Вам также может понравиться
- A Review Paper On Latest Trend On Face Milling Tool-41282Документ3 страницыA Review Paper On Latest Trend On Face Milling Tool-41282ajayОценок пока нет
- Optimization of Cutting Parameters in High Speed Turning by Grey Relational AnalysisДокумент8 страницOptimization of Cutting Parameters in High Speed Turning by Grey Relational AnalysiscevherimОценок пока нет
- Performance Analysis of Surface Roughness in Al Alloy Using Different Cutting ParametersДокумент4 страницыPerformance Analysis of Surface Roughness in Al Alloy Using Different Cutting ParametersBaju BawonoОценок пока нет
- Optimization of Edm Parameters Using Taguchi Method and Grey Relational Analysis For Mild Steel Is 2026Документ10 страницOptimization of Edm Parameters Using Taguchi Method and Grey Relational Analysis For Mild Steel Is 2026irinuca12Оценок пока нет
- Optimization of Material Removal Rate and Surface Roughness in Turning of Aluminum Copper and Gunmetal Materials Using RSM IJERTV6IS020359 PDFДокумент6 страницOptimization of Material Removal Rate and Surface Roughness in Turning of Aluminum Copper and Gunmetal Materials Using RSM IJERTV6IS020359 PDFSiddharth kumarОценок пока нет
- Analyzing The Effect of Overhang Length On Vibration Amplitude and Surface Roughness in Turning AISI 304Документ7 страницAnalyzing The Effect of Overhang Length On Vibration Amplitude and Surface Roughness in Turning AISI 304Mohammed EndrisОценок пока нет
- Effect of Process Parameters On Surface Roughness of Cylindrical Grinding Process On Ohns (Aisi 0-1) Steel Rounds Using ANOVAДокумент6 страницEffect of Process Parameters On Surface Roughness of Cylindrical Grinding Process On Ohns (Aisi 0-1) Steel Rounds Using ANOVAsureshkumarОценок пока нет
- A Review On Tool Wear Monitoring SystemДокумент7 страницA Review On Tool Wear Monitoring Systemiaetsdiaetsd100% (1)
- YoДокумент6 страницYoAkshay SharmaОценок пока нет
- A Study of The Effects of Machining Parameters On Surface Roughness Using Response Surface MethodДокумент12 страницA Study of The Effects of Machining Parameters On Surface Roughness Using Response Surface MethodIAEME Publication100% (1)
- Applied SciencesДокумент14 страницApplied Sciencessaurav kumar singhОценок пока нет
- Lean Thi Nki NGДокумент17 страницLean Thi Nki NGcevherimОценок пока нет
- Literature ReviewДокумент15 страницLiterature Reviewnwaokorie_thaddeusОценок пока нет
- Investigation of Tool Life in Al / Sic Composite Material With Ultrasonic Waves MachiningДокумент8 страницInvestigation of Tool Life in Al / Sic Composite Material With Ultrasonic Waves MachiningTJPRC PublicationsОценок пока нет
- Modeling and Prediction of MRR and Surface Roughness in Turning Operations Using Factorial Met...Документ6 страницModeling and Prediction of MRR and Surface Roughness in Turning Operations Using Factorial Met...abhiОценок пока нет
- A Review On Optimization of Turningparameter For Aisi 4140 by Grey Relation AnalysisДокумент10 страницA Review On Optimization of Turningparameter For Aisi 4140 by Grey Relation AnalysisRavi TiwariОценок пока нет
- Image Processing To Measure Tool Wear For Turning AISI 4340 Steel Using Taguchi MethodДокумент6 страницImage Processing To Measure Tool Wear For Turning AISI 4340 Steel Using Taguchi MethodCamila SarabiaОценок пока нет
- Investigation Into The Effect of Tool-Chip Contact Length OnДокумент5 страницInvestigation Into The Effect of Tool-Chip Contact Length OnAbid HussainОценок пока нет
