Вам также может понравиться
- Cours de SoudageДокумент16 страницCours de Soudagehouyam hamdi100% (7)
- Technologie de l’acier: Les Grands Articles d'UniversalisОт EverandTechnologie de l’acier: Les Grands Articles d'UniversalisОценок пока нет
- Plan Definitive PDFДокумент8 страницPlan Definitive PDFManilaОценок пока нет
- 01 Hydraulique Industrielle Appliquee GuibertДокумент580 страниц01 Hydraulique Industrielle Appliquee Guibertrajee70% (1)
- Calcule Courdon Soudure Oreille de LevageДокумент14 страницCalcule Courdon Soudure Oreille de LevageSimo Rd100% (1)
- Huilerie de Palme PDFДокумент28 страницHuilerie de Palme PDFrajee7Оценок пока нет
- Procedure de SoudureДокумент16 страницProcedure de SoudureBouzaida Maher100% (1)
- Soudage - Conception D'un Assemblage Soudé - WikilivresДокумент14 страницSoudage - Conception D'un Assemblage Soudé - WikilivresPierre André100% (1)
- SoudageДокумент28 страницSoudageNeri67% (3)
- Procèdes de SoudageДокумент27 страницProcèdes de SoudageFethi BELOUIS100% (2)
- Cours de SoudageДокумент26 страницCours de SoudageramsistecОценок пока нет
- Soudage Au BEДокумент90 страницSoudage Au BEYouness El HamriОценок пока нет
- Manuel de Soudure PDFДокумент28 страницManuel de Soudure PDFslimamriОценок пока нет
- Le Choix Du Condenseur, de La Tour de RefroidissementДокумент9 страницLe Choix Du Condenseur, de La Tour de Refroidissementrajee7Оценок пока нет
- Lexique Mecanique Anglais FrancaisДокумент227 страницLexique Mecanique Anglais FrancaisAymen HileliОценок пока нет
- Soudage-Conception D'un Assemblage SoudéДокумент17 страницSoudage-Conception D'un Assemblage SoudétberthelotОценок пока нет
- Soudage MastДокумент51 страницаSoudage MastLanjar RanimОценок пока нет
- Support de CoursДокумент43 страницыSupport de CoursSalah Jallali0% (1)
- La DesacidificationДокумент50 страницLa Desacidificationjuba1200100% (1)
- 3 SoudageДокумент32 страницы3 SoudageHamza Rouihem100% (1)
- Exécution Réussie D'un Projet Le Guide Du Maître D'ouvrageДокумент124 страницыExécution Réussie D'un Projet Le Guide Du Maître D'ouvragerajee7Оценок пока нет
- Exécution Réussie D'un Projet Le Guide Du Maître D'ouvrageДокумент124 страницыExécution Réussie D'un Projet Le Guide Du Maître D'ouvragerajee7Оценок пока нет
- Guide Du Soudage Orbital FR 181416 SnapshotДокумент52 страницыGuide Du Soudage Orbital FR 181416 SnapshotMYGMIОценок пока нет
- Sommaire: Le Soudage Au Gaz (Au Chalumeau)Документ27 страницSommaire: Le Soudage Au Gaz (Au Chalumeau)Menad Salah100% (1)
- Menadi - Chapitre II - Soudures - Matériaux V1Документ13 страницMenadi - Chapitre II - Soudures - Matériaux V1Veronika PrymОценок пока нет
- SoudageДокумент7 страницSoudagebchouОценок пока нет
- Scion Supplément Panthéon ManittowockДокумент26 страницScion Supplément Panthéon ManittowockTerentius Avenelius PaladiusОценок пока нет
- Définition, Concept, Approches en SantéДокумент30 страницDéfinition, Concept, Approches en Santésonia.bgh100% (1)
- Le Soudage Sous Flux en PoudreДокумент26 страницLe Soudage Sous Flux en Poudrelaurent daniel professeur33% (3)
- Le SoudageДокумент7 страницLe SoudageJàMàl MejorОценок пока нет
- Dossier - Soudage 2023Документ92 страницыDossier - Soudage 2023youcef khenchoulОценок пока нет
- Le Transport Maritime Et Défi de Gigantesme Des NavireДокумент88 страницLe Transport Maritime Et Défi de Gigantesme Des NavireOum Kaltoum Semlali50% (2)
- Procèdes de Soudage GTAW PDFДокумент7 страницProcèdes de Soudage GTAW PDFFethi BELOUISОценок пока нет
- Transmission de Puissance HydrauliqueДокумент95 страницTransmission de Puissance HydrauliqueSam Dallali0% (1)
- Tech de SoudageДокумент10 страницTech de SoudageBacem FarhatОценок пока нет
- Le Soudage: Generalites DefinitionsДокумент7 страницLe Soudage: Generalites DefinitionsWassim Zeroual100% (2)
