Вам также может понравиться
- Johnson Tiles Chennai QuoteДокумент1 страницаJohnson Tiles Chennai QuoteSeshagiri DeenadayaluОценок пока нет
- Urine Complete Examination: Colour Appearance PHДокумент2 страницыUrine Complete Examination: Colour Appearance PHSeshagiri DeenadayaluОценок пока нет
- Recommended Tools & Equipments - Version 1.1Документ188 страницRecommended Tools & Equipments - Version 1.1Seshagiri DeenadayaluОценок пока нет
- AS 2016 059 - Introduction of Terrano - AMT (Automatic Manual Transmission) PDFДокумент4 страницыAS 2016 059 - Introduction of Terrano - AMT (Automatic Manual Transmission) PDFSeshagiri DeenadayaluОценок пока нет
- Battary TesterДокумент1 страницаBattary TesterSeshagiri DeenadayaluОценок пока нет
- CWM Offer & Bond Amity BeДокумент9 страницCWM Offer & Bond Amity BeSeshagiri DeenadayaluОценок пока нет
- The Use of Tricks To Deceive Someone (Usually To Extract Money From Them)Документ10 страницThe Use of Tricks To Deceive Someone (Usually To Extract Money From Them)Seshagiri DeenadayaluОценок пока нет
- Sample Appointment LetterДокумент4 страницыSample Appointment LetterSeshagiri DeenadayaluОценок пока нет
- Business Plan - SouthEastRacing - LiveДокумент34 страницыBusiness Plan - SouthEastRacing - LiveSeshagiri DeenadayaluОценок пока нет
- E Granthalaya1 BrochureДокумент4 страницыE Granthalaya1 BrochureSeshagiri DeenadayaluОценок пока нет
- Sales BasicsДокумент75 страницSales BasicsSeshagiri DeenadayaluОценок пока нет
- Visual Basic NotesДокумент115 страницVisual Basic NotesSeshagiri DeenadayaluОценок пока нет
- 2034Документ1 страница2034Seshagiri DeenadayaluОценок пока нет
- Power Flow in Transmission - Neutral ZFДокумент25 страницPower Flow in Transmission - Neutral ZFSeshagiri Deenadayalu100% (3)
- MODINE Service TrainingДокумент37 страницMODINE Service TrainingSeshagiri DeenadayaluОценок пока нет
- Form 19 For Trade Certificate AP RTOДокумент1 страницаForm 19 For Trade Certificate AP RTOSeshagiri Deenadayalu50% (2)
- Target vs. ActualДокумент69 страницTarget vs. ActualSeshagiri DeenadayaluОценок пока нет
- Ratio Analysis - DD1Документ41 страницаRatio Analysis - DD1Seshagiri Deenadayalu100% (1)
- Bosch WS EquipmentДокумент36 страницBosch WS EquipmentSeshagiri DeenadayaluОценок пока нет
- Models:: 207 & ACE No: 569ZДокумент6 страницModels:: 207 & ACE No: 569ZSeshagiri DeenadayaluОценок пока нет
- Frequently Asked Questions: BIO-DISCДокумент4 страницыFrequently Asked Questions: BIO-DISCSeshagiri DeenadayaluОценок пока нет
- SC - 2005 - 35 Modified Oil StrainerДокумент2 страницыSC - 2005 - 35 Modified Oil StrainerSeshagiri DeenadayaluОценок пока нет
- Telcoline Only Dec 05Документ8 страницTelcoline Only Dec 05Seshagiri DeenadayaluОценок пока нет
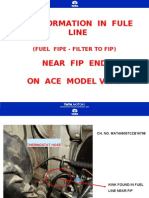
- Fuel Link - Kink Formation - ACEДокумент6 страницFuel Link - Kink Formation - ACESeshagiri DeenadayaluОценок пока нет
- Circular On DB ValveДокумент2 страницыCircular On DB ValveSeshagiri DeenadayaluОценок пока нет
- PDI ProcessДокумент2 страницыPDI ProcessSeshagiri Deenadayalu100% (1)
- R Parts Stock StatusДокумент22 страницыR Parts Stock StatusSeshagiri Deenadayalu100% (2)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (400)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (345)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
- U1 Classical CryptographyДокумент13 страницU1 Classical CryptographyDjsjsbОценок пока нет
