Вам также может понравиться
- Liquid Membranes: Principles and Applications in Chemical Separations and Wastewater TreatmentОт EverandLiquid Membranes: Principles and Applications in Chemical Separations and Wastewater TreatmentОценок пока нет
- Distillation: Prepared By: DEEDAR ALI QURESHI Assist By: PHAIXA ABBASI, Former Student of CHM KU. ReferencesДокумент76 страницDistillation: Prepared By: DEEDAR ALI QURESHI Assist By: PHAIXA ABBASI, Former Student of CHM KU. ReferencesIrshad SheikhОценок пока нет
- DistillationДокумент22 страницыDistillationAhmed Omar Amine100% (1)
- Distillation PrinciplesДокумент71 страницаDistillation PrinciplesIram Tahira100% (1)
- Distillation Written ReportДокумент18 страницDistillation Written ReportMaRiz BalitaanОценок пока нет
- DistillationДокумент26 страницDistillationRafique Ahmed AbroОценок пока нет
- Fractional DistillationДокумент17 страницFractional DistillationSubash KumarОценок пока нет
- Distillation 140815233428 Phpapp02Документ18 страницDistillation 140815233428 Phpapp02Vignesh MallyaОценок пока нет
- Extraction MethodsДокумент3 страницыExtraction MethodsMuhammadRafiqОценок пока нет
- Distillation TypesДокумент34 страницыDistillation TypesJoshua Johnson100% (1)
- Distillation-Assignemnt 2Документ14 страницDistillation-Assignemnt 2Sohail ZafarОценок пока нет
- Distillation PresentationДокумент38 страницDistillation PresentationMohamed BalbaaОценок пока нет
- Boiling Point and DistillationДокумент21 страницаBoiling Point and Distillationشهد إيادОценок пока нет
- Distillation Column1Документ49 страницDistillation Column1chaitanyavura0% (1)
- Azeotropic and Extractive DistillationДокумент9 страницAzeotropic and Extractive DistillationShahzaib IqbalОценок пока нет
- Distillation Lecture NotesДокумент45 страницDistillation Lecture Notessuzie annОценок пока нет
- Molecular DistillationДокумент5 страницMolecular DistillationJames KabugoОценок пока нет
- Lecture 4 Reflux Ratio and Column DesignДокумент13 страницLecture 4 Reflux Ratio and Column DesignMohammedTalib100% (1)
- Experiment 3 - Atmospheric DistillationДокумент3 страницыExperiment 3 - Atmospheric DistillationrestofficalОценок пока нет
- DistillationДокумент13 страницDistillationGwen MontilОценок пока нет
- Tray TowerДокумент21 страницаTray TowerMiraj savaniОценок пока нет
- Continuous Distillation: Navigation SearchДокумент9 страницContinuous Distillation: Navigation SearchSunil ShaОценок пока нет
- Unit Operation Ii: Operations, Prentice Hall, 1993Документ40 страницUnit Operation Ii: Operations, Prentice Hall, 1993esiri aluyaОценок пока нет
- DistillationДокумент33 страницыDistillationAshish SrivastavaОценок пока нет
- Types of DistillationДокумент25 страницTypes of Distillationdankshavali shaikОценок пока нет
- Furnace Flooding, 011107Документ11 страницFurnace Flooding, 011107Arief HidayatОценок пока нет
- DistillationДокумент15 страницDistillationRahul PalsОценок пока нет
- Crude Oil Distillation Rev41Документ142 страницыCrude Oil Distillation Rev41aftentea100% (2)
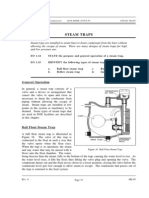
- Steam Trap ScienceДокумент5 страницSteam Trap ScienceSandi AslanОценок пока нет
- The General Structure of A Chemical ProcessДокумент16 страницThe General Structure of A Chemical Processagrocel_bhv5591Оценок пока нет
- Unit-3 Absorption2-DilanДокумент29 страницUnit-3 Absorption2-Dilanchinna erannaОценок пока нет
