Вам также может понравиться
- Curso DatitosДокумент37 страницCurso DatitosTato FloresОценок пока нет
- Proyecto Final DS V1Документ16 страницProyecto Final DS V1Tato FloresОценок пока нет
- 17) Fco FinalДокумент3 страницы17) Fco FinalTato FloresОценок пока нет
- PDF Fayser Accesorios Canales de Tension PDFДокумент3 страницыPDF Fayser Accesorios Canales de Tension PDFTato FloresОценок пока нет
- PDF Mba OnlineДокумент17 страницPDF Mba OnlineTato Flores0% (1)
- Puntos A44 PDДокумент1 страницаPuntos A44 PDTato FloresОценок пока нет
- Coto CДокумент38 страницCoto CTato FloresОценок пока нет
- Simulacro Primer Parcial Con RtaДокумент7 страницSimulacro Primer Parcial Con RtaTato FloresОценок пока нет
- CV Guillermo Flores Torres PDFДокумент1 страницаCV Guillermo Flores Torres PDFTato FloresОценок пока нет
- PDF Fayser Accesorios Bandejas vs2018001 PDFДокумент6 страницPDF Fayser Accesorios Bandejas vs2018001 PDFTato FloresОценок пока нет
- Coto CДокумент1 страницаCoto CTato FloresОценок пока нет
- Células ganglionares centro ON y OFF explican contraste luminanciaДокумент4 страницыCélulas ganglionares centro ON y OFF explican contraste luminanciaTato FloresОценок пока нет
- Teclado PDFДокумент2 страницыTeclado PDFtago_704714561Оценок пока нет
- Coto CДокумент1 страницаCoto CTato FloresОценок пока нет
- The Cleaver TestДокумент18 страницThe Cleaver TestMariela Fernandez96% (23)
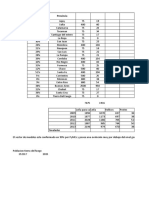
- Provincias Total MaderaДокумент5 страницProvincias Total MaderaTato FloresОценок пока нет
- 189-207 Caract 1279703967968Документ19 страниц189-207 Caract 1279703967968Tato FloresОценок пока нет
- Intento de ProyectoasdДокумент16 страницIntento de ProyectoasdTato FloresОценок пока нет
- Mapa de RiesgoДокумент1 страницаMapa de RiesgoTato FloresОценок пока нет
- Mapa de RiesgoДокумент1 страницаMapa de RiesgoTato FloresОценок пока нет
- PlanificacionДокумент9 страницPlanificacionTato FloresОценок пока нет
- Analítico FloresДокумент3 страницыAnalítico FloresTato FloresОценок пока нет
- CV Flores GuillermoДокумент1 страницаCV Flores GuillermoTato FloresОценок пока нет
- Analítico FloresДокумент3 страницыAnalítico FloresTato FloresОценок пока нет
- ASME VIII-Rollino - E Partes 1 y 2 VirtualДокумент92 страницыASME VIII-Rollino - E Partes 1 y 2 VirtualRodrigo GonzalezОценок пока нет
- TP CDG FinalДокумент19 страницTP CDG FinalTato FloresОценок пока нет
- VF - PR - 06 Practicas Recomendadas Trabajos en Alturas - IapgДокумент25 страницVF - PR - 06 Practicas Recomendadas Trabajos en Alturas - IapgMariano Fernandez ToribioОценок пока нет
- Examen Final Movimiento MecánicoДокумент2 страницыExamen Final Movimiento MecánicoTato FloresОценок пока нет
- Presentación Polipropileno Flores GuillermoДокумент35 страницPresentación Polipropileno Flores GuillermoTato FloresОценок пока нет
- Soldadura Flores GuillermoДокумент49 страницSoldadura Flores GuillermoTato FloresОценок пока нет
- Factores Preponderantes en La Localización de PlantaДокумент20 страницFactores Preponderantes en La Localización de PlantaCristian Camilo Rico BallesterosОценок пока нет
- Cont de Costos Sem3 Evid de Aprendizaje HildaLeticiaEspinosaGonzález 010606640Документ6 страницCont de Costos Sem3 Evid de Aprendizaje HildaLeticiaEspinosaGonzález 010606640adminОценок пока нет
- Trabajo Final Gestión de ProductosДокумент26 страницTrabajo Final Gestión de ProductosfernandoluisОценок пока нет