- Received On: 08-03-2014 Accepted On: 12-03-2014 Published On: 15-03-2014 Taquiuddin Quazi, Pratik Gajanan MoreДокумент20 страницReceived On: 08-03-2014 Accepted On: 12-03-2014 Published On: 15-03-2014 Taquiuddin Quazi, Pratik Gajanan MoreAlexandrina BugaОценок пока нет
- 4.isca RJRS 2012 180Документ8 страниц4.isca RJRS 2012 180DrRoja A RОценок пока нет
- Improvement of Machinability of Mild Steel During Turning Operation by Magnetic CuttingДокумент5 страницImprovement of Machinability of Mild Steel During Turning Operation by Magnetic CuttingIzzah HzmhОценок пока нет
- Optimization of Surface Roughness in Face Turning Operation in Machining of En-8Документ6 страницOptimization of Surface Roughness in Face Turning Operation in Machining of En-8P PurushothamОценок пока нет
- Jurnal Prospro 2Документ6 страницJurnal Prospro 2I Gede Nengah Wika GunawanОценок пока нет
- IJMSEДокумент13 страницIJMSEShafayat HossainОценок пока нет
- Surface Roughness Analysis in Milling Machining Using Design of ExperimentДокумент9 страницSurface Roughness Analysis in Milling Machining Using Design of Experiment21P410 - VARUN MОценок пока нет
- Experimental Investigation and Optimization of Machining Parameters For Surface Roughness in CNC Turning by Taguchi MethodДокумент6 страницExperimental Investigation and Optimization of Machining Parameters For Surface Roughness in CNC Turning by Taguchi MethodEgehan ÜnalОценок пока нет
- Optimization of Machining Parameters For Surface Roughness in Milling OperationДокумент5 страницOptimization of Machining Parameters For Surface Roughness in Milling OperationArmando Rosas GonzalitosОценок пока нет
- Determination and Optimization of Cylindrical Grinding Process Parameters Using Taguchi Method and Regression AnalysisДокумент7 страницDetermination and Optimization of Cylindrical Grinding Process Parameters Using Taguchi Method and Regression AnalysishaiheeeОценок пока нет
- Investigation of Material Removal Rate in Turning OperationДокумент6 страницInvestigation of Material Removal Rate in Turning OperationFikri SiplhoОценок пока нет
- 152 S 851 PDFДокумент7 страниц152 S 851 PDFDarling RajОценок пока нет
- Optimization of Cutting Parameters in CNC Turning: Harish Kumar, Mohd. Abbas, Dr. Aas Mohammad, Hasan Zakir JafriДокумент4 страницыOptimization of Cutting Parameters in CNC Turning: Harish Kumar, Mohd. Abbas, Dr. Aas Mohammad, Hasan Zakir JafriShakeel RanaОценок пока нет
- Influence of Cutting Parameters in Face Milling Semi-Solid AA 7075 Using Carbide Tool Affected The Surface Roughness and Tool WearДокумент10 страницInfluence of Cutting Parameters in Face Milling Semi-Solid AA 7075 Using Carbide Tool Affected The Surface Roughness and Tool Wearionut condreaОценок пока нет
- Materials and Manufacturing ProcessesДокумент9 страницMaterials and Manufacturing Processesnarayananx5Оценок пока нет
- Machinng MinitabДокумент5 страницMachinng MinitabParanjothi Rajasekar -PD-WINCОценок пока нет
- CPIE-2016 Paper 44Документ10 страницCPIE-2016 Paper 44Atul ChauhanОценок пока нет
- WWW Ijrea ComДокумент8 страницWWW Ijrea ComudataashutoshОценок пока нет
- Study of Mechanical Properties and Surface Roughness of As-Cast and Heat Treated Al-7075 AlloyДокумент10 страницStudy of Mechanical Properties and Surface Roughness of As-Cast and Heat Treated Al-7075 AlloySumeet RatheeОценок пока нет
- 60 - Tool Wear PDFДокумент6 страниц60 - Tool Wear PDFfshtaОценок пока нет
- Machine Design, Vol.3 (2011) No.4, ISSN 1821-1259 Pp. 273-276Документ4 страницыMachine Design, Vol.3 (2011) No.4, ISSN 1821-1259 Pp. 273-276Nizam Sudin Dan KhatijahОценок пока нет
