Вам также может понравиться
- Mmad Mmad-311 FormatoalumnotrabajofinalДокумент10 страницMmad Mmad-311 FormatoalumnotrabajofinalMiguek QuitoОценок пока нет
- Examen Senati Afilado 1Документ4 страницыExamen Senati Afilado 1JESUS MANUEL POLO FERNANDEZОценок пока нет
- Cuchillas molino plástico: templado y revenidoДокумент4 страницыCuchillas molino plástico: templado y revenidoNayeli JuárezОценок пока нет
- Pasos para la fabricación de piezas mecánicasДокумент17 страницPasos para la fabricación de piezas mecánicasdavid barreto100% (1)
- Entregable 2 de AjustesДокумент14 страницEntregable 2 de AjustesbotcabezasdОценок пока нет
- Afilado Herramientas CorteДокумент4 страницыAfilado Herramientas CorteJhon Hernan Burgos CastroОценок пока нет
- TR1 Ajuste y Montaje, Verificación y Control de Máquinas y Mecanismos 2022Документ5 страницTR1 Ajuste y Montaje, Verificación y Control de Máquinas y Mecanismos 2022Luis KarmaОценок пока нет
- Actividad Entregable Mantenimiento Mecanico 2Документ10 страницActividad Entregable Mantenimiento Mecanico 2Fabrizio Bellido100% (1)
- AÑO DEL FORTALECIMIENTO DE LA SOBERANÍA NACIONALДокумент4 страницыAÑO DEL FORTALECIMIENTO DE LA SOBERANÍA NACIONALRodrigo Franco MuniveОценок пока нет
- Trabajo Foro.Документ7 страницTrabajo Foro.Victor Hugo100% (1)
- Cuaderno de Informe Semana 3Документ12 страницCuaderno de Informe Semana 3Pedro Quiroga100% (1)
- Plan de Trabajo Del EstudianteДокумент11 страницPlan de Trabajo Del EstudianteERICK GRANDEОценок пока нет
- Senati Mecánico de MantenimientoДокумент8 страницSenati Mecánico de MantenimientoBruno Cruz100% (1)
- Procedimiento de La Prensa en CДокумент9 страницProcedimiento de La Prensa en CbetokarОценок пока нет
- Manija Tipo Mariposa SENATIДокумент19 страницManija Tipo Mariposa SENATIMiguel Angel MayorgaОценок пока нет
- Banco y AjusteДокумент101 страницаBanco y AjustexsHaDoWnxОценок пока нет
- Tarea 1 de Aymar Mantenimiento Mecanico 2Документ10 страницTarea 1 de Aymar Mantenimiento Mecanico 2Aymar Melendez100% (1)
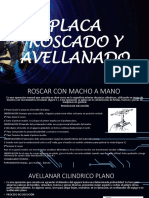
- Placa Roscado y AvellanadoДокумент12 страницPlaca Roscado y Avellanadoelizabeth aracca jordan100% (1)
- Foro TematicoДокумент12 страницForo TematicoHarnold GarnicaОценок пока нет
- Cuaderno de Informes MAQUINAS Y HERRAMIENTAS Cris SEMANA 1Документ24 страницыCuaderno de Informes MAQUINAS Y HERRAMIENTAS Cris SEMANA 1cristian crt98Оценок пока нет
- Mantenimiento Mecanico 1 Tr1Документ13 страницMantenimiento Mecanico 1 Tr1Frank QuispeОценок пока нет
- Afilado de herramientasДокумент24 страницыAfilado de herramientasMarco. Kelthoz.Оценок пока нет
- Tr1 Soldadura de MantenimientoДокумент6 страницTr1 Soldadura de MantenimientoDipi AcerrinОценок пока нет
- Fabricación de prisma rectificado con sujetador de ejesДокумент3 страницыFabricación de prisma rectificado con sujetador de ejesEdgar ChinoОценок пока нет
- Tr2 Mecanica de Banco y AjustesДокумент24 страницыTr2 Mecanica de Banco y AjustesLuis DazaОценок пока нет
- ElectricidadДокумент10 страницElectricidadLuis Miguel Choquehuanca SaicoОценок пока нет
- 2.torneado Cónico y Roscado TriangularДокумент14 страниц2.torneado Cónico y Roscado TriangularMiguel AngelОценок пока нет
- Mecánica de Banco y Ajuste 1Документ5 страницMecánica de Banco y Ajuste 1Alexander M Sallo50% (2)
- Foro Tematico Afilado Herramientas de CorteДокумент3 страницыForo Tematico Afilado Herramientas de CorteAron AFОценок пока нет
- Afilado de herramientas manualДокумент4 страницыAfilado de herramientas manualManuel Mansilla Aranibar75% (4)