- Unidad 2. Contabilidad Financiera 2Документ33 страницыUnidad 2. Contabilidad Financiera 2José LealОценок пока нет
- Resumen Capitulo 8 Administración ContemporaneaДокумент9 страницResumen Capitulo 8 Administración ContemporaneaFarley DesfassiauxОценок пока нет
- Marco - Logico Tilapia EjemploДокумент8 страницMarco - Logico Tilapia EjemploXimena Yandun100% (3)
- Manual CaptopДокумент56 страницManual CaptopJuan Carlos Villena Bello100% (1)
- Las Cuentas Nacionales: Un marco para entender la economíaДокумент32 страницыLas Cuentas Nacionales: Un marco para entender la economíaJose Emilio GillОценок пока нет
- Actividad 2.Документ9 страницActividad 2.Beto PinedaОценок пока нет
- 01 Desarrollo de La Cadena de Hongos Comestibles en Tlaxcala SAGARPA COLPOSДокумент59 страниц01 Desarrollo de La Cadena de Hongos Comestibles en Tlaxcala SAGARPA COLPOSO.L.D.E.Оценок пока нет
- Costos IndirectosДокумент7 страницCostos IndirectosJuan Jorge FloresОценок пока нет
- Dialnet Modelo de Ampliacion de La Capacidad Productiva PDFДокумент11 страницDialnet Modelo de Ampliacion de La Capacidad Productiva PDFJosias Olivera PeñaОценок пока нет
- Tarea 7 - Empresa 1Документ14 страницTarea 7 - Empresa 1grijalvafernando40Оценок пока нет
- Aspectos Conceptuales Relacionados Con Los CostoДокумент10 страницAspectos Conceptuales Relacionados Con Los CostoyohendryОценок пока нет
- Administración de Operaciones: Factores, Procesos y Funciones ClaveДокумент20 страницAdministración de Operaciones: Factores, Procesos y Funciones ClaveJhonatan Carnero BallonОценок пока нет
- Acuerdo Campohermoso (46 Pag 151 KB)Документ46 страницAcuerdo Campohermoso (46 Pag 151 KB)Richard CampbellОценок пока нет
- Capitulo 3Документ67 страницCapitulo 3gabrielcisnerosОценок пока нет
- Tema #1 Introduccion A La Contabilidad de CostosДокумент9 страницTema #1 Introduccion A La Contabilidad de CostosGARCIA OLIVERA CELIAОценок пока нет
- Estudio TecnicoДокумент18 страницEstudio TecnicoWilly VargasОценок пока нет
- Reseña Historica de La Administracion de La ProduccionДокумент2 страницыReseña Historica de La Administracion de La ProduccionDiego Obando100% (8)
- Cadena de Valor de Hule NaturalДокумент92 страницыCadena de Valor de Hule NaturalCinthyaОценок пока нет
- Unidad 1 Material para El ExamenДокумент9 страницUnidad 1 Material para El ExamenAlejandro JFrОценок пока нет
- Semyraz Cap.IДокумент17 страницSemyraz Cap.IGi ArgemíОценок пока нет
- Presupuesto de Producción PDFДокумент10 страницPresupuesto de Producción PDFLeydi lucero100% (1)
- Guia 29Документ6 страницGuia 29Daiana Lucía Sanabria Aroca100% (1)
- Plan Agropecuario ChimichaguaДокумент18 страницPlan Agropecuario ChimichaguaGuillermo Calle RomeroОценок пока нет
- Sistemas de Operaciones ProductivasДокумент26 страницSistemas de Operaciones ProductivasHipatia de AlejandríaОценок пока нет
- Diseño de Planta de Caña de Azucar PDFДокумент94 страницыDiseño de Planta de Caña de Azucar PDFMarysabel UrbanejaОценок пока нет
- Caracterización de Las Operaciones de Manufactura y Su Impacto en El Diseño Del SistemaДокумент3 страницыCaracterización de Las Operaciones de Manufactura y Su Impacto en El Diseño Del SistemaMiguel Angel de VicenteОценок пока нет
- Implementación de La Metodología 5 "S" para Mejorar La Productividad en El Área de Almacén en La Empresa CesbeДокумент129 страницImplementación de La Metodología 5 "S" para Mejorar La Productividad en El Área de Almacén en La Empresa CesbeLuis A. CFОценок пока нет