Вам также может понравиться
- Hazardous Substances and Human Health: Exposure, Impact and External Cost Assessment at the European ScaleОт EverandHazardous Substances and Human Health: Exposure, Impact and External Cost Assessment at the European ScaleОценок пока нет
- Lees' Process Safety Essentials: Hazard Identification, Assessment and ControlОт EverandLees' Process Safety Essentials: Hazard Identification, Assessment and ControlРейтинг: 4 из 5 звезд4/5 (4)
- 3.2 HazopДокумент66 страниц3.2 Hazops sanjai100% (1)
- HazopДокумент66 страницHazopBlack WidowОценок пока нет
- HAZOP STUDY Report (Kutch Chemical Industries Limited)Документ82 страницыHAZOP STUDY Report (Kutch Chemical Industries Limited)kanakarao173% (11)
- Inherent SafetyДокумент50 страницInherent SafetyChing-Liang ChenОценок пока нет
- Hazop.1092475 Appendix 30.hazopДокумент67 страницHazop.1092475 Appendix 30.hazopAudrey Patrick Kalla50% (2)
- Basics of HAZOPДокумент26 страницBasics of HAZOPNg JoshuaОценок пока нет
- Hazop Record Form: Condensate Lines From The Condensers To The Holding TankДокумент3 страницыHazop Record Form: Condensate Lines From The Condensers To The Holding Tanksajni123Оценок пока нет
- Methanol Production Plant Feed Inlet Into Reformer, R-01 Supply Heat To FeedДокумент12 страницMethanol Production Plant Feed Inlet Into Reformer, R-01 Supply Heat To FeedAin SyuhadaОценок пока нет
- HazopДокумент8 страницHazopferrari.indiaОценок пока нет
- HAZOP TrainingДокумент131 страницаHAZOP Trainingtamilnaduchennai100% (14)
- HAZID - IntroductionДокумент9 страницHAZID - IntroductionAmin ZoharОценок пока нет
- Appendix-1 (HAZOPWorksheets)Документ37 страницAppendix-1 (HAZOPWorksheets)zohaib_farooq100% (1)
- PSM and MethodsДокумент49 страницPSM and MethodsAzizi AzizОценок пока нет
- HAZID PresentationДокумент11 страницHAZID PresentationAlvian FachrurroziОценок пока нет
- Process Safety Enhancement in Chemical Plant Design by Exploiting Accident KnowledgeДокумент88 страницProcess Safety Enhancement in Chemical Plant Design by Exploiting Accident KnowledgeAnonymous ocCa18RОценок пока нет
- Safety in Process Plant Design SKF4163Документ94 страницыSafety in Process Plant Design SKF4163hoikliangОценок пока нет
- Toxic Release and Dispersion ModelsДокумент42 страницыToxic Release and Dispersion ModelsAdeel RazaОценок пока нет
- PSM 14 ElementsPOSTER2008Документ1 страницаPSM 14 ElementsPOSTER2008RdW992049RdWОценок пока нет
- HAZOPДокумент18 страницHAZOPMark GuevarraОценок пока нет
- HAZOP - Class For Diploma SafetyДокумент90 страницHAZOP - Class For Diploma SafetyZia Ahmad100% (1)
- HAZOP FinalДокумент2 страницыHAZOP Finalchiang95100% (3)
- Introduction To HAZOPДокумент39 страницIntroduction To HAZOPapi-19846338100% (1)
- Intro To PSM at UI-WCP Oct 2019 (Workshop)Документ60 страницIntro To PSM at UI-WCP Oct 2019 (Workshop)Aditya SetiadiОценок пока нет
- Risktec Solutions: Bowties - One Size Fits All?Документ24 страницыRisktec Solutions: Bowties - One Size Fits All?paul_brightОценок пока нет
- Hazop PDFДокумент33 страницыHazop PDFSDP02Оценок пока нет
- Process Safety Management (PSM)Документ14 страницProcess Safety Management (PSM)viviemoetОценок пока нет
- Process Safety ManagementДокумент45 страницProcess Safety ManagementAbbasОценок пока нет
- (3 1) PhaДокумент61 страница(3 1) Phajcv235100% (1)
- HazopДокумент75 страницHazopavanish.v100% (1)
- Chapter 7 HazopДокумент11 страницChapter 7 HazopMohd Azman Suwandi50% (2)
- HAZOP ReportДокумент27 страницHAZOP ReportMuhammad.Saim100% (3)
- HAZOP Study (Part I)Документ4 страницыHAZOP Study (Part I)Saad Ahmed100% (1)