- ANOVA HomeworkДокумент7 страницANOVA HomeworkRobert Michael CorpusОценок пока нет
- Statistics and Probability 12 LAS 3Документ3 страницыStatistics and Probability 12 LAS 3Cfourr SteelWorksОценок пока нет
- Comprehensive Exams - Statistics With Lab 2017Документ4 страницыComprehensive Exams - Statistics With Lab 2017Leian Martin0% (1)
- Summative-TEst Q1 4th m91011Документ1 страницаSummative-TEst Q1 4th m91011Sharmaine MedianeroОценок пока нет
- By Introducing Electrical Reactance Into The Feedback Loops of OpДокумент4 страницыBy Introducing Electrical Reactance Into The Feedback Loops of OpAnil KumarОценок пока нет
- Summer Practice Test 2 AnswersДокумент24 страницыSummer Practice Test 2 AnswersLisa Dea SaryОценок пока нет
- Vol Prism 1Документ2 страницыVol Prism 1Moneyball7Оценок пока нет
- Continuity StageДокумент28 страницContinuity StageSherif Yehia Al MaraghyОценок пока нет
- DicaДокумент26 страницDicaganga_ch1Оценок пока нет
- Learning To Script With AutoIt V3 (Last Updated 17 Feb 2010)Документ106 страницLearning To Script With AutoIt V3 (Last Updated 17 Feb 2010)Chew Ting LiangОценок пока нет
- CE6304 Surveying 1 Question Bank Download HereДокумент12 страницCE6304 Surveying 1 Question Bank Download Hererishinathnehru100% (3)
- 18th CE of Math EmeticsДокумент27 страниц18th CE of Math Emeticspronzipe14Оценок пока нет
- EDU Flow Simulation Presentation 2012 ENGДокумент19 страницEDU Flow Simulation Presentation 2012 ENGmfbisОценок пока нет
- Chapter 3-Linear Functions of Random VariablesДокумент25 страницChapter 3-Linear Functions of Random VariablesStr.EngОценок пока нет
- Finite Element Analysis Answers by Mr. B. Guruprasad: Asst. Professor, MechanicalДокумент146 страницFinite Element Analysis Answers by Mr. B. Guruprasad: Asst. Professor, Mechanicalvishwajeet patilОценок пока нет
- Exam PM Notes ExamplesДокумент2 страницыExam PM Notes ExamplesJaime R. SandovalОценок пока нет
- ClassVII Coding Project BookletДокумент81 страницаClassVII Coding Project BookletmananОценок пока нет
- C LabДокумент59 страницC LabMohammed ImthiazОценок пока нет
- 12th Mathematics Holiday HomeworkДокумент19 страниц12th Mathematics Holiday HomeworkArshdeep SinghОценок пока нет
- Human Movement Science: Paul S. GlazierДокумент18 страницHuman Movement Science: Paul S. GlazierNICOLÁS ANDRÉS AYELEF PARRAGUEZОценок пока нет
- Finance at NSUДокумент31 страницаFinance at NSUDuDuWarОценок пока нет
- 3 - Analytical Method - 1st ODEДокумент27 страниц3 - Analytical Method - 1st ODEAri PrabowoОценок пока нет
- CHECKMATE #Yourlastmove (27 December) ...Документ22 страницыCHECKMATE #Yourlastmove (27 December) ...rithulblockchainОценок пока нет
- Form 4 Additional Mathematics Chapter 8 Circular MeasureДокумент9 страницForm 4 Additional Mathematics Chapter 8 Circular MeasureManisha Sekaran Muniandy80% (5)
- SPE 106855 Phase Envelopes From Black-Oil Models: DefinitionsДокумент9 страницSPE 106855 Phase Envelopes From Black-Oil Models: DefinitionsEstefany Marcela DiazОценок пока нет
- CFD Ex1 ResultsДокумент4 страницыCFD Ex1 ResultsMattОценок пока нет
- Danyal Education: Correct 117.9875 DecimalДокумент20 страницDanyal Education: Correct 117.9875 DecimalbrcraoОценок пока нет
- Ms. Sana Tahir at Giki: Engineering Statistics ES-202Документ16 страницMs. Sana Tahir at Giki: Engineering Statistics ES-202Zain AshfaqОценок пока нет