Вам также может понравиться
- Sulfuric Acid Manufacture: Analysis, Control and OptimizationОт EverandSulfuric Acid Manufacture: Analysis, Control and OptimizationРейтинг: 3.5 из 5 звезд3.5/5 (3)
- Annual Surveys/intermediate Surveys/docking Surveys Survey ChecklistДокумент13 страницAnnual Surveys/intermediate Surveys/docking Surveys Survey Checklistthomaskurian777100% (1)
- Topsoe Wsa Process Principles 0Документ4 страницыTopsoe Wsa Process Principles 0Carlos de la TorreОценок пока нет
- Indirect Dryers For Biomass Drying-Comparison of Experimental Characteristics For Drum and Rotary ConfigurationsДокумент11 страницIndirect Dryers For Biomass Drying-Comparison of Experimental Characteristics For Drum and Rotary ConfigurationsRenalyn TorioОценок пока нет
- Process Flow Diagram - Nitric AcidДокумент1 страницаProcess Flow Diagram - Nitric AcidAsma NasserОценок пока нет
- Feed PurificationДокумент12 страницFeed PurificationrajuОценок пока нет
- Saacke SKV Com MДокумент12 страницSaacke SKV Com MHay ThemОценок пока нет
- Comple Guide For Cargo HeatingДокумент20 страницComple Guide For Cargo HeatingtasosОценок пока нет
- BS 6644 2005 Specification For Installation of Gas Fired Hot WaterДокумент52 страницыBS 6644 2005 Specification For Installation of Gas Fired Hot WateraimanОценок пока нет
- Industrial Training ReportДокумент22 страницыIndustrial Training ReportEja RotiKeju100% (1)
- Boilers 101 PDFДокумент27 страницBoilers 101 PDFsppatilОценок пока нет
- Simulation of A Wet Sulfuric Acid Process (WSA)Документ12 страницSimulation of A Wet Sulfuric Acid Process (WSA)Ahmed AliОценок пока нет
- Low Temperature Corrosion in Boiler and Its PreventionДокумент5 страницLow Temperature Corrosion in Boiler and Its PreventionKhurram ShahzadОценок пока нет
- Topsoe Wet Gas Sulphuric Acid (WSA) TechnologyДокумент8 страницTopsoe Wet Gas Sulphuric Acid (WSA) Technologytsaleh100% (1)
- Dew Point Od Acid GasДокумент4 страницыDew Point Od Acid GassrshahОценок пока нет
- COBRAS 2015 HaldorTopsoe WSARioSecoДокумент25 страницCOBRAS 2015 HaldorTopsoe WSARioSecoBambang HermawanОценок пока нет
- Proses Wsa 1Документ19 страницProses Wsa 1Lily DianaОценок пока нет
- 21 Haldor Topsoe - Topsoe Wsa Technology Aplication in A Small Sulfuric Acid Production UnitДокумент31 страница21 Haldor Topsoe - Topsoe Wsa Technology Aplication in A Small Sulfuric Acid Production UnitAntHony K-ianОценок пока нет
- Troubleshooting Guide For Sulfuric AcidДокумент27 страницTroubleshooting Guide For Sulfuric AcidEduardo Magallon100% (1)
- SAPДокумент16 страницSAPsourav84Оценок пока нет
- Strategies For Reducing Start-Up Emissions From Sulfuric Acid PlantsДокумент19 страницStrategies For Reducing Start-Up Emissions From Sulfuric Acid PlantsAbu Izzan Al BunyОценок пока нет
- Overview of The ProcessДокумент10 страницOverview of The ProcessChaitanya PottiОценок пока нет
- 2014 Suphur Mag Article S-354-WasteHeatBoilers PMIДокумент4 страницы2014 Suphur Mag Article S-354-WasteHeatBoilers PMIEjaj SiddiquiОценок пока нет
- Cara Menentukan Ukuran Steam TrapДокумент5 страницCara Menentukan Ukuran Steam TraprafiradityaОценок пока нет
- Feb IssueДокумент40 страницFeb Issuesppram100% (1)
- Msds Molten SulphurДокумент9 страницMsds Molten SulphurLily DianaОценок пока нет
- Sulfuric Acid Double ContactДокумент6 страницSulfuric Acid Double ContactcurlychemОценок пока нет
- Combustion Analysis of GasifierДокумент27 страницCombustion Analysis of Gasifieriprashant05Оценок пока нет
- IAWPS GUIDELINES ON Instrumentation-2015Документ25 страницIAWPS GUIDELINES ON Instrumentation-2015prakashОценок пока нет