- Experimentation and Prediction of Vibration Amplitude in End Milling With Reference To Radial Rake AngleДокумент11 страницExperimentation and Prediction of Vibration Amplitude in End Milling With Reference To Radial Rake AngleDr. Mahesh GopalОценок пока нет
- Optimization of Cutting Parameters in Turning Operation of Mild SteelДокумент6 страницOptimization of Cutting Parameters in Turning Operation of Mild SteelIzzah HzmhОценок пока нет
- A Review of Optimization Techniques, Effect of Process Parameter With Reference To Vibration in End Milling ProcessesДокумент14 страницA Review of Optimization Techniques, Effect of Process Parameter With Reference To Vibration in End Milling ProcessesDr. Mahesh GopalОценок пока нет
- Materials Today: Proceedings: J. Yadu Krishnan, S. Poorna Sundar, L. Karthikeyan, C. Veera Ajay, K. ManisekarДокумент6 страницMaterials Today: Proceedings: J. Yadu Krishnan, S. Poorna Sundar, L. Karthikeyan, C. Veera Ajay, K. ManisekarMat EnriqueОценок пока нет
- Effect of Drilling Parameters On Surface Roughness, Tool Wear, Material Removal Rate and Hole Diameter Error in Drilling of OhnsДокумент6 страницEffect of Drilling Parameters On Surface Roughness, Tool Wear, Material Removal Rate and Hole Diameter Error in Drilling of Ohnsistyawan priyahapsaraОценок пока нет
- 2 67 1588079784 14ijmperdjun202014Документ12 страниц2 67 1588079784 14ijmperdjun202014TJPRC PublicationsОценок пока нет
- Che Do Cat1Документ7 страницChe Do Cat1Giang Hoai VuОценок пока нет
- Correlation Among The Cutting Parameters, Surface Roughness and Cutting Forces in Turning Process by Experimental StudiesДокумент6 страницCorrelation Among The Cutting Parameters, Surface Roughness and Cutting Forces in Turning Process by Experimental StudiesSurendra ShekhawatОценок пока нет
- Analysis of Surface Roughness On MachiningДокумент4 страницыAnalysis of Surface Roughness On MachiningPermadi YusufОценок пока нет
- A Genetic Algorithmic Approach For Optimization of Surface Roughness Prediction Model 2002 International Journal of Machine Tools and ManufactureДокумент6 страницA Genetic Algorithmic Approach For Optimization of Surface Roughness Prediction Model 2002 International Journal of Machine Tools and ManufactureBlancaliz HigashinoОценок пока нет
- Investigation On MRR and RA of Surface Grinding On EN31Документ8 страницInvestigation On MRR and RA of Surface Grinding On EN31Innovative Research PublicationsОценок пока нет
- Optimization of Process Parameters Using Taguchi TДокумент7 страницOptimization of Process Parameters Using Taguchi Troopesh1422Оценок пока нет
- NCD IcaestДокумент6 страницNCD IcaestNaresh DeshpandeОценок пока нет
- En 9paper1Документ6 страницEn 9paper1Stuart BroadОценок пока нет
- Improvement in Surface Quality With High Production Rate Using Taguchi Method and GraДокумент10 страницImprovement in Surface Quality With High Production Rate Using Taguchi Method and GraIAEME PublicationОценок пока нет
- Optimization of Surface Roughness and Material Removal Rate in Turning of Aisi D2Документ3 страницыOptimization of Surface Roughness and Material Removal Rate in Turning of Aisi D2Fikri SiplhoОценок пока нет
- Surface RoughnessДокумент6 страницSurface RoughnessASHFAQ5015100% (1)
- Geometrical Dimensioning and Tolerancing for Design, Manufacturing and Inspection: A Handbook for Geometrical Product Specification Using ISO and ASME StandardsОт EverandGeometrical Dimensioning and Tolerancing for Design, Manufacturing and Inspection: A Handbook for Geometrical Product Specification Using ISO and ASME StandardsРейтинг: 4.5 из 5 звезд4.5/5 (3)
- Chapter 6Документ1 страницаChapter 6sreejith2786Оценок пока нет