- Group 6 - Molecular DistillationДокумент14 страницGroup 6 - Molecular DistillationSuprakash Ghosh100% (1)
- Thermosyphon Reboiler HydraulicsДокумент2 страницыThermosyphon Reboiler HydraulicskaramullahrasheedОценок пока нет
- Granulation Part I PDFДокумент42 страницыGranulation Part I PDFSohib ZreegatОценок пока нет
- Distillation TowwerДокумент154 страницыDistillation TowwerAmmar HashimОценок пока нет
- Distillation in RefineryДокумент4 страницыDistillation in RefineryMuhammad SultanОценок пока нет
- FALLSEM2021-22 CHE4001 ETH VL2021220100382 Reference Material I 17-Aug-2021 Lecture-1 (Tray Vs Packed Column)Документ62 страницыFALLSEM2021-22 CHE4001 ETH VL2021220100382 Reference Material I 17-Aug-2021 Lecture-1 (Tray Vs Packed Column)sanyukta sinhaОценок пока нет
- CrystallizationДокумент43 страницыCrystallizationKathleen May Dayao0% (1)
- Excel - Distillation Column Design Lab ReportДокумент37 страницExcel - Distillation Column Design Lab ReportGracylla Rose0% (1)
- DistilationДокумент11 страницDistilationMuhammad HusseinОценок пока нет
- Stripping Notes PDFДокумент28 страницStripping Notes PDFnimi khalidОценок пока нет
- Basics of Distillation: V. K. KapoorДокумент62 страницыBasics of Distillation: V. K. Kapoorstardeepakrati100% (1)
- Distillation Application in PetroleumДокумент46 страницDistillation Application in Petroleumamirthalingam_b671Оценок пока нет
- New Microsoft Office Word DocumentДокумент15 страницNew Microsoft Office Word DocumentSwapnil RaulОценок пока нет
- Seminar - Sulfur RecoveryДокумент18 страницSeminar - Sulfur RecoverySourav Sikdar100% (1)
- Distillation Final RevДокумент118 страницDistillation Final Revgad480Оценок пока нет
- ChE Example of EquilibriumДокумент7 страницChE Example of EquilibriumNabila Agnasia DesmaraОценок пока нет
- Images of Distillation ColumnsДокумент6 страницImages of Distillation ColumnsFarrukh IqbalОценок пока нет
- Guidelines For Ethylene Quench Tower Rev 17Документ17 страницGuidelines For Ethylene Quench Tower Rev 17totongop0% (1)
- Tray EfficiencyДокумент5 страницTray EfficiencyShaharyar AbbasiОценок пока нет
- Tower Tray Oil and Gas IndustryДокумент11 страницTower Tray Oil and Gas IndustryHeet PatelОценок пока нет
- Distillation Column DesignДокумент69 страницDistillation Column DesignHarshit100% (1)
- Cebu Institute of Technology - University: CHE501-V1 Group 2Документ11 страницCebu Institute of Technology - University: CHE501-V1 Group 2Joshua ClimacoОценок пока нет
- Extraction: Vikrant Saluja Faculty of Pharmaceutical Sciences PCTE Group of Institutes, Ludhiana Punjab, IndiaДокумент25 страницExtraction: Vikrant Saluja Faculty of Pharmaceutical Sciences PCTE Group of Institutes, Ludhiana Punjab, IndiavikrantОценок пока нет
- Chapter 2 DistillationДокумент77 страницChapter 2 DistillationAhmad DanialОценок пока нет
- Activated Carbon From Jackfruit Peel Waste by H3POДокумент13 страницActivated Carbon From Jackfruit Peel Waste by H3POMaria De La HozОценок пока нет
- Distillation PrinciplesДокумент71 страницаDistillation PrinciplesMelania Grigore100% (1)
- Distillation PrinciplesДокумент71 страницаDistillation PrinciplesRaghu Kohli100% (1)
- DISTILLATION COLUMN Nida Baigk124Документ28 страницDISTILLATION COLUMN Nida Baigk124Shifa ShaikhОценок пока нет
- Distillation 1Документ19 страницDistillation 1Salman HaniffaОценок пока нет
- Uniarch Network Video Recorders User Manual-V1.00Документ99 страницUniarch Network Video Recorders User Manual-V1.00amurjiantoОценок пока нет