- Acid DewpointДокумент4 страницыAcid DewpointCowdrey IlanОценок пока нет
- Lecture - 33 and 34 - Group Discussion: BITS Pilani, Pilani CampusДокумент45 страницLecture - 33 and 34 - Group Discussion: BITS Pilani, Pilani CampussaisounyaОценок пока нет
- EvaporatorДокумент4 страницыEvaporatorVipul PrakashОценок пока нет
- Power PlantДокумент18 страницPower PlantShubhadeep Mal100% (1)
- Use Operator Training Simulators For FCC UnitsДокумент3 страницыUse Operator Training Simulators For FCC Unitssaleh4060Оценок пока нет
- Pressure Vessel DesignДокумент8 страницPressure Vessel DesignSihanu SubasinghaОценок пока нет
- Super Critical BoilerДокумент32 страницыSuper Critical BoilerNardo LlanosОценок пока нет
- Book 2Документ35 страницBook 2Mequanint DemekeОценок пока нет
- Molten Sulphur Lining Marts96Документ30 страницMolten Sulphur Lining Marts96LuisОценок пока нет
- Ara TELE-satellite 1009Документ132 страницыAra TELE-satellite 1009Alexander WieseОценок пока нет
- Sulfur and Sulfuric AcidДокумент20 страницSulfur and Sulfuric AcidZakia LuthfianaОценок пока нет
- Oxidation of Sulfur Dioxide Heterogeneous CatalystДокумент13 страницOxidation of Sulfur Dioxide Heterogeneous Catalysthafidz maОценок пока нет
- 2000 Ifa Neworleans GobbitДокумент14 страниц2000 Ifa Neworleans GobbitFajar ZonaОценок пока нет
- Sulfur Recovery PDFДокумент32 страницыSulfur Recovery PDFShaho Abdulqader Mohamedali0% (1)
- Tunnel DryerДокумент15 страницTunnel Dryerمحمد العراقيОценок пока нет
- Fischer-Tropsch ProcessДокумент5 страницFischer-Tropsch ProcessBilal Arif100% (1)
- New Sulfur Melting Technology Mark Gilbreath - USAДокумент51 страницаNew Sulfur Melting Technology Mark Gilbreath - USARenalyn Torio100% (1)
- Glycol Treating During The Pipeline Transport of Natural GasДокумент4 страницыGlycol Treating During The Pipeline Transport of Natural GasWidiaОценок пока нет
- IntercambiadorДокумент2 страницыIntercambiadorIr Go JarОценок пока нет
- Presentation MSDS Sulfuric AcidДокумент24 страницыPresentation MSDS Sulfuric Acidtatoo1Оценок пока нет
- Flue Gas DesulfurizationДокумент4 страницыFlue Gas DesulfurizationPiyush AgarwalОценок пока нет
- Retubing Experience SRU - WHBДокумент5 страницRetubing Experience SRU - WHBMurugan RangarajanОценок пока нет
- EDV G NozzleДокумент47 страницEDV G NozzlePaul BooneОценок пока нет
- Catalyst Poisoning or DeactivationДокумент2 страницыCatalyst Poisoning or Deactivationdimas setyawan100% (1)
- Allborg BoilersДокумент2 страницыAllborg BoilersHIPAP100% (1)
- Sulphur Magazine - Mar-Apr 2013 - Preventing Corrosion in Sulphur Storage TanksДокумент6 страницSulphur Magazine - Mar-Apr 2013 - Preventing Corrosion in Sulphur Storage TanksmarraezОценок пока нет
- Sense'' Testing Combined Cycle Plants Competitive: Performance FOR IN IndustryДокумент11 страницSense'' Testing Combined Cycle Plants Competitive: Performance FOR IN IndustryharkiranrandhawaОценок пока нет
- Rotary Drum DryerДокумент4 страницыRotary Drum DryerFrancis Val FranciscoОценок пока нет
- Sulfur Burning Processes and Acid Plant DДокумент4 страницыSulfur Burning Processes and Acid Plant DacckypenrynОценок пока нет
- Vapour Pressure DataДокумент44 страницыVapour Pressure Dataramsrivatsan50% (2)
- Topsøe Hydrogen Technology - Energy Efficient and Flexible SolutionsДокумент8 страницTopsøe Hydrogen Technology - Energy Efficient and Flexible Solutionsdavid alonzo100% (1)
- WASTE HEAT RECOVERY (HRSG) PerformanceДокумент17 страницWASTE HEAT RECOVERY (HRSG) PerformanceEjaz AhmedОценок пока нет