- Experimental Study On Welding Characteristics of CO2 Laser TIG Hybrid Welding ProcessДокумент11 страницExperimental Study On Welding Characteristics of CO2 Laser TIG Hybrid Welding Processsreejith2786Оценок пока нет
- Unit 5b Geometric Tolerances and TextureДокумент10 страницUnit 5b Geometric Tolerances and TextureTushar PingateОценок пока нет
- Study On laser-MIG Hybrid Welding Characteristics of A7N01-T6 Aluminum AlloyДокумент2 страницыStudy On laser-MIG Hybrid Welding Characteristics of A7N01-T6 Aluminum Alloysreejith2786Оценок пока нет
- Surface FinsihДокумент97 страницSurface Finsihsreejith2786Оценок пока нет
- A Review On Corrosion Behavior of Duplex Stainless Steel in Severe Working ConditionДокумент6 страницA Review On Corrosion Behavior of Duplex Stainless Steel in Severe Working Conditionsreejith2786Оценок пока нет
- ReferenceДокумент2 страницыReferencesreejith2786Оценок пока нет
- Unit 3 MetrologyДокумент38 страницUnit 3 MetrologyMuthuvel M92% (36)
- Question Bank - 10ME45-2016Документ5 страницQuestion Bank - 10ME45-2016sreejith2786Оценок пока нет
- 17ndme707 Os17306 140au9134 Rapid Prototyping and ToolingДокумент4 страницы17ndme707 Os17306 140au9134 Rapid Prototyping and Toolingsreejith2786Оценок пока нет
- MP 1150410119112 161130183655Документ21 страницаMP 1150410119112 161130183655sreejith2786Оценок пока нет
- Electrochemical Grinding Ecg 160216024442Документ15 страницElectrochemical Grinding Ecg 160216024442sreejith2786Оценок пока нет
- Assignment 1Документ1 страницаAssignment 1sreejith2786Оценок пока нет
- Lecture - 1 Nptel FormingДокумент12 страницLecture - 1 Nptel Formingaghosh704Оценок пока нет
- Section II Mathematics New PDFДокумент1 страницаSection II Mathematics New PDFsreejith2786Оценок пока нет
- Section I B NewДокумент1 страницаSection I B Newsreejith2786Оценок пока нет
- Syallabus and BooksДокумент2 страницыSyallabus and Bookssreejith2786Оценок пока нет
- Section I C NewДокумент1 страницаSection I C Newsreejith2786Оценок пока нет
- English Verbal AnalysisДокумент1 страницаEnglish Verbal Analysissreejith2786Оценок пока нет
- Unit 5b Geometric Tolerances and TextureДокумент10 страницUnit 5b Geometric Tolerances and TextureTushar PingateОценок пока нет
- I Know NothingДокумент8 страницI Know NothingKaiTing TheDirectionerОценок пока нет
- Section I A New PDFДокумент1 страницаSection I A New PDFsreejith2786Оценок пока нет
- Logical ReasoningДокумент1 страницаLogical ReasoningGaggandeep ChughОценок пока нет
- General KnowledgeДокумент1 страницаGeneral Knowledgesreejith2786Оценок пока нет
- New Microsoft Office Word DocumentДокумент9 страницNew Microsoft Office Word Documentsreejith2786Оценок пока нет
- Experiment No. 4 Study and Applications of Tool Maker'S MicroscopeДокумент8 страницExperiment No. 4 Study and Applications of Tool Maker'S Microscopesreejith2786Оценок пока нет
- 2 0 1 4 140AU0205 /ME0205 Engineering Metrology and Measurements B.E. Automobile and Mechanical Engineering 04.05.16&ANДокумент2 страницы2 0 1 4 140AU0205 /ME0205 Engineering Metrology and Measurements B.E. Automobile and Mechanical Engineering 04.05.16&ANsreejith2786Оценок пока нет
- Ijems 22 (1) 51-61Документ11 страницIjems 22 (1) 51-61sreejith2786Оценок пока нет
- Fit and TolerancesДокумент15 страницFit and TolerancesRajasekaran Vt100% (1)
- EMM SyllabusДокумент5 страницEMM SyllabusSreejith S NairОценок пока нет
- Multiple Choice Enzymes Plant and Animal NutritionДокумент44 страницыMultiple Choice Enzymes Plant and Animal Nutritionliufanjing07Оценок пока нет
