Вам также может понравиться
- Fundamentos Del Análisis de VibracionesДокумент26 страницFundamentos Del Análisis de Vibracionest_admiroОценок пока нет
- Teoria Mantenimiento PredictivoДокумент38 страницTeoria Mantenimiento PredictivoGino MasciottiОценок пока нет
- Unidad Vi - Vibraciones MecanicasДокумент130 страницUnidad Vi - Vibraciones Mecanicasescoos79100% (1)
- Inspección Termografía de Tuberías MonitoreoДокумент4 страницыInspección Termografía de Tuberías MonitoreoReyes Pariona Alex100% (1)
- Manual de MantenimientoДокумент44 страницыManual de MantenimientoraulОценок пока нет
- CASO PRACTICO U3 SegundasДокумент14 страницCASO PRACTICO U3 Segundasenrique velez100% (1)
- Analisis de Vibraciones IMI9CVS PDFДокумент17 страницAnalisis de Vibraciones IMI9CVS PDFNahum Morales HernándezОценок пока нет
- Mantenimiento y Análisis de Vibraciones. MARIA PENKOVAДокумент12 страницMantenimiento y Análisis de Vibraciones. MARIA PENKOVADiego Montero100% (1)
- Inspecciones de EngranajesДокумент24 страницыInspecciones de Engranajesjizu100% (1)
- T12 Determinación de Fallas en Transmisión Por Fajas en V 2018Документ25 страницT12 Determinación de Fallas en Transmisión Por Fajas en V 2018jasito010102Оценок пока нет
- Equilibrado o BalanceoДокумент85 страницEquilibrado o BalanceoJeancarlos MendezОценок пока нет
- Laboratorio DesbalanceoДокумент14 страницLaboratorio DesbalanceoRamon Cruz MamaniОценок пока нет
- Adash DDS Quick Start EspanolДокумент19 страницAdash DDS Quick Start EspanolOrlando MarucaОценок пока нет
- 4) Lab .Metodo de LP y PMДокумент21 страница4) Lab .Metodo de LP y PMAlan AstudilloОценок пока нет
- Cálculo de Frecuencia de Muestreo de AceiteДокумент10 страницCálculo de Frecuencia de Muestreo de AceiteRepositorio MantenimientoОценок пока нет
- Laboratorio Nº5 Analisis Espectral de Fallas en Correas LabДокумент7 страницLaboratorio Nº5 Analisis Espectral de Fallas en Correas LabDiegoMoraCortezОценок пока нет
- Taller 2 - Análisis de CriticidadДокумент12 страницTaller 2 - Análisis de CriticidadJhonatan Pulido0% (1)
- Responsabilidades LubricadorДокумент2 страницыResponsabilidades LubricadorGiovany Alberto MonsalveОценок пока нет
- Afiche FractografiaДокумент1 страницаAfiche FractografiainteraxОценок пока нет
- ANSI-AGMA 6000-B96 (Esp)Документ11 страницANSI-AGMA 6000-B96 (Esp)Bernardo Salinas Gonzalez100% (2)
- NSK Rodamientos Catalogo GeneralДокумент3 страницыNSK Rodamientos Catalogo GeneralFamily HTОценок пока нет
- Ultrasonido Pasivo para Mantenimiento de Plantas Industriales 2013Документ103 страницыUltrasonido Pasivo para Mantenimiento de Plantas Industriales 2013AS EGОценок пока нет
- Imende Diplomado EndДокумент600 страницImende Diplomado EndVictor Manuel Palafox ContrerasОценок пока нет
- Informe Análisis de Vibraciones Cempro 06-12-17 (Diciembre 2017)Документ48 страницInforme Análisis de Vibraciones Cempro 06-12-17 (Diciembre 2017)Ricardo CeballosОценок пока нет
- Cap 11 P1 AcoplesДокумент13 страницCap 11 P1 AcoplesAnnemarie GreenОценок пока нет
- Analisis de Vibraciones MecanicasДокумент4 страницыAnalisis de Vibraciones MecanicasEdison Medina50% (2)
- Vibracheck 100Документ6 страницVibracheck 100chandira4411Оценок пока нет
- Casos Reales de Vibraciones MecanicasДокумент11 страницCasos Reales de Vibraciones Mecanicasyeuny mujicaОценок пока нет
- RaptoreДокумент11 страницRaptorejeanОценок пока нет
