Aspectos y Evaluacion de Impactos AmbientalesДокумент12 страницProcedimiento Identificacion de Aspectos y Evaluacion de Impactos AmbientalesQllam VegaОценок пока нет
- TMC - Hierro - Grupo 3Документ14 страницTMC - Hierro - Grupo 3Kayla VeraОценок пока нет
- A ASDДокумент5 страницA ASDJimmy Omar Gonzales AlcantaraОценок пока нет
- 10 Semana REPORTE DE MANTENIMIENTOДокумент6 страниц10 Semana REPORTE DE MANTENIMIENTOAlexander Marcos ChacaliazaОценок пока нет
- Ejemplo de Modelo Procentaje para Modificar DatosДокумент23 страницыEjemplo de Modelo Procentaje para Modificar DatosROSA CHACON SERNAQUE100% (1)
- Foro 1 MatematicasДокумент3 страницыForo 1 MatematicasxPlooPlooОценок пока нет
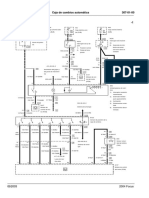
- (FORD) Diagrama de Cableado-TransmisionДокумент2 страницы(FORD) Diagrama de Cableado-TransmisionMaxisys Autel100% (1)
- Base de DatosДокумент10 страницBase de Datosyovanni garciaОценок пока нет
- Ejercicios de Aproximación y Estimación de Errores EjemplosДокумент10 страницEjercicios de Aproximación y Estimación de Errores EjemplosANAHI ALCAZARОценок пока нет
- Informe Determinacion de Solidos en El Agua UTSДокумент6 страницInforme Determinacion de Solidos en El Agua UTSCarlos FabianОценок пока нет
- Ejc 3-189 Mantenimiento de Radio Prc-7330Документ89 страницEjc 3-189 Mantenimiento de Radio Prc-7330AlfredoBelloОценок пока нет
- Indicador de Presión y Vacio Transformadores Mayores A 2500 kVA o NBAI Mayor A 2000kV PDFДокумент1 страницаIndicador de Presión y Vacio Transformadores Mayores A 2500 kVA o NBAI Mayor A 2000kV PDFromoОценок пока нет
- Análisis de Vibraciones ISO Categoría I: Certificación IMMP Según ISO 18436-2Документ1 страницаAnálisis de Vibraciones ISO Categoría I: Certificación IMMP Según ISO 18436-2Jercy SanchezОценок пока нет
- Banco de ProteccionesДокумент13 страницBanco de ProteccionesYunior BejaranoОценок пока нет
- Cuadro Comparativo Placas TectonicasДокумент1 страницаCuadro Comparativo Placas Tectonicasleandroortiz820Оценок пока нет
- Protocolo EmpresarialДокумент1 страницаProtocolo Empresarialhenry Miranda ArteagaОценок пока нет
- Guia Espina de PescadoДокумент13 страницGuia Espina de Pescadowilliam castañedaОценок пока нет
- Formato Opt (Observacion Planeada de Tarea)Документ1 страницаFormato Opt (Observacion Planeada de Tarea)SEGURIDAD SERVICCONОценок пока нет
- CartografíaPPT PDFДокумент20 страницCartografíaPPT PDFMARLON HENRY PANDURO AUCCASIОценок пока нет
- HG 1,5 65 HF Motobomba Barnes Ref. 1e0291Документ2 страницыHG 1,5 65 HF Motobomba Barnes Ref. 1e0291alexanderОценок пока нет
- Anamnesis-Nutricional (ADOLECENTE)Документ6 страницAnamnesis-Nutricional (ADOLECENTE)Cristian Patricio100% (2)
- Accesibilidad Contenidos WebДокумент90 страницAccesibilidad Contenidos WebLucindo BlázquezОценок пока нет
- DESPLEGABLEДокумент9 страницDESPLEGABLEclarkmarin86Оценок пока нет
- Manual de Entrenamiento de La F - Mladen JovanoviДокумент494 страницыManual de Entrenamiento de La F - Mladen JovanoviFacundo Holgado92% (13)
- Control de PozoДокумент38 страницControl de PozoJorge RОценок пока нет