Вам также может понравиться
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5795)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1091)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (345)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- Pile Driving Analysis & Dynamic Pile TestingДокумент88 страницPile Driving Analysis & Dynamic Pile Testingbsitler100% (2)
- HHN A194 8M 05Документ2 страницыHHN A194 8M 05fernandoraiasaОценок пока нет
- Hoja Tecnica ASTM A449Документ2 страницыHoja Tecnica ASTM A449fernandoraiasaОценок пока нет
- Stud Bolt, ASTM A193/A193M and ASME SA193/SA193M Grade B7, Blue Fluoropolymer CoatedДокумент2 страницыStud Bolt, ASTM A193/A193M and ASME SA193/SA193M Grade B7, Blue Fluoropolymer CoatedfernandoraiasaОценок пока нет
- Datos de Rosca TrapezoidalДокумент1 страницаDatos de Rosca TrapezoidalfernandoraiasaОценок пока нет
- FW F436 TH ZДокумент1 страницаFW F436 TH ZfernandoraiasaОценок пока нет
- M HCS 933 10 9 P 00Документ2 страницыM HCS 933 10 9 P 00fernandoraiasaОценок пока нет
- Hex Cap Screw, 316 Stainless Steel: Page 1 of 2 REV-06 Date: November 28, 2018 HCS.316Документ2 страницыHex Cap Screw, 316 Stainless Steel: Page 1 of 2 REV-06 Date: November 28, 2018 HCS.316fernandoraiasaОценок пока нет
- Planificación de DemandaДокумент7 страницPlanificación de DemandafernandoraiasaОценок пока нет
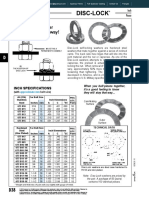
- Bolt It Together and It Stays That Way!: Rondelles de SécuritéДокумент1 страницаBolt It Together and It Stays That Way!: Rondelles de SécuritéfernandoraiasaОценок пока нет
- A153 PDFДокумент4 страницыA153 PDFfernandoraiasaОценок пока нет
- Anchor Flange CatalogДокумент4 страницыAnchor Flange CatalogRockny2011Оценок пока нет
- Tool Wear Mechanisms in The Machining of Steels and Stainless SteelsДокумент13 страницTool Wear Mechanisms in The Machining of Steels and Stainless SteelsCarlitosBenalcázarОценок пока нет
- Non Renewable EnergyДокумент59 страницNon Renewable EnergyMelbertОценок пока нет
- Assignment 2: Rayyan Sayeed 1MS12EC098Документ17 страницAssignment 2: Rayyan Sayeed 1MS12EC098RayyanSayeedОценок пока нет
- Fracture of Ceramics and Glasses: PhysДокумент43 страницыFracture of Ceramics and Glasses: PhysMridanku Shekhar PramanickОценок пока нет
- 9th Lines and Angle Test Paper-3Документ7 страниц9th Lines and Angle Test Paper-3DeepakОценок пока нет
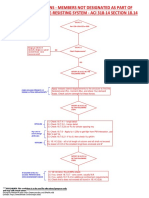
- Concrete Columns - Members Not Designated As Part of The Seismic-Force-Resisting System - Aci 318-14 Section 18.14Документ2 страницыConcrete Columns - Members Not Designated As Part of The Seismic-Force-Resisting System - Aci 318-14 Section 18.14stephanie madridОценок пока нет
- DSS AssignmentДокумент29 страницDSS AssignmentRahul SharmaОценок пока нет
- Magnetic HysteresisДокумент4 страницыMagnetic HysteresisSandipan SamantaОценок пока нет
- Dowex Optipore V503Документ2 страницыDowex Optipore V503SunnyОценок пока нет
- Double Acting Spring Hinges Specification 453Документ10 страницDouble Acting Spring Hinges Specification 453Satish KumarОценок пока нет
- Alfa Laval FilterStrainer - PDДокумент4 страницыAlfa Laval FilterStrainer - PDBayu RahmansyahОценок пока нет
- 12 LectureДокумент145 страниц12 LectureHafsa KhanОценок пока нет
- CHEMISTRY Question Paper 2022Документ16 страницCHEMISTRY Question Paper 2022Bornil PaulОценок пока нет
- Domestic Greywater Treatment by Electrocoagulation Using Hybrid Electrode Combinations PDFДокумент11 страницDomestic Greywater Treatment by Electrocoagulation Using Hybrid Electrode Combinations PDFIbrahim TabashОценок пока нет
- Corrosion Protection of Flanges and Valves: E. Lyublinski, G. Begunova, E. Kopilova, M. Schultz and R. SinghДокумент7 страницCorrosion Protection of Flanges and Valves: E. Lyublinski, G. Begunova, E. Kopilova, M. Schultz and R. SinghBoulHich BoulHichОценок пока нет
- MECA 332 Mechatronics Component Design: Week 8 Ps - IvДокумент19 страницMECA 332 Mechatronics Component Design: Week 8 Ps - IvArda GunayОценок пока нет
- Shabrina Nur Adini Xi KaДокумент7 страницShabrina Nur Adini Xi KaDedi NuralamsyahОценок пока нет
- V2500 Capability ListДокумент11 страницV2500 Capability ListVuppala RavitejaОценок пока нет
- RetroJet System ManualДокумент11 страницRetroJet System ManualetritОценок пока нет
- Ionic vs. Covalent Bonding Lab InvestigationДокумент3 страницыIonic vs. Covalent Bonding Lab InvestigationLeslieОценок пока нет
- Road Marking Paint: Technical Data SheetДокумент3 страницыRoad Marking Paint: Technical Data SheetAdnan MalikОценок пока нет
- The Fundamentals of Coating Thickness MeasurementДокумент3 страницыThe Fundamentals of Coating Thickness MeasurementTeoTyJayОценок пока нет
- Paper 3 SPM 2011 Mastery PracticesДокумент30 страницPaper 3 SPM 2011 Mastery Practicesaganbasm100% (1)
- Tagupa, Mara Erna-ResearchworkДокумент14 страницTagupa, Mara Erna-ResearchworkMara Erna TagupaОценок пока нет
- Final Technical Report. Group 2Документ13 страницFinal Technical Report. Group 2Chamel Jamora RuperezОценок пока нет
- SR Metal IndustriesДокумент3 страницыSR Metal Industries99308635160% (1)
- MAKINO U Series Doc ButtonДокумент12 страницMAKINO U Series Doc ButtonBharath SaravananОценок пока нет
- Resistive SensorsДокумент27 страницResistive Sensorsrajesh langojuОценок пока нет