- Taller de AcoplesДокумент7 страницTaller de AcoplesCARLITOS VEGAОценок пока нет
- Reporte de Inspección de CompresoresДокумент6 страницReporte de Inspección de CompresoresJorgeLuisGamarraGarbozaОценок пока нет
- Informe Tintas PenetrantesДокумент14 страницInforme Tintas PenetrantesPao BelesacaОценок пока нет
- Analisis de Vibracion Grupo ElectrogenoДокумент9 страницAnalisis de Vibracion Grupo ElectrogenogatoluisОценок пока нет
- Normativa Sobre MantenimientoДокумент76 страницNormativa Sobre MantenimientoJokebed AndradeОценок пока нет
- Conceptos Basicos de InfrarrojoДокумент11 страницConceptos Basicos de InfrarrojoLuis Angel CanoОценок пока нет
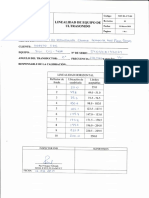
- 001 Linealidad de Equipo SIUI CTS - 9006 12-06-19Документ1 страница001 Linealidad de Equipo SIUI CTS - 9006 12-06-19deyack5Оценок пока нет
- PTSAC - Informe de Videoscopía - DP WORLD - Puente Grúa QC 004Документ16 страницPTSAC - Informe de Videoscopía - DP WORLD - Puente Grúa QC 004Nilton Soria TorreОценок пока нет
- Easy Laser Cap AДокумент54 страницыEasy Laser Cap AcajascОценок пока нет
- Nte - Inen - Iso - 612 - Dimensiones VehiculosДокумент4 страницыNte - Inen - Iso - 612 - Dimensiones Vehiculosdaniel solano pallarosoОценок пока нет
- Análisis Modal de Fallos y Efectos AmfeДокумент8 страницAnálisis Modal de Fallos y Efectos AmfeEdwin Alberto Calderon GarciaОценок пока нет
- Scuffing 5Документ16 страницScuffing 5Edison Pacheco100% (1)
- Vibracheck-Balanceo en Dos Planos.Документ5 страницVibracheck-Balanceo en Dos Planos.Felipe Barrera DiazОценок пока нет
- Marco Teorico FinalДокумент72 страницыMarco Teorico FinalMariana Abel AnayaОценок пока нет
- Norma Sae Ja1011Документ9 страницNorma Sae Ja1011Hans Daza Castro0% (1)
- Inspeccion Visual InformeДокумент24 страницыInspeccion Visual InformeCesar Maquera100% (2)
- Curso Básico de Mantenimiento SinaisДокумент134 страницыCurso Básico de Mantenimiento SinaisLUDWINGОценок пока нет
- Analisis Del Modo y El Efecto de La FallaДокумент9 страницAnalisis Del Modo y El Efecto de La Fallarafa6967Оценок пока нет
- Test Diagnóstico Dibujo Mecánico Aula Virtual PDFДокумент1 страницаTest Diagnóstico Dibujo Mecánico Aula Virtual PDFjeffersonОценок пока нет
- Unidad 1Документ41 страницаUnidad 1gilmer flores mamaniОценок пока нет
- Reductores Spiroplan PDFДокумент128 страницReductores Spiroplan PDFJose MontoyaОценок пока нет
- Resumen Libro RCM John MoubrayДокумент39 страницResumen Libro RCM John MoubrayFranco Saguas EvangelistaОценок пока нет
- Manual MultietapasДокумент20 страницManual MultietapasCamilo Alejandro Cubillos TrujilloОценок пока нет
- Qué Es Un AMEFДокумент16 страницQué Es Un AMEFramse56Оценок пока нет
- INFORME ANALISIS DE VIBRACIONES GMP 2014 - OptДокумент49 страницINFORME ANALISIS DE VIBRACIONES GMP 2014 - OptNilton Ernesto Saldarriaga IbarraОценок пока нет
- Analisis de Vibraciones en Motores PDFДокумент7 страницAnalisis de Vibraciones en Motores PDFSoluciones De Mantenimiento IntegradoОценок пока нет
- Análisis de Fallas en RodamientosДокумент20 страницAnálisis de Fallas en RodamientosMarco Antonio Rivera Miranda100% (2)
- Traduccion 2 de Metodo de Revisión de Espesores Por Ultrasonido.Документ65 страницTraduccion 2 de Metodo de Revisión de Espesores Por Ultrasonido.Castro Espinosa Josué OmarОценок пока нет
- Equipos de Mantenimiento PredictivoДокумент10 страницEquipos de Mantenimiento Predictivojorge severinoОценок пока нет