- Cuaderno de Informes de Mecanica de Mantenimiento Numero 7Документ12 страницCuaderno de Informes de Mecanica de Mantenimiento Numero 7Ulises AndradeОценок пока нет
- Maquinas y HerramientasДокумент13 страницMaquinas y HerramientasAlonso Cardenas RojasОценок пока нет
- Cuaderno de Informes Semana 14 Soldadura Tig Soldadura en Posicion Plana Con Material de AporteДокумент15 страницCuaderno de Informes Semana 14 Soldadura Tig Soldadura en Posicion Plana Con Material de AporteJoel HernandezОценок пока нет
- Tarjeta de Inspeccion PeriodicaДокумент3 страницыTarjeta de Inspeccion Periodicaabigail oblitas100% (1)
- Formato - Plan Del Estudiante Bloque Prismatico VДокумент12 страницFormato - Plan Del Estudiante Bloque Prismatico VLuis Daniel Cahui AzorzaОценок пока нет
- Instalar motor trifásico con interruptor estrella trianguloДокумент10 страницInstalar motor trifásico con interruptor estrella trianguloAron AFОценок пока нет
- Mmad Mmad-310 TrabajofinalДокумент3 страницыMmad Mmad-310 TrabajofinalAnthony LeónОценок пока нет
- TRABAJO FINAL DE Soldadura de MantenimientoДокумент9 страницTRABAJO FINAL DE Soldadura de MantenimientoYheffer Morante SanchezОценок пока нет
- Actividad Entregable de Maquinas y Herramientas CliverДокумент9 страницActividad Entregable de Maquinas y Herramientas Cliverhander santamariaОценок пока нет
- Electricidad de Mantenimiento Entregable IДокумент18 страницElectricidad de Mantenimiento Entregable IMarvin Anton CheroОценок пока нет
- Calculo de secciones transversales y volúmenes de soldaduraДокумент4 страницыCalculo de secciones transversales y volúmenes de soldaduraJUAN RODRIGO CACERES MORANОценок пока нет
- Entregable 2 SoldaduraДокумент9 страницEntregable 2 SoldaduraBrandon Vilca Veliz100% (1)
- Evaluación final de ajuste y montaje de máquinasДокумент2 страницыEvaluación final de ajuste y montaje de máquinascolcahuantaОценок пока нет
- Tr1 - Mec. de Banco y AfiladoДокумент2 страницыTr1 - Mec. de Banco y AfiladoBruno CruzОценок пока нет
- Trabajo Final Mecanica de Banco y Afilado de Herramientas - Flores Achon - 1-2Документ2 страницыTrabajo Final Mecanica de Banco y Afilado de Herramientas - Flores Achon - 1-2Piero Flores57% (7)
- TR2 - Mecanica de Banco y AjustesДокумент7 страницTR2 - Mecanica de Banco y AjustesElvis G. PomaОценок пока нет
- Tope de maquina cizalla hidraulicaДокумент7 страницTope de maquina cizalla hidraulicajunior trujillo mattosОценок пока нет
- MMAD - MMAD-204 - Trabajo Final Mantenimiento Mecanico1 Deyson Inga CastilloДокумент13 страницMMAD - MMAD-204 - Trabajo Final Mantenimiento Mecanico1 Deyson Inga CastilloDeyson IngaОценок пока нет
- Mmad Mmad-312 TrabajofinalДокумент6 страницMmad Mmad-312 TrabajofinalluisОценок пока нет
- Tarjeta de Inspeccion y LubricacionДокумент7 страницTarjeta de Inspeccion y LubricacionFelipe Zicnic LindoОценок пока нет
- Tuerca MoleteadaДокумент10 страницTuerca MoleteadaDylan Marquina100% (1)
- Arranque directo de motor trifásicoДокумент9 страницArranque directo de motor trifásicoMauricio Yataco Cardenas100% (1)
- Cuaderno de Informe (SEMANA 2)Документ13 страницCuaderno de Informe (SEMANA 2)Deyvi Gómez SalazarОценок пока нет
- Entregable 2 Diego MarchanДокумент6 страницEntregable 2 Diego MarchanSebastian SmpОценок пока нет
- TRABAJO FINAL Parte 2 CasanovaДокумент9 страницTRABAJO FINAL Parte 2 CasanovaSandrito ReyesОценок пока нет
- Trazar, Aserrar y Agujerear ParalelepipedoДокумент50 страницTrazar, Aserrar y Agujerear Paralelepipedojeferson silveraОценок пока нет
- Tr2 - Mec. de Banco y AfiladoДокумент5 страницTr2 - Mec. de Banco y AfiladoBruno Cruz0% (1)
- Cuaderno de Informes Tarea 1 Banco y AjusteДокумент15 страницCuaderno de Informes Tarea 1 Banco y Ajusteguillermo Enriquez MendozaОценок пока нет
