Вам также может понравиться
- Review of Membrane Contactors Aplicaciones Industria PDFДокумент8 страницReview of Membrane Contactors Aplicaciones Industria PDFDaniela SolarteОценок пока нет
- A. I. Leonov, A. N. Prokunin (Auth.) - Nonlinear Phenomena in Flows of Viscoelastic Polymer Fluids-Springer Netherlands (1994) - 1 PDFДокумент491 страницаA. I. Leonov, A. N. Prokunin (Auth.) - Nonlinear Phenomena in Flows of Viscoelastic Polymer Fluids-Springer Netherlands (1994) - 1 PDFEdgar SharapovaОценок пока нет
- Risk Estimation On High Frequency Financial DataДокумент78 страницRisk Estimation On High Frequency Financial DataXiaoyue ChenОценок пока нет
- Westfleet Buyers Guide 2019-11-17Документ43 страницыWestfleet Buyers Guide 2019-11-17kbrinaldiОценок пока нет
- Scale-Up Problems Arising With Non-Newtonian Fluids PDFДокумент14 страницScale-Up Problems Arising With Non-Newtonian Fluids PDFTestОценок пока нет
- Blood Rhe Ology and Hemo DynamicsДокумент16 страницBlood Rhe Ology and Hemo Dynamicsandrei_mititeluОценок пока нет
- Emulsions and FoamsДокумент24 страницыEmulsions and FoamsMaria Natalia TambunanОценок пока нет
- Aerated Food ProductДокумент22 страницыAerated Food ProductbasssingaОценок пока нет
- Researching Alzheimer's Medicines - Setbacks and Stepping StonesДокумент20 страницResearching Alzheimer's Medicines - Setbacks and Stepping StonesOscar EspinozaОценок пока нет
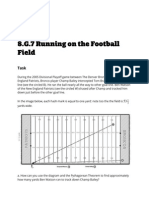
- Calculus in Football 1Документ4 страницыCalculus in Football 1api-5459504270% (1)
- Ben Watson Pythagorean Activity TeacherДокумент5 страницBen Watson Pythagorean Activity Teacherapi-300146479Оценок пока нет
- How Is AI Changing The World We Live inДокумент4 страницыHow Is AI Changing The World We Live inSyeda AlishaОценок пока нет
- Careers: Exploring The PossibilitiesДокумент98 страницCareers: Exploring The Possibilitiesnmnwse100% (4)
- Big Data in Financial ServicesДокумент20 страницBig Data in Financial ServicesPALLAVI KAMBLEОценок пока нет
- Data Protection United StatesДокумент10 страницData Protection United Statesaquinas03Оценок пока нет
- Transport Phenomena Presentation On Non-Newtonian FluidsДокумент29 страницTransport Phenomena Presentation On Non-Newtonian FluidsSalman HaroonОценок пока нет
- Reologia en Flotacion PDFДокумент7 страницReologia en Flotacion PDFMonica Ulloa LamasОценок пока нет
- Effect of Flotation Froth Properties On Froth Rheology PDFДокумент11 страницEffect of Flotation Froth Properties On Froth Rheology PDFJose Luis Barrientos RiosОценок пока нет
- RheologyShortCourse Lecture10 PDFДокумент67 страницRheologyShortCourse Lecture10 PDFMehdi EzadiОценок пока нет
- RheologyДокумент38 страницRheologyKhairul Azman100% (1)
- Food Rheology: Understanding Flow and DeformationДокумент37 страницFood Rheology: Understanding Flow and DeformationCindi Pratiwi100% (1)
- Organic Photochemistry Reaction Control & Side ReactionsДокумент38 страницOrganic Photochemistry Reaction Control & Side ReactionslsueyinОценок пока нет
- Analytics and Big DataДокумент38 страницAnalytics and Big DataSreeprada V100% (1)
- Bernard P. Binks, Tommy S. Horozov Colloidal Particles at Liquid Interfaces PDFДокумент519 страницBernard P. Binks, Tommy S. Horozov Colloidal Particles at Liquid Interfaces PDFTanvir Hossain100% (1)
- Rheology - New Concepts, Applications and Methods - Durairaj PDFДокумент114 страницRheology - New Concepts, Applications and Methods - Durairaj PDFLord MurphyОценок пока нет
- Automatic Basket Ball Scoring Display Using FpgaДокумент4 страницыAutomatic Basket Ball Scoring Display Using FpgagowrivelusОценок пока нет
- Vishnu Sahasranama With The Bhasya of Sankaracharya MohanpublicationsДокумент202 страницыVishnu Sahasranama With The Bhasya of Sankaracharya MohanpublicationsRamesh BaluОценок пока нет
- Flow Pattern in Hydrocyclones PDFДокумент37 страницFlow Pattern in Hydrocyclones PDFFelix AlorОценок пока нет