- Guide To Manually Importing/Transferring Your Livery For FH4/FM7/FH3 PCДокумент12 страницGuide To Manually Importing/Transferring Your Livery For FH4/FM7/FH3 PCLennike SantosОценок пока нет
- TQM - Juran ContributionДокумент19 страницTQM - Juran ContributionDr.K.Baranidharan100% (2)
- Land Surveying Chapter 2 Leveling p1Документ66 страницLand Surveying Chapter 2 Leveling p1Azrul ZulwaliОценок пока нет
- RRB NTPC Previous Year Paper 20: WWW - Careerpower.inДокумент16 страницRRB NTPC Previous Year Paper 20: WWW - Careerpower.inSudarshan MaliОценок пока нет
- Notes in Judicial AffidavitДокумент11 страницNotes in Judicial AffidavitguibonganОценок пока нет
- ADMS 2510 Week 13 SolutionsДокумент20 страницADMS 2510 Week 13 Solutionsadms examzОценок пока нет
- Lust V Animal Logic MSJ OppositionДокумент34 страницыLust V Animal Logic MSJ OppositionTHROnlineОценок пока нет
- Top 50 World Pharma 2001Документ11 страницTop 50 World Pharma 2001Juraj KubáňОценок пока нет
- GSP Product Info 092711Документ19 страницGSP Product Info 092711Joao SilvaОценок пока нет
- Spice Board BBLДокумент24 страницыSpice Board BBLvenkatpficoОценок пока нет
- GG&G 2012 CatДокумент111 страницGG&G 2012 Cattyrant88Оценок пока нет
- Lesson Worksheet: 6.1A MeanДокумент7 страницLesson Worksheet: 6.1A Meanwaiman fuОценок пока нет
- Session 2 - 01 (Energy Efficiency Potential Assessment of Chandrapura TPS, DVC)Документ52 страницыSession 2 - 01 (Energy Efficiency Potential Assessment of Chandrapura TPS, DVC)pkumarОценок пока нет
- Leadership Assesment ToolДокумент5 страницLeadership Assesment ToolJayeeta DebnathОценок пока нет
- Eco SPARДокумент3 страницыEco SPARMohammad LabinОценок пока нет
- EECI-Modules-2010Документ1 страницаEECI-Modules-2010maialenzitaОценок пока нет
- Computing The Maximum Volume Inscribed Ellipsoid of A Polytopic ProjectionДокумент28 страницComputing The Maximum Volume Inscribed Ellipsoid of A Polytopic ProjectiondezevuОценок пока нет
- OBLICONДокумент13 страницOBLICONZARAОценок пока нет
- ALP Final Test KeyДокумент3 страницыALP Final Test KeyPetro Nela50% (2)
- 1-Page TimeBoxing Planner v2.0Документ2 страницы1-Page TimeBoxing Planner v2.0ash.webstarОценок пока нет
- The Influence of The Transformational LeaderДокумент9 страницThe Influence of The Transformational Leaderkenmuira100% (1)
- Bonus 6 - Mastering ASP - NET Core SecurityДокумент147 страницBonus 6 - Mastering ASP - NET Core SecurityDark Shadow100% (1)
- 785 TrucksДокумент7 страниц785 TrucksJavier Pagan TorresОценок пока нет
- Minimalist CV ResumeДокумент1 страницаMinimalist CV ResumeSijith MathewОценок пока нет
- Orphanage Project ProposalДокумент3 страницыOrphanage Project ProposaldtimtimanОценок пока нет
- Module 9 School AgeДокумент16 страницModule 9 School AgeMichelle FactoОценок пока нет
- Oil and Gas Reloaded: Offshore ArgentinaДокумент9 страницOil and Gas Reloaded: Offshore ArgentinaMuhammad Fahmi AnbОценок пока нет
- 1.3.2 SIC/XE Machine Architecture: 1 Megabytes (1024 KB) in Memory 3 Additional Registers, 24 Bits in LengthДокумент8 страниц1.3.2 SIC/XE Machine Architecture: 1 Megabytes (1024 KB) in Memory 3 Additional Registers, 24 Bits in LengthSENTHILKUMAR PОценок пока нет
- Sydney Boys 2017 2U Accelerated Prelim Yearly & SolutionsДокумент26 страницSydney Boys 2017 2U Accelerated Prelim Yearly & Solutions黄心娥Оценок пока нет