- Informe Del Osciloscopio FIMДокумент17 страницInforme Del Osciloscopio FIMMarco Vega FigueroaОценок пока нет
- Ultrasonidos: Nivel IIОт EverandUltrasonidos: Nivel IIРейтинг: 5 из 5 звезд5/5 (1)
- Panel InformacionДокумент2 страницыPanel InformacionTomás Topacho Paredes ScholtbachОценок пока нет
- Clase+2+ TC+Por+ConveccionДокумент13 страницClase+2+ TC+Por+ConveccionTomás Topacho Paredes ScholtbachОценок пока нет
- Clase+3+ Intercambiadores+de+Calor - 1Документ21 страницаClase+3+ Intercambiadores+de+Calor - 1Tomás Topacho Paredes ScholtbachОценок пока нет
- Contabilidad y Sistemas de Costos UNAP Guia 4 ResueltaДокумент4 страницыContabilidad y Sistemas de Costos UNAP Guia 4 ResueltaTomás Topacho Paredes ScholtbachОценок пока нет
- Clase+4+ Ejercicio+de+TC+Por+Conduccion+y+ConveccionДокумент4 страницыClase+4+ Ejercicio+de+TC+Por+Conduccion+y+ConveccionTomás Topacho Paredes ScholtbachОценок пока нет
- Laboratorio Fisica I UNAPДокумент12 страницLaboratorio Fisica I UNAPTomás Topacho Paredes ScholtbachОценок пока нет
- Informe Preliminar 140ML003Документ3 страницыInforme Preliminar 140ML003Tomás Topacho Paredes ScholtbachОценок пока нет
- Soy Una BibliotecaДокумент31 страницаSoy Una BibliotecaTomás Topacho Paredes Scholtbach100% (1)
- Dispatch CollahuasiДокумент9 страницDispatch CollahuasiTomás Topacho Paredes ScholtbachОценок пока нет
- Nociones InternetДокумент242 страницыNociones InternetTomás Topacho Paredes ScholtbachОценок пока нет
- Ensayos No DestructivosДокумент26 страницEnsayos No DestructivosLevi Santiago100% (1)
- Material Curso Ultrasonido IngetestДокумент96 страницMaterial Curso Ultrasonido IngetestJavier GustavoОценок пока нет
- Tintas PenetrantesДокумент11 страницTintas PenetrantesAlexОценок пока нет
- Ensayos No Destructivos Ultrasonido.Документ13 страницEnsayos No Destructivos Ultrasonido.Briseidaa MartinezОценок пока нет
- UT-Nivel I - 1AДокумент30 страницUT-Nivel I - 1AJhon JunesОценок пока нет
- Guia de Ultrasonido 2Документ5 страницGuia de Ultrasonido 2Anonymous GyWzu5pHОценок пока нет
- PruebasДокумент19 страницPruebasalexunder197330Оценок пока нет
- Prueba de UltrasonidoДокумент54 страницыPrueba de Ultrasonidoluis4wilder0% (1)
- Manual DIO 1000Документ184 страницыManual DIO 1000Felipe CarreonОценок пока нет
- Según La Utilidad de La Pieza Después de Ser Sometida Al EnsayoДокумент11 страницSegún La Utilidad de La Pieza Después de Ser Sometida Al EnsayoVidalJMuñozAОценок пока нет
- Mantenimiento Predictivo R2M PDFДокумент25 страницMantenimiento Predictivo R2M PDFDiego Lozano VázquezОценок пока нет
- Analisis de FallaДокумент5 страницAnalisis de FallaSANTIAGOОценок пока нет
- Labortario 3 y 4 Ensayosno DestrutctivosДокумент22 страницыLabortario 3 y 4 Ensayosno DestrutctivosluisОценок пока нет
- Ensayo de UltrasonidoДокумент10 страницEnsayo de UltrasonidoMarc CramОценок пока нет
- Inspección Mediante Phased Array-Tofd Según La Última Versión de Asme Sec V (2013)Документ53 страницыInspección Mediante Phased Array-Tofd Según La Última Versión de Asme Sec V (2013)Carlos Enrique Suárez Navas100% (2)
- Mantenimiento PredictivoДокумент18 страницMantenimiento PredictivoDaniel Ojalvo Flores100% (1)
- Informe-Inspeccion Por UltrasonidoДокумент28 страницInforme-Inspeccion Por UltrasonidoAlfredo Torrez SepúlvedaОценок пока нет
- NDT End PNDДокумент7 страницNDT End PNDEmily Jackson0% (1)