- Les Bouches Inutiles (Simone de Beauvoir)Документ82 страницыLes Bouches Inutiles (Simone de Beauvoir)Omar MarínОценок пока нет
- 1.1 Introduction GeneraleДокумент35 страниц1.1 Introduction Generaleapi34Оценок пока нет
- DevoirДокумент9 страницDevoirP EОценок пока нет
- Le Soudage MigДокумент3 страницыLe Soudage MigAtallah HichemОценок пока нет
- Soudage AP1 Avril2020Документ6 страницSoudage AP1 Avril2020laouini mohamedОценок пока нет
- Le Soudage Part 1Документ8 страницLe Soudage Part 1simo jinОценок пока нет
- Soud AgeДокумент10 страницSoud AgemarzooОценок пока нет
- 245 Soudage CoursДокумент10 страниц245 Soudage CoursMohamedZenaidyОценок пока нет
- Mig MagДокумент12 страницMig MagAli ClubistОценок пока нет
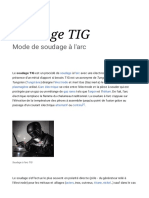
- Soudage TIG - WikipédiaДокумент8 страницSoudage TIG - WikipédiaARSENE BRICE NDEMA BOMEОценок пока нет
- Chapitre 8 Partie 1 - GENERALITES SUR LES ASSEMBLAGES SOUDESДокумент11 страницChapitre 8 Partie 1 - GENERALITES SUR LES ASSEMBLAGES SOUDESCara mellaОценок пока нет
- SoudageДокумент4 страницыSoudageSara SwikiraОценок пока нет
- Soudage Conception D'un Assemblage SoudéДокумент17 страницSoudage Conception D'un Assemblage SoudéVivien Emeraldo100% (1)
- bn10 REFUSION TIGДокумент11 страницbn10 REFUSION TIGAbdessalam ReОценок пока нет
- 3D. Choisir Le Procédé de Soudage PDFДокумент2 страницы3D. Choisir Le Procédé de Soudage PDFDanem HalasОценок пока нет
- Obtention Des Pièces Mécano SoudéesДокумент9 страницObtention Des Pièces Mécano SoudéesMahrez ZaafouriОценок пока нет
- O CJVK 4 Ytp V6 Ouq B3 PJ5 I Zo C6 MWFJ C4 N 8 RM MHFSF0Документ16 страницO CJVK 4 Ytp V6 Ouq B3 PJ5 I Zo C6 MWFJ C4 N 8 RM MHFSF0ayoubbenali281Оценок пока нет
- Soudage TIG - WikipédiaДокумент24 страницыSoudage TIG - WikipédiaLoic MfonzieОценок пока нет
- TP de SoudageДокумент7 страницTP de SoudageAmmar BahijОценок пока нет
- Le Soudage Par Resistance SD Service - 2012Документ0 страницLe Soudage Par Resistance SD Service - 2012lulu3232Оценок пока нет
- Cours Mastere 5 Avril SoudureДокумент111 страницCours Mastere 5 Avril Soudureyassinn95Оценок пока нет
- Les Postes SoudagesДокумент11 страницLes Postes Soudagesmarouane abdelmoumenОценок пока нет
- Procedes de SoudageДокумент4 страницыProcedes de SoudageHamdi NefetiОценок пока нет
- Les Différents Types de SoudageДокумент7 страницLes Différents Types de SoudageHamada Hamada100% (2)
- 7 Soudage Arc SubmergéДокумент17 страниц7 Soudage Arc SubmergéIslem SoukeurОценок пока нет
- Assemblages SoudureДокумент12 страницAssemblages SoudureMISSOUM RachidОценок пока нет
- 53a21 Fiche Dinfo Aluminium p4 Soudage Tig2-MigДокумент6 страниц53a21 Fiche Dinfo Aluminium p4 Soudage Tig2-MigYahyaMoummouОценок пока нет
- Introduction To Welding TechnologyДокумент29 страницIntroduction To Welding TechnologyMohamed TAHDECHTОценок пока нет
- Esdep: Fabrication Et MontageДокумент13 страницEsdep: Fabrication Et MontageJamal NsangouОценок пока нет
- Le Soudage Sous Arc Submergé Sadouki Fouzi Sadji MohamedДокумент7 страницLe Soudage Sous Arc Submergé Sadouki Fouzi Sadji MohamedFouzi YacineОценок пока нет
- Les carnets de construction et vol du cerf-volant: envie de voler plus hautОт EverandLes carnets de construction et vol du cerf-volant: envie de voler plus hautРейтинг: 5 из 5 звезд5/5 (1)
- M, S Portable - User Manual-FR - E05 - 19 05 2014Документ22 страницыM, S Portable - User Manual-FR - E05 - 19 05 2014rajee7Оценок пока нет
- Offre 1082b-001-Rev0 PDFДокумент54 страницыOffre 1082b-001-Rev0 PDFrajee7Оценок пока нет
- Bilans Biocarb Convergences Divergences 2006 PDFДокумент17 страницBilans Biocarb Convergences Divergences 2006 PDFrajee7Оценок пока нет
- Déchets Biodégradable PDFДокумент153 страницыDéchets Biodégradable PDFrajee7100% (3)