- Harvard: OHN LIN Enter For AW Conomics AND Usiness Ellows Iscussion Aper EriesДокумент41 страницаHarvard: OHN LIN Enter For AW Conomics AND Usiness Ellows Iscussion Aper EriesGem SОценок пока нет
- Rheology For AllДокумент19 страницRheology For AllHasanAlMonemTanim100% (1)
- Atomization Challenges for Complex Fluids in Spray DryingДокумент6 страницAtomization Challenges for Complex Fluids in Spray DryingNicolas Pardo AlvarezОценок пока нет
- (Physics of Solids and Liquids) N. H. March (Auth.), S. Lundqvist, N. H. March (Eds.) - Theory of The Inhomogeneous Electron Gas-Springer US (1983)Документ405 страниц(Physics of Solids and Liquids) N. H. March (Auth.), S. Lundqvist, N. H. March (Eds.) - Theory of The Inhomogeneous Electron Gas-Springer US (1983)Nicolas LizarraldeОценок пока нет
- (Lecture Notes in Control and Information Sciences) Wei-Cheng Tian, Erin Finehout - Microfluidics For Biological Applications (2009, Springer) PDFДокумент428 страниц(Lecture Notes in Control and Information Sciences) Wei-Cheng Tian, Erin Finehout - Microfluidics For Biological Applications (2009, Springer) PDFleonОценок пока нет
- Interfacial PhenomenaДокумент82 страницыInterfacial Phenomenamingguang shenОценок пока нет
- Rheology of Colloidal Suspensions and Soft Glassy MaterialsДокумент29 страницRheology of Colloidal Suspensions and Soft Glassy MaterialsEliana CárdenasОценок пока нет
- Blood RheologyДокумент24 страницыBlood RheologyGaurang PatankarОценок пока нет
- Porosity Specific Surface Area Practice GuideДокумент91 страницаPorosity Specific Surface Area Practice Guidesilentpolter100% (2)
- Spray drying technology for space applicationsДокумент46 страницSpray drying technology for space applicationsedison58Оценок пока нет
- Nanotechnology For Biomedical ApplicationsДокумент15 страницNanotechnology For Biomedical ApplicationsVanitha AlagarsamyОценок пока нет
- The Entanglement Concept in Polymer RheolgyДокумент179 страницThe Entanglement Concept in Polymer RheolgysachinbobadeОценок пока нет
- Focus On Food EngineeringДокумент479 страницFocus On Food EngineeringHien PhamОценок пока нет
- Agni Siragugal in Tamil PDFДокумент1 страницаAgni Siragugal in Tamil PDFMohamed YousufОценок пока нет
- Business Analytics and Business GrowthДокумент12 страницBusiness Analytics and Business GrowthKhyati B. ShahОценок пока нет
- Carbonate Equilibria in Natural WatersДокумент26 страницCarbonate Equilibria in Natural WatersNacorn PanchanawapornОценок пока нет
- Nanoparticles From Mechanical Attrition PDFДокумент15 страницNanoparticles From Mechanical Attrition PDFmmbaig1234100% (1)
- Colloidal and Surface PhenomenaДокумент40 страницColloidal and Surface PhenomenawynneralphОценок пока нет
- Steric Stabilizers For Cubic Phase Lyotropic Liquid Crystal Nanodispersions (Cubosomas)Документ57 страницSteric Stabilizers For Cubic Phase Lyotropic Liquid Crystal Nanodispersions (Cubosomas)Karla PooleyОценок пока нет
- Defining Wettability PDFДокумент2 страницыDefining Wettability PDFroastОценок пока нет
- 10.1007/978 3 319 32196 7Документ119 страниц10.1007/978 3 319 32196 7Esteban ArayaОценок пока нет
- 1.1. Types of PolyelectrolyteДокумент10 страниц1.1. Types of PolyelectrolytehvpОценок пока нет
- Shape Memory Alloy As Retrofitting Application in Historical Buildings and MonumentsДокумент9 страницShape Memory Alloy As Retrofitting Application in Historical Buildings and MonumentsIAEME PublicationОценок пока нет
- Microencapsulation 1Документ25 страницMicroencapsulation 1Gowtham GloreОценок пока нет
- Seminar Report3Документ14 страницSeminar Report3vyshnavОценок пока нет
- Rheoforming of Novel Aluminium and Magnesium Alloys: Innoval Technology LimitedДокумент4 страницыRheoforming of Novel Aluminium and Magnesium Alloys: Innoval Technology LimitedSantoso TreeОценок пока нет