- 01-HAZOP Worksheet Formaldehyde - (Corrosion)Документ8 страниц01-HAZOP Worksheet Formaldehyde - (Corrosion)Muhammad Zarif Amir100% (1)
- HAZOP Study (Part II)Документ18 страницHAZOP Study (Part II)Saad Ahmed100% (14)
- Emirates ERM Abu Dhabi Process Safety Management Training MethodologyДокумент5 страницEmirates ERM Abu Dhabi Process Safety Management Training MethodologyShailendraОценок пока нет
- 23 Process SafetyДокумент121 страница23 Process Safetyshani5573100% (3)
- Liquid Nitrogen SafetyДокумент22 страницыLiquid Nitrogen Safetydhavalesh1Оценок пока нет
- Jepg ... SJEC - Jan 2023 Module On PROCESS SAFETYДокумент20 страницJepg ... SJEC - Jan 2023 Module On PROCESS SAFETYL JayanthiОценок пока нет
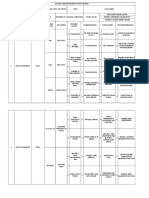
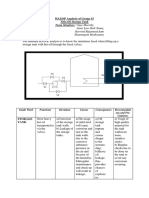
- HAZOP Analysis of Group 15: Isaac Law Shek Xiang Harvind Rajamanickam Shanmugam MuthusamyДокумент2 страницыHAZOP Analysis of Group 15: Isaac Law Shek Xiang Harvind Rajamanickam Shanmugam Muthusamyvijaymoorthy14Оценок пока нет
- L4 PHA Student HandoutДокумент165 страницL4 PHA Student Handoutjosethompson100% (2)
- A Guide To The COMAHДокумент145 страницA Guide To The COMAHMahmoud ElghayishОценок пока нет
- Risk Based Process Safety Presentation 2017Документ31 страницаRisk Based Process Safety Presentation 2017Lagu Dengar50% (2)
- Prevention of Runaway ReactionДокумент168 страницPrevention of Runaway ReactionUmang DaveyОценок пока нет
- (A) H&S LegislationДокумент4 страницы(A) H&S LegislationArran DaviesОценок пока нет
- CCPS ProcessSafety Metrics 2011 FINALДокумент44 страницыCCPS ProcessSafety Metrics 2011 FINALTriod jackson100% (7)
- NEBOSH HSE Certificate in Process Safety ManagementДокумент2 страницыNEBOSH HSE Certificate in Process Safety ManagementHashem RezayiОценок пока нет
- Process Safety CholaДокумент12 страницProcess Safety CholaKrishnan RajappanОценок пока нет
- Safety: Table 1: Safe Equipment. Authors: Cango. P, Espinoza. A, Lopez. C. (2019)Документ4 страницыSafety: Table 1: Safe Equipment. Authors: Cango. P, Espinoza. A, Lopez. C. (2019)Alexander EspinozaОценок пока нет
- Process Safety Management (PSM) : Module 1 - Review of Industrial Catastrophes Related To PSMДокумент28 страницProcess Safety Management (PSM) : Module 1 - Review of Industrial Catastrophes Related To PSMrpercy01100% (2)
- Process Safety CalculationsОт EverandProcess Safety CalculationsRenato BenintendiРейтинг: 5 из 5 звезд5/5 (4)
- The HAZOP Leader's Handbook: How to Plan and Conduct Successful HAZOP StudiesОт EverandThe HAZOP Leader's Handbook: How to Plan and Conduct Successful HAZOP StudiesОценок пока нет
- Quantitative Risk Assessment A Complete Guide - 2020 EditionОт EverandQuantitative Risk Assessment A Complete Guide - 2020 EditionОценок пока нет
- Technologies Optimize Flow AssuranceДокумент7 страницTechnologies Optimize Flow AssuranceManus AgereОценок пока нет
- Oil and Gas Process ChemistryДокумент123 страницыOil and Gas Process Chemistryjps21100% (1)
- Chemical Engineering in Practice - P&IDДокумент90 страницChemical Engineering in Practice - P&IDAli Bari100% (3)
- 1 Pilot Plant PDFДокумент16 страниц1 Pilot Plant PDFSwapnil ParabОценок пока нет
- Development of Ethyl Acetate Process TechnologyДокумент20 страницDevelopment of Ethyl Acetate Process TechnologyKaycelyn Bacay100% (1)
- Hydrate Plug MechanismsДокумент10 страницHydrate Plug Mechanismsrjehanathan7098Оценок пока нет
- Laboratory Projects 1 - Pipeline ConstructionДокумент9 страницLaboratory Projects 1 - Pipeline ConstructionMaximiano FerrazОценок пока нет