- Food Biotechnology in Ethical PerspectiveДокумент340 страницFood Biotechnology in Ethical Perspectivemojtaba2500100% (2)
- Biomediacal Waste Project FinalДокумент43 страницыBiomediacal Waste Project Finalashoknr100% (1)
- Fentanyl - Wikipedia, The Free EncyclopediaДокумент13 страницFentanyl - Wikipedia, The Free EncyclopediaKeren SingamОценок пока нет
- c083c282a43655ec69532f2704c3993aДокумент12 страницc083c282a43655ec69532f2704c3993aAneilRandyRamdialОценок пока нет
- Stanley B. Alpern - Amazons of Black Sparta - The Women Warriors of Dahomey-New York University Press (2011)Документ308 страницStanley B. Alpern - Amazons of Black Sparta - The Women Warriors of Dahomey-New York University Press (2011)georgemultiplusОценок пока нет
- Astm A194 2020Документ12 страницAstm A194 2020rolando cuadro blancoОценок пока нет
- Sci NB Mod 2 LSN 3Документ4 страницыSci NB Mod 2 LSN 3Ramses octavio Rodriguez ocanasОценок пока нет
- The Wild T1 TheodoliteДокумент61 страницаThe Wild T1 TheodoliteCJLara100% (1)
- Book BindingДокумент14 страницBook Bindingpesticu100% (2)
- Viscous Fluid Flow Frank M White Third Edition - Compress PDFДокумент4 страницыViscous Fluid Flow Frank M White Third Edition - Compress PDFDenielОценок пока нет
- Firestone & Scholl - Cognition Does Not Affect Perception, Evaluating Evidence For Top-Down EffectsДокумент77 страницFirestone & Scholl - Cognition Does Not Affect Perception, Evaluating Evidence For Top-Down EffectsRed JohnОценок пока нет
- Action Analysis For Animators by Chris WebsterДокумент409 страницAction Analysis For Animators by Chris WebsterThomas Yandex100% (8)
- Smoldering Combustion: Guillermo ReinДокумент20 страницSmoldering Combustion: Guillermo ReinAhmed HussainОценок пока нет
- Statistics and Probability Module 3Документ3 страницыStatistics and Probability Module 3Eftychia LeegleeОценок пока нет
- Fama Fraternitatis Rosae Crucis PDFДокумент2 страницыFama Fraternitatis Rosae Crucis PDFJudy50% (2)
- 412 X 7 Va CJ CSДокумент1 страница412 X 7 Va CJ CSRajesh KumarОценок пока нет
- 09 Passport 7K 15K Performance Guidelines PCR 3 0Документ44 страницы09 Passport 7K 15K Performance Guidelines PCR 3 0thed719Оценок пока нет
- SCIENCEEEEEДокумент3 страницыSCIENCEEEEEChristmae MaganteОценок пока нет
- LJ-V7080 DatasheetДокумент2 страницыLJ-V7080 DatasheetOrhan DenizliОценок пока нет
- Method Statement For Cable Trays & Cable Ladders InstallationДокумент7 страницMethod Statement For Cable Trays & Cable Ladders InstallationJamal Budeiri0% (1)
- Eating With Chloe Lets EatДокумент150 страницEating With Chloe Lets Eatemily.jarrodОценок пока нет
- Trawl Master Present A TieДокумент19 страницTrawl Master Present A Tieapi-3719203Оценок пока нет
- ASCE Snow Loads On Solar-Paneled RoofsДокумент61 страницаASCE Snow Loads On Solar-Paneled RoofsBen100% (1)
- Ge Fairchild Brochure PDFДокумент2 страницыGe Fairchild Brochure PDFDharmesh patelОценок пока нет
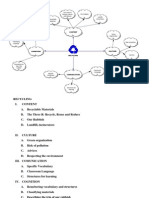
- Recycling Mind MapДокумент2 страницыRecycling Mind Mapmsole124100% (1)
- Comparative Performance of Some Cattle Breeds Under Barani Conditions of PakistanДокумент4 страницыComparative Performance of Some Cattle Breeds Under Barani Conditions of PakistanMasood HassanОценок пока нет
- Bahir Dar University BIT: Faculity of Mechanical and Industrial EngineeringДокумент13 страницBahir Dar University BIT: Faculity of Mechanical and Industrial Engineeringfraol girmaОценок пока нет
- Ii 2015 1Документ266 страницIi 2015 1tuni santeОценок пока нет
- Guidelines For The Management of Brain InjuryДокумент26 страницGuidelines For The Management of Brain InjuryfathaОценок пока нет