- Pag. 144 149 - INFLUENCE OF THE MAGNETIC FIELD ON THE VISCOSITY COEFFICIENT1Документ6 страницPag. 144 149 - INFLUENCE OF THE MAGNETIC FIELD ON THE VISCOSITY COEFFICIENT1Sifra hotritama LumbantoruanОценок пока нет
- Spe 180523 MS PDFДокумент9 страницSpe 180523 MS PDFAhmed Ali AlsubaihОценок пока нет
- Materials2014 R HPDCДокумент22 страницыMaterials2014 R HPDCAldo HernándezОценок пока нет
- Review of Sheet Metal Forming Using Water Hammering ProcessДокумент4 страницыReview of Sheet Metal Forming Using Water Hammering ProcessHariОценок пока нет
- Fluid Dynamics Research TopicsДокумент6 страницFluid Dynamics Research TopicsJohn Rhey Almojallas BenedictoОценок пока нет
- Explain The Fabrication of A Micro MixerДокумент7 страницExplain The Fabrication of A Micro MixerYash ShahОценок пока нет
- Exam Paper - 2018 - (General Awareness)Документ15 страницExam Paper - 2018 - (General Awareness)Shailesh PatelОценок пока нет
- KomДокумент2 страницыKomRavi SidhpuriaОценок пока нет
- MCQДокумент1 страницаMCQShailesh PatelОценок пока нет
- Mechanical Engineering Objective Questions Part 8Документ15 страницMechanical Engineering Objective Questions Part 8Amal RajОценок пока нет
- Gujarati VocabularyДокумент25 страницGujarati Vocabularysnkelkar16531Оценок пока нет
- 0.5 CL - 21-10-2019 - Utj - Second Half - No Load PDFДокумент3 страницы0.5 CL - 21-10-2019 - Utj - Second Half - No Load PDFShailesh PatelОценок пока нет
- New Doc 2020-07-17 11.34.25Документ2 страницыNew Doc 2020-07-17 11.34.25Shailesh PatelОценок пока нет
- Nature and Style of WritingДокумент6 страницNature and Style of WritingShailesh PatelОценок пока нет
- BQ Test Schedule & InstructionsДокумент1 страницаBQ Test Schedule & InstructionsShailesh PatelОценок пока нет
- De Report Format - Front Pages, Certificates and IndexДокумент7 страницDe Report Format - Front Pages, Certificates and IndexShailesh PatelОценок пока нет
- Gear Kinematics and TheoryДокумент3 страницыGear Kinematics and TheoryShailesh PatelОценок пока нет
- Shailesh Patel Ljiet CVДокумент2 страницыShailesh Patel Ljiet CVShailesh PatelОценок пока нет
- Contact Ratio or Length of The Arc of Contact PДокумент1 страницаContact Ratio or Length of The Arc of Contact PShailesh PatelОценок пока нет
- 032 BE DE Center-1Документ3 страницы032 BE DE Center-1Shailesh PatelОценок пока нет
- Pak 32 16 17 PDFДокумент58 страницPak 32 16 17 PDFShailesh PatelОценок пока нет
- Factoring Polynomials: Be Sure Your Answers Will Not Factor Further!Документ5 страницFactoring Polynomials: Be Sure Your Answers Will Not Factor Further!Shailesh PatelОценок пока нет
- A N S W E R K E Y - (Provisional), Q. No. 001 - 200 (QDG)Документ2 страницыA N S W E R K E Y - (Provisional), Q. No. 001 - 200 (QDG)Shailesh PatelОценок пока нет
- GPSC declares results for Gujarat Administrative Service and other examsДокумент50 страницGPSC declares results for Gujarat Administrative Service and other examsShailesh PatelОценок пока нет
- Dom PaperДокумент2 страницыDom PaperShailesh PatelОценок пока нет
- ForemanДокумент1 страницаForemanShailesh PatelОценок пока нет
- Shailesh Patel Ljiet CVДокумент2 страницыShailesh Patel Ljiet CVShailesh PatelОценок пока нет
- LicenseДокумент1 страницаLicenseShailesh PatelОценок пока нет
- SSC DEO Arithmetic Solved Paper Held On 31.08.2008 WWWW - Sscportal.inДокумент6 страницSSC DEO Arithmetic Solved Paper Held On 31.08.2008 WWWW - Sscportal.insunil kumar mОценок пока нет
- Adress GPSCДокумент4 страницыAdress GPSCShailesh PatelОценок пока нет
- Me IesДокумент3 страницыMe IesShailesh PatelОценок пока нет
- Resume Name: Take Shailesh Sanjay E-Mail: Professional ObjectiveДокумент3 страницыResume Name: Take Shailesh Sanjay E-Mail: Professional ObjectiveShailesh PatelОценок пока нет
- Pu PDFДокумент1 страницаPu PDFShailesh PatelОценок пока нет
