Вам также может понравиться
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5795)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (345)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (400)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1091)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
- The Names of A Bulk CarrierДокумент6 страницThe Names of A Bulk CarriertsousiОценок пока нет
- Définition Du Chef MécanicienДокумент13 страницDéfinition Du Chef MécanicienMajed MlaouhiОценок пока нет
- Detainable and ISM Related Deficiencies2013Документ12 страницDetainable and ISM Related Deficiencies2013ABHISHEK KUMAR100% (1)
- Engieering Standars For FIFI Vessel PDFДокумент32 страницыEngieering Standars For FIFI Vessel PDFEmad JamshidiОценок пока нет
- Detainable and ISM Related Deficiencies PSC Inspection Report of Class NK & NK-SMC Ships in June 2015Документ9 страницDetainable and ISM Related Deficiencies PSC Inspection Report of Class NK & NK-SMC Ships in June 2015Btwins123100% (1)
- Machinery Luna Maersk PDFДокумент386 страницMachinery Luna Maersk PDFRafael Da Rosa Siqueira100% (1)
- Caterpillar C280 Series Engine Product GuideДокумент221 страницаCaterpillar C280 Series Engine Product GuideIvan Aditya100% (1)
- Preparing For An ABS Condition Assessment Program (CAP) SurveyДокумент53 страницыPreparing For An ABS Condition Assessment Program (CAP) SurveySingh Gur100% (2)
- Standard P&i Condition SurveyДокумент31 страницаStandard P&i Condition Surveyluchiappi100% (9)
- Eng KnowledgeДокумент44 страницыEng KnowledgeDinchak RRAHОценок пока нет
- Familiarization Program EngineДокумент1 страницаFamiliarization Program EngineAnonymous yyjpEsydasОценок пока нет
- Specification: 57,000Dwt Bulk Carrier Contract Design SC4439-010-02SMДокумент174 страницыSpecification: 57,000Dwt Bulk Carrier Contract Design SC4439-010-02SMpothirajОценок пока нет
- Mykonos Jet DetailsДокумент31 страницаMykonos Jet DetailsAtul BhardwajОценок пока нет
- LNGC - Methane Nile Eagle - Machinery Operating ManualДокумент448 страницLNGC - Methane Nile Eagle - Machinery Operating ManualАлександр РакинОценок пока нет
- Back Pressure ExhaustДокумент12 страницBack Pressure ExhaustmarjukiОценок пока нет
- DoubtsДокумент4 страницыDoubtsvarunmalik87Оценок пока нет
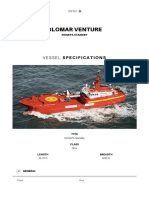
- Glomar Venture - Glomar - OffshoreДокумент11 страницGlomar Venture - Glomar - OffshoreЖора СупрунюкОценок пока нет
- NarrativeДокумент7 страницNarrativeSandeep KumarОценок пока нет
- MAB 004-09 PSC Checklist - 31.01.2015Документ8 страницMAB 004-09 PSC Checklist - 31.01.2015Pavel ViktorОценок пока нет
- Interview Questions For Engineers-1512639929Документ11 страницInterview Questions For Engineers-1512639929Andrii100% (1)
- Installation Planning Instructions: For Hindustan NB 11136-11141Документ162 страницыInstallation Planning Instructions: For Hindustan NB 11136-11141Oğuz Kağan ÖkdemОценок пока нет
- M.V. Grand Clipper: HongkongsarДокумент9 страницM.V. Grand Clipper: HongkongsarSaurav NaskarОценок пока нет
- Check List Commissioning Report For Genset&AuxilaryДокумент12 страницCheck List Commissioning Report For Genset&AuxilaryBoris SitorusОценок пока нет
- Ship AlarmsДокумент6 страницShip AlarmsPanagiotis MouzenidisОценок пока нет
- Refrigerated Vessel Survey Report R1.3 - Part AДокумент9 страницRefrigerated Vessel Survey Report R1.3 - Part AFouad OuazzaniОценок пока нет
- CHIEF ENGINEER Standing OrdersДокумент3 страницыCHIEF ENGINEER Standing Ordersefendi kaptanОценок пока нет
- Engine Room Simulator (Ers 4000)Документ7 страницEngine Room Simulator (Ers 4000)youngfp80% (5)
- CH 04 Fittings On Ballast & Other TanksДокумент10 страницCH 04 Fittings On Ballast & Other TanksAmit PandeyОценок пока нет
- Fixing of Main DimensionДокумент46 страницFixing of Main DimensionjameelОценок пока нет
- Maritime Technical EnglishДокумент49 страницMaritime Technical EnglishMahdi Bordbar100% (27)