- Entregable 1 Afilado de HerramientasДокумент8 страницEntregable 1 Afilado de HerramientasMileidy LimaescobarОценок пока нет
- Entregable 2 Afilado de HerramientaДокумент10 страницEntregable 2 Afilado de HerramientaMileidy LimaescobarОценок пока нет
- Despieze Motor DTДокумент3 страницыDespieze Motor DTrlemus22Оценок пока нет
- Tipos de ajuste mecánico y tolerancias de fabricaciónДокумент15 страницTipos de ajuste mecánico y tolerancias de fabricaciónSinforoso MiniocaОценок пока нет
- Ajuste de BancoДокумент16 страницAjuste de BancoALONSOОценок пока нет
- Torno Taller MecanicoДокумент35 страницTorno Taller MecanicoFernando HuarocОценок пока нет
- Relación de MaterialДокумент4 страницыRelación de MaterialCHUYОценок пока нет
- Reporte Practicas CNCДокумент11 страницReporte Practicas CNCVictor CarreraОценок пока нет
- HerramientasДокумент217 страницHerramientasSuri Kens MichuaОценок пока нет
- Fresado PDFДокумент730 страницFresado PDFSebastian OrozcoОценок пока нет
- Abrazaderas07 PDFДокумент25 страницAbrazaderas07 PDFCesarin L AОценок пока нет
- Lista de Precios Indar Productos de LineaДокумент1 067 страницLista de Precios Indar Productos de LineaValner Neri IkerОценок пока нет
- Presentacion Torque TornillosДокумент31 страницаPresentacion Torque TornillosSipudieras VerОценок пока нет
- Fabricaciones EspecialesДокумент4 страницыFabricaciones EspecialesjavierОценок пока нет
- StopWastingTimeDYforHome - CONTORNOS EN MASTERCAMДокумент7 страницStopWastingTimeDYforHome - CONTORNOS EN MASTERCAMguuh2004100% (1)
- Agregados: Instrucciones de UsoДокумент102 страницыAgregados: Instrucciones de UsoGabriel HerbeiОценок пока нет
- Manual de Instrucciones de Insertos Roscados ESДокумент1 страницаManual de Instrucciones de Insertos Roscados ESMarvin ValleОценок пока нет
- Catalogo de Piezas SP Light BALDANДокумент35 страницCatalogo de Piezas SP Light BALDANcoordenadorОценок пока нет
- Practica de Torno y FresadoraДокумент11 страницPractica de Torno y FresadoraSAMUEL ALBERTO ORTIZ OLVERAОценок пока нет
- Hoja de Proceso 002 Perforado-Avellanado-Roscado PDFДокумент3 страницыHoja de Proceso 002 Perforado-Avellanado-Roscado PDFKatty PintoОценок пока нет
- Uniones Roscadas y SoldadasДокумент12 страницUniones Roscadas y SoldadasDiago Trigoso BernalОценок пока нет
- Actividad Entregable 3Документ8 страницActividad Entregable 3Giancarlo CalderonОценок пока нет
- Catalogo AcerosДокумент77 страницCatalogo AcerosGuery Morales100% (1)
- Manual de Partes - Hidrogrubert N9000 - N10000 - N12500Документ62 страницыManual de Partes - Hidrogrubert N9000 - N10000 - N12500German100% (1)
- TP Doblado 1c-2020 - TfiiДокумент5 страницTP Doblado 1c-2020 - TfiiMayra AlejandraОценок пока нет
- Modulo 03.1 MetalúrgiaДокумент40 страницModulo 03.1 MetalúrgiaCarlos MenaОценок пока нет
- Mecanizado de componentes en el taladroДокумент18 страницMecanizado de componentes en el taladroJheis Deyvis Perez Perez100% (1)
- Guia 8. Tratamientos TérmicosДокумент4 страницыGuia 8. Tratamientos TérmicosJeanPierreZambranoОценок пока нет
- 3003 de Instructivo Reparación de Sellos RefaceДокумент4 страницы3003 de Instructivo Reparación de Sellos RefaceJesus CacharucoОценок пока нет
- Manual Mantenimiento Preventivo TORNO CNC DMTG CKE 6150 IMPДокумент196 страницManual Mantenimiento Preventivo TORNO CNC DMTG CKE 6150 IMPGino50% (2)
- Preguntas - Extrusión, Embutición y AfinesДокумент6 страницPreguntas - Extrusión, Embutición y AfinesAdrián Rodríguez FernándezОценок пока нет
- Apuntes FresaДокумент5 страницApuntes FresalucasОценок пока нет