- Deaerators Explained HandbookДокумент14 страницDeaerators Explained HandbookABRAR KHALILОценок пока нет
- A Complete Range of Solutions For Sulfur Recovery: Christian STREICHER, ProsernatДокумент28 страницA Complete Range of Solutions For Sulfur Recovery: Christian STREICHER, ProsernatpratikkapseОценок пока нет
- Gasification Based Topsoe WSA Process PrinciplesДокумент4 страницыGasification Based Topsoe WSA Process PrinciplesGopiОценок пока нет
- Lecture-10-Clous and Merox ProcessesДокумент43 страницыLecture-10-Clous and Merox ProcessesAnilKumar100% (2)
- HDTB SectorДокумент7 страницHDTB SectorPartha AichОценок пока нет
- Solutions For Common Coal Bunker ProblemsДокумент4 страницыSolutions For Common Coal Bunker ProblemsBookkeeperОценок пока нет
- Shayan 2015Документ14 страницShayan 2015Hefni OssyanОценок пока нет
- RMS - High Pressure Boiler LogДокумент2 страницыRMS - High Pressure Boiler LogERplant RefinersОценок пока нет
- Boiler Prolonged Shutdown Checklist - 2Документ2 страницыBoiler Prolonged Shutdown Checklist - 2api-276762153Оценок пока нет
- Industrial PresentationДокумент29 страницIndustrial Presentationdevilal prajapatОценок пока нет
- CodificationДокумент65 страницCodificationaharish_iitkОценок пока нет
- Attachment 4 - HRSG General ProcedureДокумент6 страницAttachment 4 - HRSG General ProcedureRicky JayaОценок пока нет
- Overview STG-BB Untuk KPДокумент56 страницOverview STG-BB Untuk KPJibraltar Amin SyamОценок пока нет
- Boiler BlowdownДокумент3 страницыBoiler BlowdownSwaroop Kumar100% (1)
- Practical Boiler Operation Engineering AДокумент3 страницыPractical Boiler Operation Engineering Atajshah283Оценок пока нет
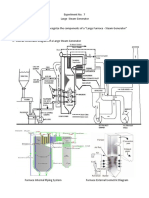
- Large Steam GeneratorДокумент12 страницLarge Steam GeneratorChe AguilarОценок пока нет
- Effect Scale Formation in Boiler Water Wall TubesДокумент7 страницEffect Scale Formation in Boiler Water Wall TubesRishabh ChaureОценок пока нет
- Installation and Maintenance Instructions: Oil and Gas-Fired Boilers Logano G215 USДокумент72 страницыInstallation and Maintenance Instructions: Oil and Gas-Fired Boilers Logano G215 UScarlosОценок пока нет
- Soot Blower-MergedДокумент20 страницSoot Blower-MergedRahul S. ChandrawarОценок пока нет
- 07 - Steam Generator FamiliarizationДокумент6 страниц07 - Steam Generator FamiliarizationJoren HuernoОценок пока нет
- MR P Chandra Mohan, Nagarjuna Fertilizers & Chemicals LTDДокумент14 страницMR P Chandra Mohan, Nagarjuna Fertilizers & Chemicals LTDJose DenizОценок пока нет
- 5.8 - 6.2 Mmbtu Borderer Rigsafe / Safe Area Steam GeneratorДокумент2 страницы5.8 - 6.2 Mmbtu Borderer Rigsafe / Safe Area Steam GeneratorAbboud KingОценок пока нет
- Electronic Pellet Burner Controller - NPBC-V3CДокумент9 страницElectronic Pellet Burner Controller - NPBC-V3CPușcă MartinОценок пока нет
- Chapter 8: Production of Power From HeatДокумент21 страницаChapter 8: Production of Power From Heatأحمد صلاح الدينОценок пока нет
- Oil Refinery Machine For Tyre Oil, Plastic Oil, Engine Oil of Doing GroupДокумент3 страницыOil Refinery Machine For Tyre Oil, Plastic Oil, Engine Oil of Doing GrouppyrolysisoilОценок пока нет
- Apollo - Catálogo GeneralДокумент24 страницыApollo - Catálogo GeneralespanolasaОценок пока нет
- Flame ImpingmentДокумент11 страницFlame ImpingmentidigitiОценок пока нет
- What Is Mechanical EquipmentДокумент17 страницWhat Is Mechanical EquipmentShirr SagerОценок пока нет
- Datasheet DMV 304 HCu 20081118Документ4 страницыDatasheet DMV 304 HCu 20081118Anuj ShahiОценок пока нет