- Fieldwork II GeologyДокумент21 страницаFieldwork II GeologyMaximiano FerrazОценок пока нет
- Seismic Interpretation ProjectДокумент10 страницSeismic Interpretation ProjectMaximiano FerrazОценок пока нет
- HAZOPДокумент32 страницыHAZOPMaximiano Ferraz71% (14)
- Preservative MaterialsДокумент2 страницыPreservative MaterialsmtcengineeringОценок пока нет
- ATRT66Документ10 страницATRT66luunhauyen.pisaОценок пока нет
- Injection Analyzer Electronic Unit enДокумент67 страницInjection Analyzer Electronic Unit enmayralizbethbustosОценок пока нет
- Distilled Witch Hazel AVF-SP DWH0003 - June13 - 0Документ1 страницаDistilled Witch Hazel AVF-SP DWH0003 - June13 - 0RnD Roi SuryaОценок пока нет
- 1 PolarographyДокумент20 страниц1 PolarographyRiya Das100% (1)
- Prepper MealsДокумент22 страницыPrepper MealsmeineanmeldungenОценок пока нет
- Guimbungan, Core Competency Module 1 - Part 3 PDFДокумент11 страницGuimbungan, Core Competency Module 1 - Part 3 PDFSharlyne K. GuimbunganОценок пока нет
- Nature and Nurture - How They Play A Role in Serial Killers and THДокумент40 страницNature and Nurture - How They Play A Role in Serial Killers and THJ.A.B.AОценок пока нет
- ZL Ap381Документ10 страницZL Ap381micyОценок пока нет
- Water TreatmentДокумент13 страницWater TreatmentBayuОценок пока нет
- 00516-CLIA-Newsletter Jan 06Документ4 страницы00516-CLIA-Newsletter Jan 06losangelesОценок пока нет
- 1 Stra Bill FinalДокумент41 страница1 Stra Bill FinalRajesh JhaОценок пока нет
- Defects Lamellar TearingДокумент6 страницDefects Lamellar Tearingguru_terexОценок пока нет
- Plasma Arc Machining (Pam) : Mechanical Engineering Department I.I.T Guwahati-781039 E-Mail: Manasdas@iitg - Ernet.inДокумент15 страницPlasma Arc Machining (Pam) : Mechanical Engineering Department I.I.T Guwahati-781039 E-Mail: Manasdas@iitg - Ernet.inSrinivasanОценок пока нет
- 1 SMДокумент10 страниц1 SMAnindita GaluhОценок пока нет
- Fawad Hussain, Feedback On Industrial Visit To Sahiwal Coal Power PlantДокумент2 страницыFawad Hussain, Feedback On Industrial Visit To Sahiwal Coal Power PlantSyed Fawad MarwatОценок пока нет
- Wire Rope Inspection ProgramДокумент2 страницыWire Rope Inspection Programسيد جابر البعاجОценок пока нет
- Foundation Engineering. 02 Soil CompressibilityДокумент63 страницыFoundation Engineering. 02 Soil Compressibilitysammy lopezОценок пока нет
- 48V 100ah LiFePO4 Battery Spec With CommunicationДокумент6 страниц48V 100ah LiFePO4 Battery Spec With CommunicationsoulmuhОценок пока нет
- Governance StructureДокумент1 страницаGovernance StructureJoydip MukhopadhyayОценок пока нет
- Pre-Operative Check Up of Farm Tools, ImplementsДокумент19 страницPre-Operative Check Up of Farm Tools, ImplementsLaurence Fabiala50% (2)
- Krispy Kreme Doughnut Recipe - Immaculate BitesДокумент2 страницыKrispy Kreme Doughnut Recipe - Immaculate Bitesdaisydrops6Оценок пока нет
- Celltac MEK 6500Документ3 страницыCelltac MEK 6500RiduanОценок пока нет
- J. Bleger ArtДокумент10 страницJ. Bleger Artivancristina42Оценок пока нет
- PBL 2 Case PresentationДокумент12 страницPBL 2 Case PresentationRamish IrfanОценок пока нет
- Section IIДокумент8 страницSection IIapi-471272376Оценок пока нет
- Low Voltage Fixed and Automatic Power Factor Correction SystemsДокумент6 страницLow Voltage Fixed and Automatic Power Factor Correction Systemszabiruddin786Оценок пока нет
- 1Manuscript-BSN-3y2-1A-CEDILLO-222 11111Документ32 страницы1Manuscript-BSN-3y2-1A-CEDILLO-222 11111SHARMAINE ANNE POLICIOSОценок пока нет
- AACO 7th Aviation Fuel Forum: AttendanceДокумент3 страницыAACO 7th Aviation Fuel Forum: AttendanceJigisha Vasa0% (1)