- Third Exam for Boiler Inspector RecognitionДокумент28 страницThird Exam for Boiler Inspector Recognitiondada jamdarОценок пока нет
- Shailesh Patel Final Year MarksheetДокумент1 страницаShailesh Patel Final Year MarksheetShailesh PatelОценок пока нет
- Shailesh Challan PDFДокумент1 страницаShailesh Challan PDFShailesh PatelОценок пока нет
- Steam TablesДокумент16 страницSteam TablesDanu MamlukatОценок пока нет
- RHEOLOGYДокумент39 страницRHEOLOGYraju niraulaОценок пока нет
- Load rating guidance for bolted and riveted gusset platesДокумент48 страницLoad rating guidance for bolted and riveted gusset platesSaeedОценок пока нет
- Mechanical Engineering GATE/IES Postal Course Books CollectionДокумент3 страницыMechanical Engineering GATE/IES Postal Course Books CollectionJaya Harshit50% (2)
- Ancient Greek Astronomers Measure Solar SystemДокумент4 страницыAncient Greek Astronomers Measure Solar Systemhoangnghia_hcmupОценок пока нет
- Concrete Structures: Temesgen Wondimu, PHD Chapter 2: Strain-Compatibility Analysis of RC Sections Under BendingДокумент25 страницConcrete Structures: Temesgen Wondimu, PHD Chapter 2: Strain-Compatibility Analysis of RC Sections Under BendingAbrehaAbayОценок пока нет
- Report 16Документ5 страницReport 16M AbdullahОценок пока нет
- Boundary Layers S-5 PDFДокумент161 страницаBoundary Layers S-5 PDFJunnuОценок пока нет
- 10 - OPEN CHANNELS Sample ProblemsДокумент13 страниц10 - OPEN CHANNELS Sample ProblemsGray Fiore FullbusterОценок пока нет
- Stresses in Beams: Theory and AnalysisДокумент18 страницStresses in Beams: Theory and Analysiss.parkavaramanОценок пока нет
- DC Pandey Electricity and Magnetism (Crackjee - Xyz)Документ778 страницDC Pandey Electricity and Magnetism (Crackjee - Xyz)Garima60% (5)
- Introduction To Heat TransferДокумент15 страницIntroduction To Heat TransferRishabh KumarОценок пока нет
- MHD Flow of Second Grade FluidДокумент14 страницMHD Flow of Second Grade FluidAzhar Ali ZafarОценок пока нет
- CH 19Документ21 страницаCH 19Sanjay Kumar100% (1)
- Chapter 2 2-001.2 (Basis) PDFДокумент4 страницыChapter 2 2-001.2 (Basis) PDFJamiel CatapangОценок пока нет
- Convert MefsДокумент3 страницыConvert MefssaghfadОценок пока нет
- Fundamentals of Metal WorkingДокумент59 страницFundamentals of Metal WorkingRaghu SОценок пока нет
- LR Bachelor 2018 ENДокумент63 страницыLR Bachelor 2018 ENdaniel dusОценок пока нет
- MOVERS ACADEMY FIRST QUARTER EXAMДокумент3 страницыMOVERS ACADEMY FIRST QUARTER EXAMRain Vicente100% (1)
- Dynamical Models For Omni-Directional Robots WithДокумент8 страницDynamical Models For Omni-Directional Robots WithGabriel Alejandro Francisco Gallardo TineoОценок пока нет
- Tension (Pulling) On Top of Ruler Compression (Pushing) Under Middle of RulerДокумент3 страницыTension (Pulling) On Top of Ruler Compression (Pushing) Under Middle of RulerEdward BarberОценок пока нет
- Assignment 3 PDFДокумент11 страницAssignment 3 PDFReffisa JiruОценок пока нет
- Tutorial Problems-Unit 1-75 PercДокумент5 страницTutorial Problems-Unit 1-75 PercSuseel Jai Krishnan0% (1)
- Real gas flow properties and shockwavesДокумент31 страницаReal gas flow properties and shockwavesandriaerospaceОценок пока нет
- Model For Record Report PROBLEM 1Документ3 страницыModel For Record Report PROBLEM 1Siddhartha Harsha OmmiОценок пока нет
- Fisika - Physics For High SchoolДокумент396 страницFisika - Physics For High SchoolZainal AbidinОценок пока нет
- Experiment Guide Eggcellent Egg DropДокумент1 страницаExperiment Guide Eggcellent Egg Dropapi-504410689Оценок пока нет
- Lab ReportДокумент55 страницLab Reportsreyes40% (1)
- Aircraft Stability and ControlДокумент2 страницыAircraft Stability and ControlSaravanan AtthiappanОценок пока нет
- Exportar Páginas Meriam Kraige Engineering Mechanics Statics 7th TXTBKДокумент1 страницаExportar Páginas Meriam Kraige Engineering Mechanics Statics 7th TXTBKabrahamrv44Оценок пока нет