- BIOMAIA Mail 16032007 Version PDF PDFДокумент6 страницBIOMAIA Mail 16032007 Version PDF PDFrajee7Оценок пока нет
- BIOCARBURANT SECOND Génération PDFДокумент13 страницBIOCARBURANT SECOND Génération PDFrajee7Оценок пока нет
- Record07-0226 1AДокумент254 страницыRecord07-0226 1Aelisteph_schullerОценок пока нет
- 478 - 7terminaux flottantsGNLДокумент6 страниц478 - 7terminaux flottantsGNLrajee7Оценок пока нет
- Échangeur de Chaleur - WikipédiaДокумент4 страницыÉchangeur de Chaleur - Wikipédiarajee7Оценок пока нет
- 478 - 7terminaux flottantsGNLДокумент6 страниц478 - 7terminaux flottantsGNLrajee7Оценок пока нет
- Couts Previsionnels de Production de L'electricite 2010-6610032eДокумент235 страницCouts Previsionnels de Production de L'electricite 2010-6610032esaid100% (1)
- Les Hydro-ÉjecteursДокумент6 страницLes Hydro-Éjecteursrajee7Оценок пока нет
- 478 - 7terminaux flottantsGNLДокумент6 страниц478 - 7terminaux flottantsGNLrajee7Оценок пока нет
- Electro SecondeДокумент72 страницыElectro SecondeNDAVKOUDA DZARAОценок пока нет
- GelatineДокумент8 страницGelatineonerОценок пока нет
- Lettre D'engagements de Monsieur LEFORT NICOLASДокумент3 страницыLettre D'engagements de Monsieur LEFORT NICOLASNico LynoОценок пока нет
- Almaden Morocco FRДокумент20 страницAlmaden Morocco FRMakrani BrahimОценок пока нет
- Etude D'impact EnvironementalДокумент27 страницEtude D'impact Environementalmohammed amine qaouriОценок пока нет
- Cours Uvi2 - AДокумент69 страницCours Uvi2 - AMarie Celine JulienОценок пока нет
- Tca ExposeДокумент38 страницTca ExposeAmeh Kouadio67% (3)
- CALENDRIER AGRICOLE POUR LA CAMPAGNE 2020 (Enregistré Automatiquement)Документ18 страницCALENDRIER AGRICOLE POUR LA CAMPAGNE 2020 (Enregistré Automatiquement)Simon Pierre NGONO ETOGOОценок пока нет
- UntitledДокумент15 страницUntitledValerie MONTEILОценок пока нет
- QCM en Geriatrie Ecn Integrale B019H7KCA4Документ1 страницаQCM en Geriatrie Ecn Integrale B019H7KCA4Diandra TchadeuОценок пока нет
- Calcule de Cylindrée ProfДокумент6 страницCalcule de Cylindrée ProfLudo RenardОценок пока нет
- Manual Walther CP88 Letter FR (3119)Документ9 страницManual Walther CP88 Letter FR (3119)Alex SangokuОценок пока нет
- RandrianavonyPatricia SN HDR 15Документ114 страницRandrianavonyPatricia SN HDR 15Fy EzahanaОценок пока нет
- Neurosciences Cliniques. de La Perception Aux Troubles Du Comportement-2008Документ440 страницNeurosciences Cliniques. de La Perception Aux Troubles Du Comportement-2008Hanen KhiariОценок пока нет
- Etude de Régulation D'une ChaudièreДокумент14 страницEtude de Régulation D'une ChaudièreĐrįsş ŞebıaŅęОценок пока нет
- Infection Bactérienne: Quelle Place Pour La Phagothérapie ? Bacterial Infection - Update On Phage TherapyДокумент3 страницыInfection Bactérienne: Quelle Place Pour La Phagothérapie ? Bacterial Infection - Update On Phage TherapyM xОценок пока нет
- Rosactive Doc PDFДокумент15 страницRosactive Doc PDFRosactiveCosmeticsОценок пока нет
- Guide Complet 2017ERPДокумент147 страницGuide Complet 2017ERPPatrick ViolinoОценок пока нет
- 4-Les Différents Types de Déformations - CopieДокумент3 страницы4-Les Différents Types de Déformations - CopieEyouta EyaОценок пока нет
- BETON ARME Chap 3Документ38 страницBETON ARME Chap 3Qastali AbdeLlatifОценок пока нет
- Les Adolescents Et Le SportДокумент3 страницыLes Adolescents Et Le SportMassa DiamondОценок пока нет
- Je M'interroge Sur Mon Exp Erience Des Tpe Math-SvtДокумент10 страницJe M'interroge Sur Mon Exp Erience Des Tpe Math-SvttboiОценок пока нет
- Gare À Gare À La Malbouff e ! La Malbouff e !: L'Algérie Améliore Son ClassementДокумент28 страницGare À Gare À La Malbouff e ! La Malbouff e !: L'Algérie Améliore Son ClassementMohand BakirОценок пока нет
- IDEreanimationДокумент106 страницIDEreanimationderty100% (1)